Спосіб виплавки сплавів в електронно-променевих установках
Номер патенту: 46293
Опубліковано: 15.05.2002
Автори: Вербило Марія Олексіївна, Левицький Микола Іванович, Ладохін Сергій Васильович, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович
Формула / Реферат
Спосіб виплавки сплавів в електронно-променевих установках, що включає завантаження шихти в тигель, який відрізняється тим, що попереднє розплавлення шихти проводиться на мінімальній потужності (0,2-0,5 від максимальної) по осі тигля, починаючи з дна, де наводиться і підтримується рідкометалева ванна, для чого нижня частина тигля виготовлена з кераміки.
Текст
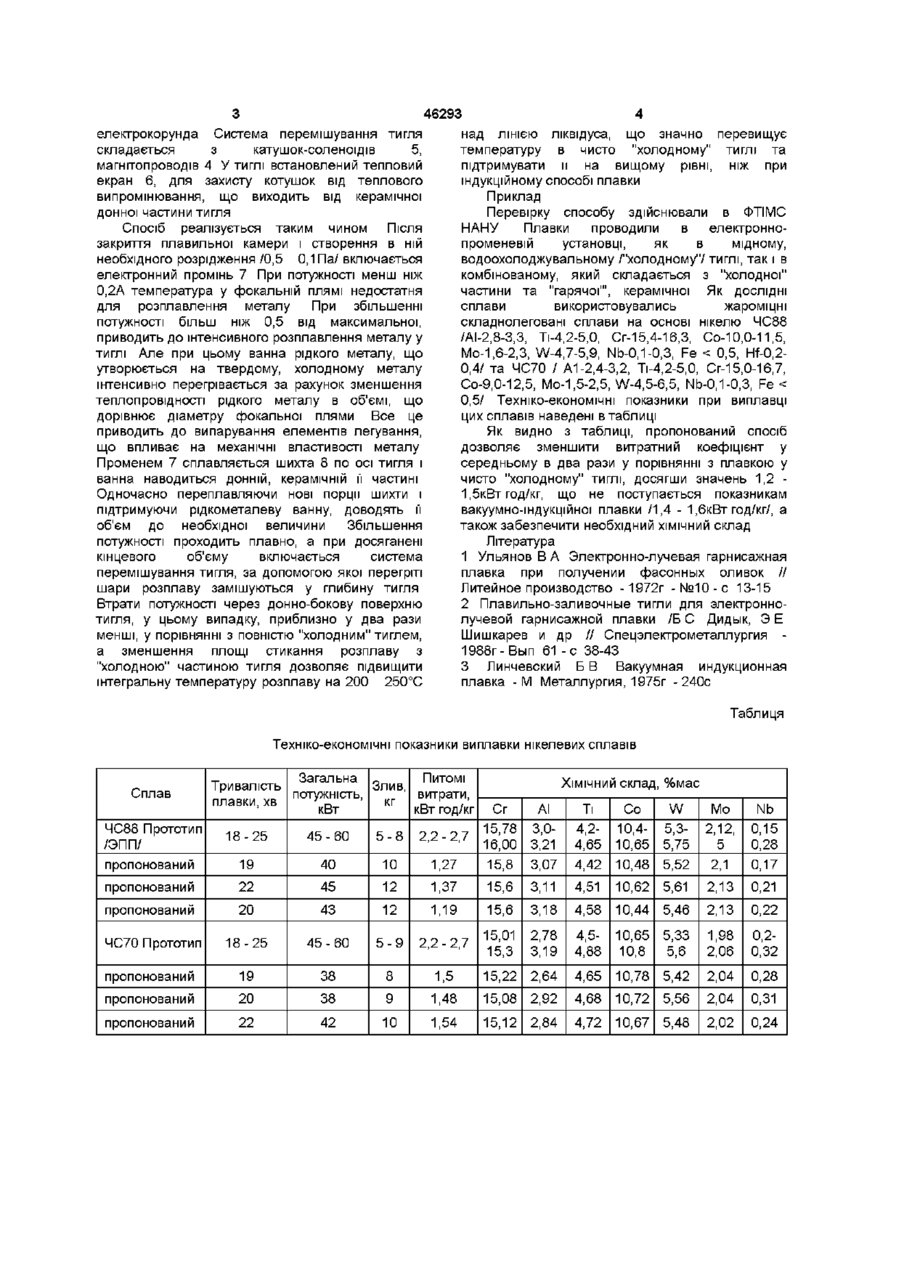
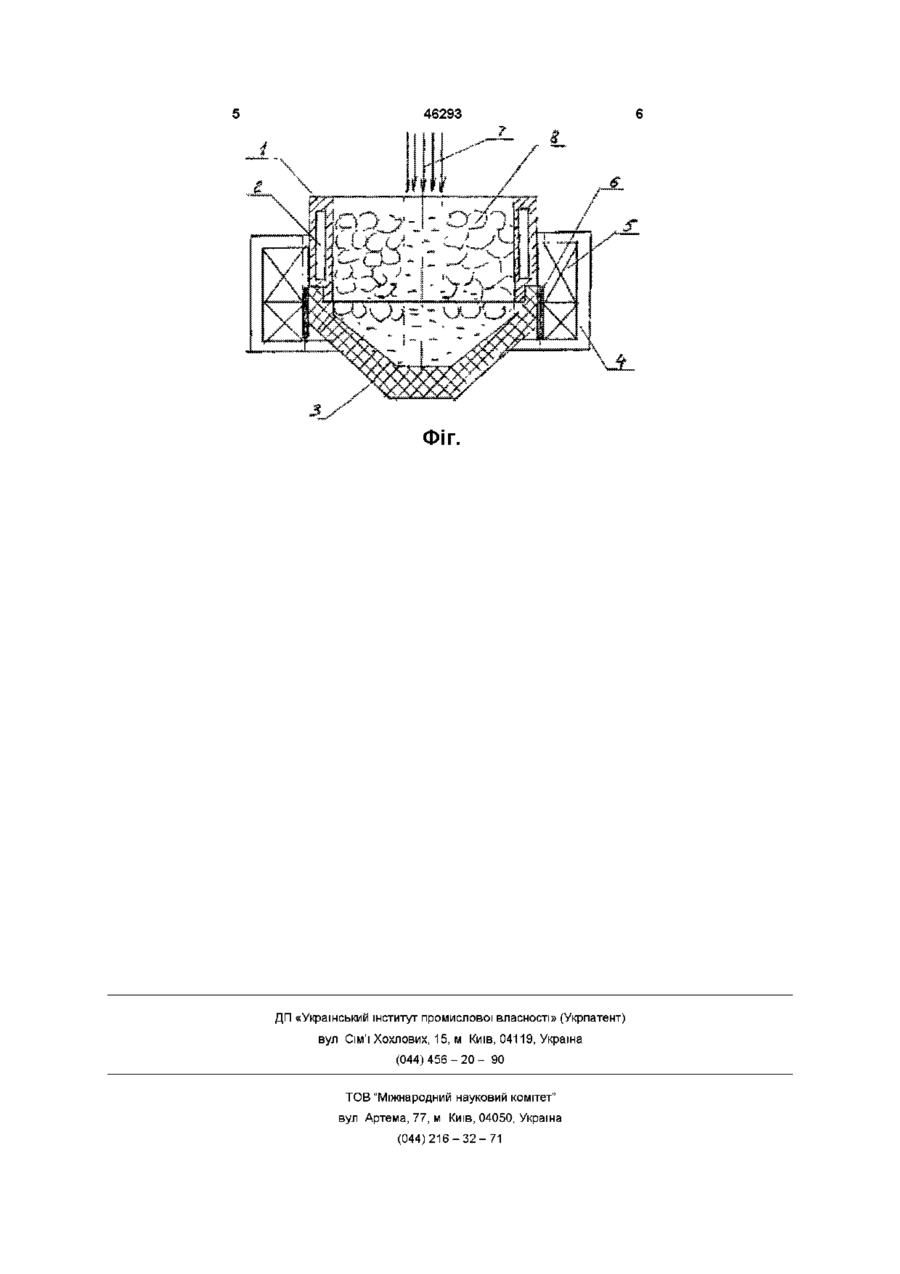
Спосіб виплавки сплавів в електроннопроменевих установках, що включає завантаження шихти в тигель, який відрізняється тим, що попереднє розплавлення шихти проводиться на мінімальній потужності (0,2-0,5 від максимальної) по осі тигля, починаючи з дна, де наводиться і підтримується рідкометалева ванна, для чого нижня частина тигля виготовлена з кераміки Винахід стосується спеціальної металурги, а конкретніше, виплавки металів і сплавів з застосуванням електронно-променевих джерел нагріву ВІДОМІ способи виплавки сплавів у електронно-променевих установках [1], при яких шихта завантажується в металевий /мідний, сталевий/ водоохолоджуваний /"холодний"/ тигель, а потім нагрівається електронним пучком до повного розплавлення і наведення рідкометалевої ванни потрібного об'єму Недоліком цього способу є те, що при виплавці складнолегованих сплавів, наприклад жароміцних нікелевих, проходить інтенсивне випаровування найбільш легкоплавких і легких компонентів /АІ, Сг/ внаслідок поверхневого підводу високоенергетичного джерела нагріву, яким є електронний промінь Крім цього, збільшення потужності нагріву і тривалості плавки для накопичення необхідного об'єму рідкометалевої ванни, призводить до суттєвих втрат енергії, як з поверхні дзеркала розплаву випромінюванням, так і через донно-бокову поверхню тигля, що охолоджується водою Не вдається, у цьому випадку, реалізувати і спосіб, при якому електронний промінь, подібно свердлу, проходить по осі тигля до його дна Плавка ведеться знизу таким