Спосіб одержання короткої трубчастої заготовки
Номер патенту: 46319
Опубліковано: 10.12.2009
Автори: Савченко Дмитро Миколайович, Стеблюк Володимир Іванович, Розов Юрій Георгійович, Азарх Ілля Павлович
Формула / Реферат
1. Спосіб одержання короткої трубчастої заготовки, який включає обробку обкочуванням труби першим кільцевим інструментом, який входить в пластичний контакт із трубою по всій довжині зовнішнього кола її поперечного перерізу, і обробку цієї труби другим кільцевим інструментом за допомогою ексцентричного зсуву щодо технологічної осі, який відрізняється тим, що обробку труби здійснюють двома парами кільцевих інструментів, які одночасно входять в пластичний контакт по зовнішньому та внутрішньому колу трубив площині відділення від неї короткої трубчастої заготовки, причому перша пара кільцевих інструментів здійснює обробку труби обкочуванням навколо технологічної осі в площині відділення від неї короткої трубчастої заготовки, а друга пара кільцевих інструментів здійснює обробку труби зсувом в площині відділення від неї короткої трубчастої заготовки за рахунок кільцевого ексцентриситету відносно технологічної осі, при цьому обидві пари кільцевих інструментів утворюють серпоподібні надрізи в площині відділення короткої трубчастої заготовки від труби на внутрішній і зовнішній її поверхнях до остаточного відділення короткої трубчастої заготовки.
2. Спосіб одержання короткої трубчастої заготовки за п. 1, який відрізняється тим, що остаточне відділення короткої трубчастої заготовки здійснюють при куті повороту 180° першої пари кільцевих інструментів навколо технологічної осі.
Текст
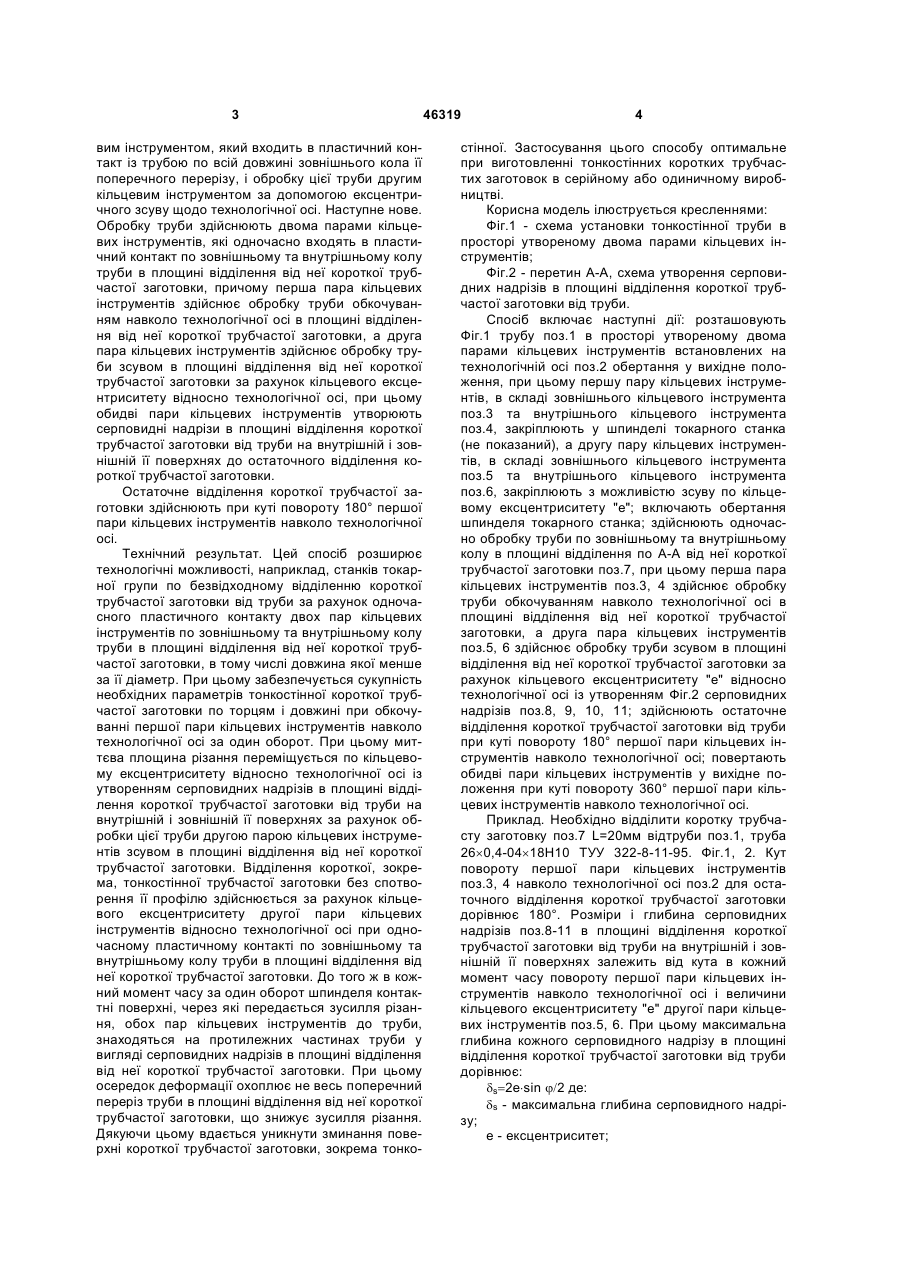
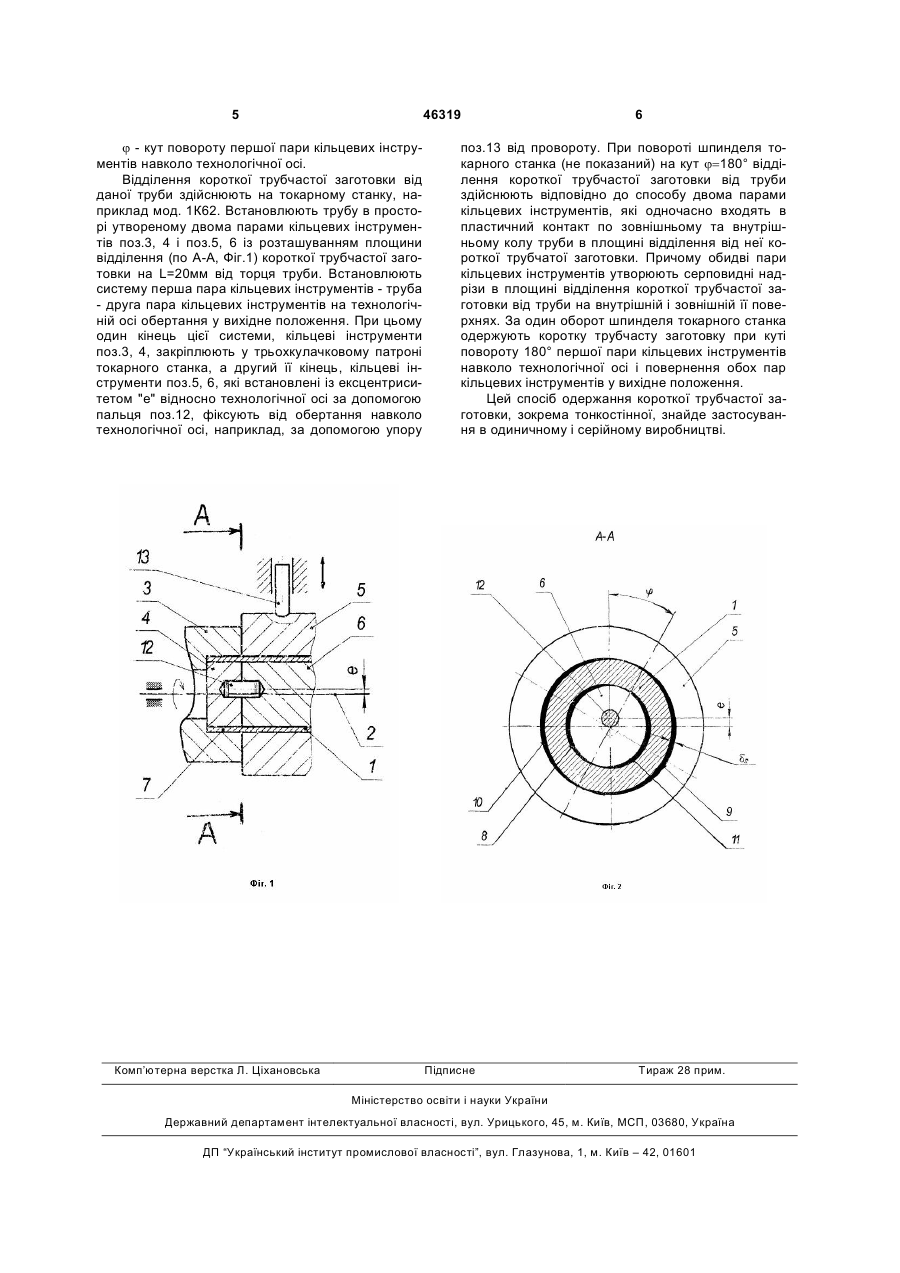
1. Спосіб одержання короткої трубчастої заготовки, який включає обробку обкочуванням труби першим кільцевим інструментом, який входить в пластичний контакт із трубою по всій довжині зовнішнього кола її поперечного перерізу, і обробку цієї труби другим кільцевим інструментом за допомогою ексцентричного зсуву щодо технологічної осі, який відрізняється тим, що обробку труби здійснюють двома парами кільцевих інструментів, які одночасно входять в пластичний контакт по 3 вим інструментом, який входить в пластичний контакт із трубою по всій довжині зовнішнього кола її поперечного перерізу, і обробку цієї труби другим кільцевим інструментом за допомогою ексцентричного зсуву щодо технологічної осі. Наступне нове. Обробку труби здійснюють двома парами кільцевих інструментів, які одночасно входять в пластичний контакт по зовнішньому та внутрішньому колу труби в площині відділення від неї короткої трубчастої заготовки, причому перша пара кільцевих інструментів здійснює обробку труби обкочуванням навколо технологічної осі в площині відділення від неї короткої трубчастої заготовки, а друга пара кільцевих інструментів здійснює