чином, щоб верхній метал служив своєрідним екраном, запобігаючи нераціональним витратам шихтових матеріалів і електроенергії Внаслідок інтенсивного тепловідводу від дна стінок тигля, проход ить"заморожування" шихти і як наслідок, повернення до поверхневого підводу пучка, зі всіма вказаними недоліками Використання високоекономічних, з цієї точки зору, т з "гарячих" керамічних тиглів, що застосовуються при індукційній плавці [2], ускладнюється суттєвим поверхневим перегрівом розплаву, взаємодією його з футерівкою тигля, засміченням матеріалом кераміки і продуктами хімічної реакції на границі розплав-тигель Результатом цього є відхиленням від ХІМІЧНОГО складу і погіршення фізико-механічних характеристик литого металу Задачею пропонованого винаходу є зниження витрат електроенергії при виплавці багатокомпонентних сплавів Поставлена задача вирішується тим, що у способі виплавки сплавів в електроннопроменевих установках, який включає завантаження шихти в тигель, згідно з винаходом, розплавлення шихти проводиться на невеликій потужності (0,2 - 0,5 від її максимального значення) по осі тигля, починаючи з дна, де наводиться і підтримується рідкометалева ванна, для чого нижня частина тигля виготовлена з кераміки Суть способу пояснюється рисунком (фіг) Плавильний тигель розміщується у вакуумній камері співосно з аксіальною електронною гарматою установки Верхня частина тигля із нержавіючої сталі 12 X 18Н10Т В цій частині виконані канали 2 для проходження охолоджуючої води Нижня, донно-бокова частина 3 тигля виготовлена із кераміки, в даному випадку, з рідкометалевої ванни при сплавленні нових порцій СО сч (О електрокорунда Система перемішування тигля складається з катушок-соленоідів 5, магнітопроводів 4 У тиглі встановлений тепловий екран 6, для захисту котушок від теплового випромінювання, що виходить від керамічної донної частини тигля Спосіб реалізується таким чином Після закриття плавильної камери і створення в ній необхідного розрідження /0,5 0,1 Па/ включається електронний промінь 7 При потужності менш ніж 0,2А температура у фокальній плямі недостатня для розплавлення металу При збільшенні потужності більш ніж 0,5 від максимальної, приводить до інтенсивного розплавлення металу у тиглі