обробку труби зсувом в площині відділення від неї короткої трубчастої заготовки за рахунок кільцевого ексцентриситету відносно технологічної осі, при цьому обидві пари кільцевих інструментів утворюють серповидні надрізи в площині відділення короткої трубчастої заготовки від труби на внутрішній і зовнішній її поверхнях до остаточного відділення короткої трубчастої заготовки. Остаточне відділення короткої трубчастої заготовки здійснюють при куті повороту 180° першої пари кільцевих інструментів навколо технологічної осі. Технічний результат. Цей спосіб розширює технологічні можливості, наприклад, станків токарної групи по безвідходному відділенню короткої трубчастої заготовки від труби за рахунок одночасного пластичного контакту двох пар кільцевих інструментів по зовнішньому та внутрішньому колу труби в площині відділення від неї короткої трубчастої заготовки, в тому числі довжина якої менше за її діаметр. При цьому забезпечується сукупність необхідних параметрів тонкостінної короткої трубчастої заготовки по торцям і довжині при обкочуванні першої пари кільцевих інструментів навколо технологічної осі за один оборот. При цьому миттєва площина різання переміщується по кільцевому ексцентриситету відносно технологічної осі із утворенням серповидних надрізів в площині відділення короткої трубчастої заготовки від труби на внутрішній і зовнішній її поверхнях за рахунок обробки цієї труби другою парою кільцевих інструментів зсувом в площині відділення від неї короткої трубчастої заготовки. Відділення короткої, зокрема, тонкостінної трубчастої заготовки без спотворення її профілю здійснюється за рахунок кільцевого ексцентриситету другої пари кільцевих інструментів відносно технологічної осі при одночасному пластичному контакті по зовнішньому та внутрішньому колу труби в площині відділення від неї короткої трубчастої заготовки. До того ж в кожний момент часу за один оборот шпинделя контактні поверхні, через які передається зусилля різання, обох пар кільцевих інструментів до труби, знаходяться на протилежних частинах труби у вигляді серповидних надрізів в площині відділення від неї короткої трубчастої заготовки. При цьому осередок деформації охоплює не весь поперечний переріз труби в площині відділення від неї короткої трубчастої заготовки, що знижує зусилля різання. Дякуючи цьому вдається уникнути зминання поверхні короткої трубчастої заготовки, зокрема тонко 46319 4 стінної. Застосування цього способу оптимальне при виготовленні тонкостінних коротких трубчастих заготовок в серійному або одиничному виробництві. Корисна модель ілюструється кресленнями: Фіг.1 - схема установки тонкостінної труби в просторі утвореному двома парами кільцевих інструментів; Фіг.2 - перетин А-А, схема утворення серповидних надрізів в площині відділення короткої трубчастої заготовки від труби. Спосіб включає наступні дії: розташовують Фіг.1 трубу поз.1 в просторі утвореному двома парами кільцевих інструментів встановлених на технологічній осі поз.2 обертання у вихідне положення, при цьому першу пару кільцевих інструментів, в складі зовнішнього кільцевого інструмента поз.3 та внутрішнього кільцевого інструмента поз.4, закріплюють у шпинделі токарного станка (не показаний), а другу пару кільцевих інструментів, в складі зовнішнього кільцевого інструмента поз.5 та внутрішнього кільцевого інструмента поз.6, закріплюють з можливістю зсуву по кільцевому ексцентриситету "е"; включають обертання шпинделя токарного станка; здійснюють одночасно обробку труби по зовнішньому та внутрішньому колу в площині відділення по А-А від неї короткої трубчастої заготовки поз.7, при цьому перша пара кільцевих інструментів поз.3, 4 здійснює обробку труби обкочуванням навколо технологічної осі в площині відділення від неї короткої трубчастої заготовки, а друга пара кільцевих інструментів поз.5, 6 здійснює обробку труби зсувом в площині відділення від неї короткої трубчастої заготовки за рахунок кільцевого ексцентриситету "е" відносно технологічної осі із утворенням Фіг.2 серповидних надрізів поз.8, 9, 10, 11; здійснюють остаточне відділення короткої трубчастої заготовки від труби при куті повороту 180° першої пари кільцевих інструментів навколо технологічної осі; повертають обидві пари кільцевих інструментів у вихідне положення при куті повороту 360° першої пари кільцевих інструментів навколо технологічної осі. Приклад. Необхідно відділити коротку трубчасту заготовку поз.7 L=20мм відтруби поз.1, труба 26´0,4-04´18Н10 ТУУ 322-8-11-95. Фіг.1, 2. Кут повороту першої пари кільцевих інструментів поз.3, 4 навколо технологічної осі поз.2 для остаточного відділення короткої трубчастої заготовки дорівнює 180°. Розміри і глибина серповидних надрізів поз.8-11 в площині відділення короткої трубчастої заготовки від труби на внутрішній і зовнішній її поверхнях залежить від кута в кожний момент часу повороту першої пари кільцевих інструментів навколо технологічної осі і величини кільцевого ексцентриситету "е" другої пари кільцевих інструментів поз.5, 6. При цьому максимальна глибина кожного серповидного надрізу в площині відділення короткої трубчастої заготовки від труби дорівнює: ds=2е×sin j/2 де: ds - максимальна глибина серповидного надрізу; e - ексцентриситет; 5 46319 j - кут повороту першої пари кільцевих інструментів навколо технологічної осі. Відділення короткої трубчастої заготовки від даної труби здійснюють на токарному станку, наприклад мод. 1К62. Встановлюють трубу в просторі утвореному двома парами кільцевих інструментів поз.3, 4 і поз.5, 6 із розташуванням площини відділення (по А-А, Фіг.1) короткої трубчастої заготовки на L=20мм від торця труби. Встановлюють систему перша пара кільцевих інструментів - труба - друга