Але при цьому ванна рідкого металу, що утворюється на твердому, холодному металу інтенсивно перегрівається за рахунок зменшення теплопровідності рідкого металу в об'ємі, що дорівнює діаметру фокальної плями Все це приводить до випарування елементів легування, що впливає на механічні властивості металу Променем 7 сплавляється шихта 8 по осі тигля і ванна наводиться донній, керамічній її частині Одночасно переплавляючи нові порції шихти і підтримуючи рідкометалеву ванну, доводять її об'єм до необхідної величини Збільшення потужності проходить плавно, а при досяганені кінцевого об'єму включається система перемішування тигля, за допомогою якої перегріті шари розплаву замішуються у глибину тигля Втрати потужності через донно-бокову поверхню тигля, у цьому випадку, приблизно у два рази менші, у порівнянні з повністю "холодним" тиглем, а зменшення площі стикання розплаву з "холодною" частиною тигля дозволяє підвищити інтегральну температуру розплаву на 200 250°С 46293 над ЛІНІЄЮ ліквідуса, що значно перевищує температуру в чисто "холодному" тиглі та підтримувати и на вищому рівні, ніж при індукційному способі плавки Приклад Перевірку способу здійснювали в ФТІМС НАНУ Плавки проводили в електроннопроменевій установці, як в мідному, водоохолоджувальному /"холодному"/ тиглі, так і в комбінованому, який складається з "холодної" частини та "гарячої"', керамічної Як ДОСЛІДНІ сплави використовувались жароміцні складнолеговані сплави на основі нікелю ЧС88 /АІ-2,8-3,3, Ті-4,2-5,0, Сг-15,4-16,3, Со-10,0-11,5, Мо-1,6-2,3, W-4,7-5,9, Nb-0,1-0,3, Fe < 0,5, Hf-0,20,4/ та ЧС70 / A1-2,4-3,2, Ti-4,2-5,0, Cr-15,0-16,7, Со-9,0-12,5, Мо-1,5-2,5, W-4,5-6,5, Nb-0,1-0,3, Fe < 0,5/ Техніко-економічні показники при виплавці цих сплавів наведені в таблиці Як видно з таблиці, пропонований спосіб дозволяє зменшити витратний коефіцієнт у середньому в два рази у порівнянні з плавкою у чисто "холодному" тиглі, досягши значень 1,2 1,5кВт год/кг, що не поступається показникам вакуумно-індукційної плавки /1,4 - 1,6кВт год/кг/, а також забезпечити необхідний ХІМІЧНИЙ склад Література 1 Ульянов В А Электронно-лучевая гарнисажная плавка при получении фасонных оливок // Литейное производство -1972г - № 1 0 - с 13-15 