пара кільцевих інструментів на технологічній осі обертання у вихідне положення. При цьому один кінець цієї системи, кільцеві інструменти поз.3, 4, закріплюють у трьохкулачковому патроні токарного станка, а другий її кінець, кільцеві інструменти поз.5, 6, які встановлені із ексцентриситетом "e" відносно технологічної осі за допомогою пальця поз.12, фіксують від обертання навколо технологічної осі, наприклад, за допомогою упору Комп’ютерна верстка Л. Ціхановська 6 поз.13 від провороту. При повороті шпинделя токарного станка (не показаний) на кут j=180° відділення короткої трубчастої заготовки від труби здійснюють відповідно до способу двома парами кільцевих інструментів, які одночасно входять в пластичний контакт по зовнішньому та внутрішньому колу труби в площині відділення від неї короткої трубчатої заготовки. Причому обидві пари кільцевих інструментів утворюють серповидні надрізи в площині відділення короткої трубчастої заготовки від труби на внутрішній і зовнішній її поверхнях. За один оборот шпинделя токарного станка одержують коротку трубчасту заготовку при куті повороту 180° першої пари кільцевих інструментів навколо технологічної осі і повернення обох пар кільцевих інструментів у вихідне положення. Цей спосіб одержання короткої трубчастої заготовки, зокрема тонкостінної, знайде застосування в одиничному і серійному виробництві. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing short tubular billet
Автори англійськоюStebliuk Volodymyr Ivanovych, Savchenko Dmytro Mykolaiovych, Rozov Yurii Heorhiiovych, Azarkh Illia Pavlovych
Назва патенту російськоюСпособ получения короткой трубчатой заготовки
Автори російськоюСтеблюк Владимир Иванович, Савченко Дмитрий Николаевич, Розов Юрий Георгиевич, Азарх Илья Павлович
МПК / Мітки
МПК: B21D 37/00
Мітки: короткої, заготовки, одержання, спосіб, трубчастої
Код посилання
<a href="https://ua.patents.su/3-46319-sposib-oderzhannya-korotko-trubchasto-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання короткої трубчастої заготовки</a>
Спосіб кісткової пластики метаепіфізарного відділу короткої трубчастої кістки в зростаючому організмі
Номер патенту: 43502
Опубліковано: 17.12.2001
Автори: Сушко Віктор Іванович, Дігтяр Валерій Андрійович, Скляр Сергій Васильович
МПК: A61B 17/88
Мітки: пластики, короткої, трубчастої, зростаючому, кістки, метаепіфізарного, відділу, організмі, спосіб, кісткової
Формула / Реферат:
Спосіб кісткової пластики метаепіфізарного відділу короткої трубчатої кістки в зростаючому організмі шляхом резекції її в межах епіфізарних зон при допомозі трансплантатів, який відрізняється тим, що центральний кістковий трансплантат обома кінцями міцно дотикають до дистальної і проксимальної епіфізарних пластинок, а на кожній парі кортикальних трансплантатів, які заповнюють залишковий дефект, в протилежних кінцях формують...
Трубчаста заготовка і спосіб виготовлення скляних ємностей з трубчастої заготовки
Номер патенту: 77661
Опубліковано: 15.01.2007
Автори: Ерхард Дік, Хайнц Рауш
МПК: C03B 23/00
Мітки: виготовлення, спосіб, скляних, трубчаста, заготовки, заготовка, ємностей, трубчастої
Формула / Реферат:
1. Трубчаста заготовка (1) для виготовлення скляних ємностей (2, 2'), зокрема скляних трубчастих пляшечок, ампул або шприців, придатних насамперед для застосування у фармацевтичній галузі, з стінкою трубки (9), що включає в себе дві кінцеві частини - першу кінцеву ділянку (3) і другу кінцеву ділянку (4), причому перша кінцева ділянка (3) закрита внаслідок утворення дна (6), і отвір для випуску повітря (8), виконаний в зоні кінцевої ділянки...
Стрічка бинтувальна для опресування заготовки для гумового виробу трубчастої форми при його виготовленні
Номер патенту: 21182
Опубліковано: 15.03.2007
Автори: Шипер Валерій Михайлович, Чєрніков Віктор Васільєвіч
МПК: B29D 29/00
Мітки: заготовки, виготовленні, опресування, виробу, стрічка, гумового, бинтувальна, трубчастої, форми
Формула / Реферат:
Бинтувальна стрічка для опресування заготовки для гумового виробу трубчастої форми при його виготовленні, котра містить нитки основи, розташовані у стрічці в її поздовжньому напрямку, та нитки уточні, що сплетені з нитками основи у поперечному напрямку стрічки, яка відрізняється тим, що нитки основи виготовлені із штучних волокон, що вибрані із групи, котра включає поліетилентерефталатні волокна та полігексаметиленадипінамідні волокна, та...
Обладнання для виготовлення трубчастої гумокордної заготовки
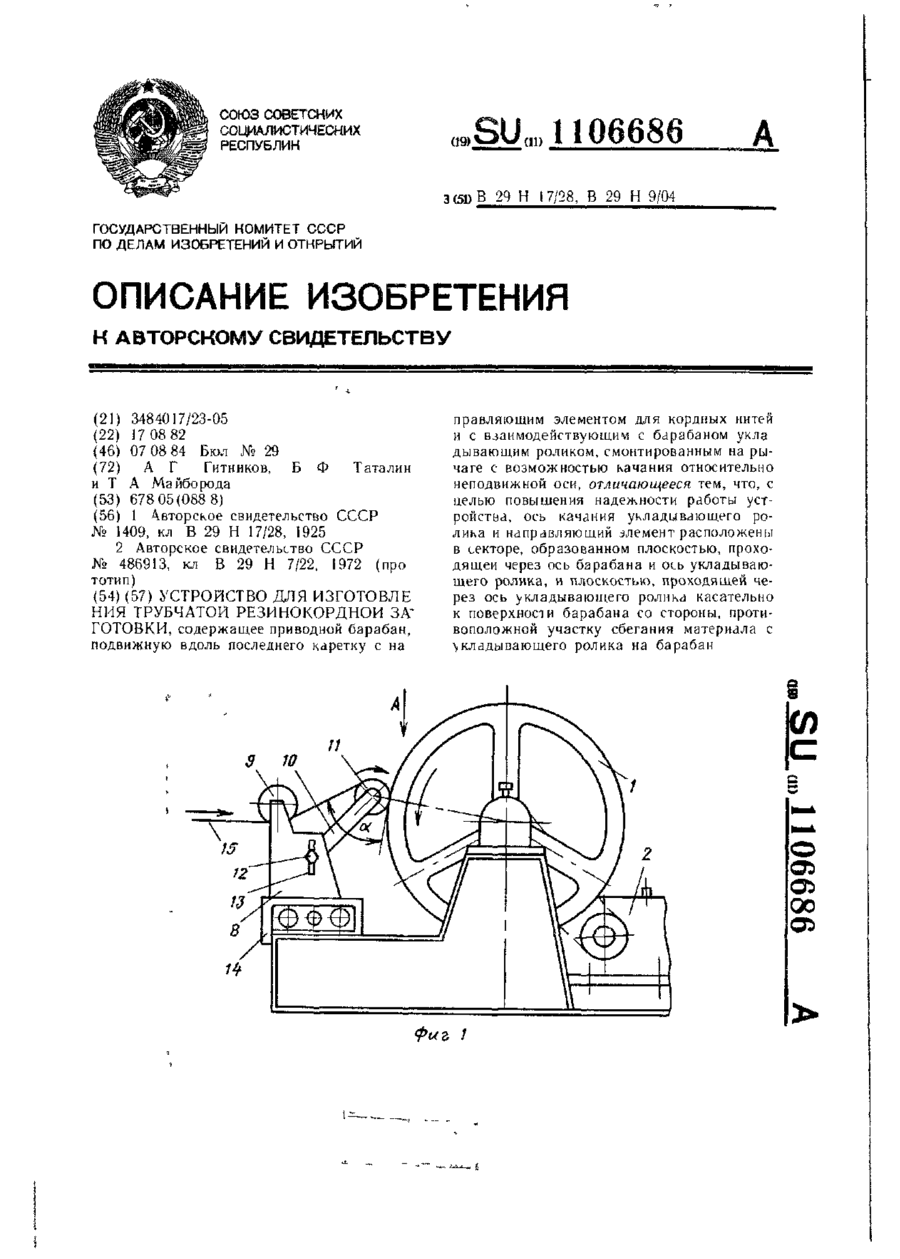
Номер патенту: 6251
Опубліковано: 29.12.1994