2 Плавильно-заливочные тигли для электроннолучевой гарнисажной плавки /Б С Дидык, Э Е Шишкарев и др // Спецэлектрометаллургия 1988г-Вып 61 -с 38-43 3 Линчевский Б В Вакуумная индукционная плавка - М Металлургия, 1975г -240с Таблиця Техніко-економічні показники виплавки нікелевих сплавів Сплав Загальна Питомі Тривалість Злив, потужність, витрати, плавки, хв кг кВт кВт год/кг ХІМІЧНИЙ склад, %мас 18-25 45-60 5-8 2,2-2,7 19 40 10 1,27 Сг АІ 15,78 3,016,00 3,21 15,8 3,07 пропонований 22 45 12 1,37 15,6 3,11 4,51 10,62 5,61 2,13 0,21 пропонований 20 43 12 1,19 15,6 3,18 4,58 10,44 5,46 2,13 0,22 ЧС70 Прототип 18-25 45-60 5-9 2,2-2,7 15,01 15,3 2,78 3,19 4,54,88 10,65 5,33 10,8 5,6 1,98 2,06 0,20,32 пропонований 19 38 8 1,5 15,22 2,64 4,65 10,78 5,42 2,04 0,28 пропонований 20 38 9 1,48 15,08 2,92 4,68 10,72 5,56 2,04 0,31 пропонований 22 42 10 1,54 15,12 4,72 10,67 5,48 2,02 0,24 ЧС88 Прототип /ЭПП/ пропонований 2,84 4,24,65 4,42 Со W 10,45,310,65 5,75 10,48 5,52 Mo 2,12, 5 2,1 Nb 0,15 0,28 0,17 Ті 46293 ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюAnikin Yurii Pylypovych, Ladokhin Serhii Vasyliovych, Levystkyi Mykola Ivanovych, Miroshnychenko Volodymyr Ivanovych
Автори російськоюАникин Юрий Филиппович, Ладохин Сергей Васильевич, Левицкий Николай Иванович, Мирошниченко Владимир Иванович
МПК / Мітки
Мітки: сплавів, електронно-променевих, спосіб, виплавки, установках
Код посилання
<a href="https://ua.patents.su/3-46293-sposib-viplavki-splaviv-v-elektronno-promenevikh-ustanovkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сплавів в електронно-променевих установках</a>
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 43512
Опубліковано: 17.12.2001
Автори: Ладохін Сергій Васильович, Левицький Микола Іванович, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович
Мітки: спосіб, сплаву, установці, електронно-променевий, виплавки, гарнісажній
Формула / Реферат:
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем при електромагнітному перемішуванні утвореного розплаву, який відрізняється тим, що легкоплавкі і леткі компоненти шихти завантажують на дно тигля, а тугоплавкі і менш леткі - укладають таким чином, щоб вони утворювали екран з отвором для проходження...
Спосіб одержання біметалу у електронно-променевих установках
Номер патенту: 20591
Опубліковано: 15.07.1997
Автори: Ахонін Сергій Володимирович, Пап Петро Аркадійович, ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович, Патон Борис Євгенович
МПК: B22D 23/00
Мітки: одержання, спосіб, електронно-променевих, біметалу, установках
Формула / Реферат:
Способ получения биметалла в электроннолучевых установках, включающий подачу предварительно нагретой первой составляющей биметалла и нанесение на нее слоя второй составляющей биметалла путем осаждения направленного потока диспергированного расплава, отличающийся тем, что формируют направленный поток высо-кодисперсных капель расплава в вакууме за счет центробежного распыления жидкого металла с боковой поверхности цилиндрической...
Спосіб виплавки вторинного алюмінію з відходів
Номер патенту: 32742
Опубліковано: 15.02.2001
Автори: Троцко Сергій Іванович, Кононенко Юрій Миколайович, Олійник Юлій Семенович
МПК: C22B 21/00
Мітки: відходів, вторинного, алюмінію, виплавки, спосіб
Формула / Реферат:
1. Спосіб виплавки вторинного алюмінію з відходів, що включає наведення шлакової ванни в вогнетривкому тиглі графітовим електродом, накопичення розплаву і наступний злив його у форми, який відрізняється тим, що на під тигля перед початком плавки завантажують 50-60% від маси необхідного на плавку флюсу, графітовим електродом розплавляють флюс і подають безперервно в приелектродну зону кускову шихту розмірами 5,0-150, 0мм при електричній...
Спосіб виплавки сплаву в електроннопроменевій гарнісажній установці
Номер патенту: 43580
Опубліковано: 17.12.2001
Автори: Аникін Юрій Пилипович, Матвієць Євген Олександрович, Мірошниченко Володимир Іванович, Левицький Микола Іванович, Ладохін Сергій Васильович
Мітки: гарнісажній, сплаву, спосіб, виплавки, установці, електроннопроменевій
Формула / Реферат:
1. Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем, який відрізняється тим, що легкоплавкі і леткі компоненти підвішуються в плавильній камері над тиглем, вводяться в зону інтенсивного теплового випромінювання, де проходить їх дегазація і розплавлення, і в рідкому стані вводяться у розплав.2. Спосіб...
Спосіб виплавки середньовуглецевого феромарганцю
Номер патенту: 45701
Опубліковано: 15.04.2002
Автори: Воронов Володимир Олександрович, Беліков Сергій Дмитрієвич, Корнієнко Сергій Миколаєвич, Єдімент Микола Володимирович, ЗУБОВ ВАЛЕРІЙ ІВАНОВИЧ
МПК: C22C 33/04
Мітки: виплавки, феромарганцю, спосіб, середньовуглецевого
Формула / Реферат:
Спосіб виплавки середньовуглецевого феромарганцю, який включає завантаження в піч і розплавлення шихти, що містить феросилікомарганець, вапно, марганцевмісну сировину, продування метала стисненим повітрям і випуск продуктів плавки із печі, який відрізняється тим, що використовується шихта складу (масова частка, %): марганцева руда (26-35), феросилікомарганець (21-31), вапно (17-24), рідкий марганцевмісний шлак (6-32), вуглецевмісний матеріал...
Попередній патент: Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Наступний патент: Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Випадковий патент: Трубоуловлювач внутрішній самовід'єднуючий