Автори: Майборода Тимур Афанасійович, Гітніков Ара Гершович, Таталін Борис Федорович
МПК: B29C 35/02, B29D 30/06
Мітки: заготовки, гумокордної, трубчастої, виготовлення, обладнання
Формула / Реферат:
Устройство для изготовления трубчатой резинокордной заготовки, содержащее приводной барабан, подвижную вдоль последнего каретку с направляющим элементом для кордных нитей и с взаимодействующим с барабаном укладывающим роликом, смонтированным на рычаге с возможностью качания относительно неподвижной оси, отличающееся тем, что, с целью повышения надежности работы устройства, ось качания укладывающего ролика и направляющий элемент расположены...
Спосіб одержання препарату інсуліну короткої дії
Номер патенту: 33796
Опубліковано: 15.02.2001
Автори: Возіанов Сергій Олександрович, Співак Микола Якович, Лазарєв Олексій Павлович, Олейнікова Євгенія Адольфівна, Рибчук Віктор Олександрович, Стефанов Олександр Вікторович, Старовєров Сєргєй Міхайловіч
МПК: A61K 38/28
Мітки: одержання, короткої, інсуліну, спосіб, препарату, дії
Текст:
...– 36 42 ОД, кислоти оцтової - 0,8 - 1,2 мг, натрії гідроскису 0,35 - 1,1 мг, глі церину - 0,01. - 0,02 г, ніпагіну - 0,085 - 1,400 мг або іншого консерванту, води високоочище ної - до 1мл. Основні переваги запропонованого способу порівняно з прото типом: - зменшено кількість операцій: одна операція при виділенні і дві операції при очищенні цільового продукту, що в свою чергу значно здешевлює весь процес і скорочує в 180 (!) разів час його...
Попередній патент: Пристрій для освітлення на основі безелектродної лампи з нвч-накачкою
Наступний патент: Упаковка для яєць
Випадковий патент: Спосіб комплексного лікування хронічної серцевої недостатності у хворих похилого віку з ішемічною хворобою серця