Спосіб обробки сферичних виробів поверхневим пластичним деформуванням
Номер патенту: 47228
Опубліковано: 25.01.2010
Формула / Реферат
1. Спосіб обробки сферичних виробів поверхневим пластичним деформуванням (ППД), що включає надання обертового руху дисковому інструменту в умовах пластичного контакту його торця з оброблюваним сферичним виробом, який відрізняється тим, що сферичному виробу у вигляді повної сфери надають примусового обертового руху, при цьому його розміщують з виступанням у циліндричній камері, діаметр якої менше діаметра інструмента, який розташовують відносно осі обертання інструмента з ексцентриситетом, а для забезпечення ППД поверхневого шару виробу силу притиску Р інструмента визначають по залежності:
![]()
де ![]() - границя текучості оброблюваного матеріалу;
- границя текучості оброблюваного матеріалу;
h - необхідна глибина шару деформаційного зміцнення.
2. Спосіб за п. 1, який відрізняється тим, що виступання виробу відносно торця камери не перевищує 1/3 його діаметра.
Текст
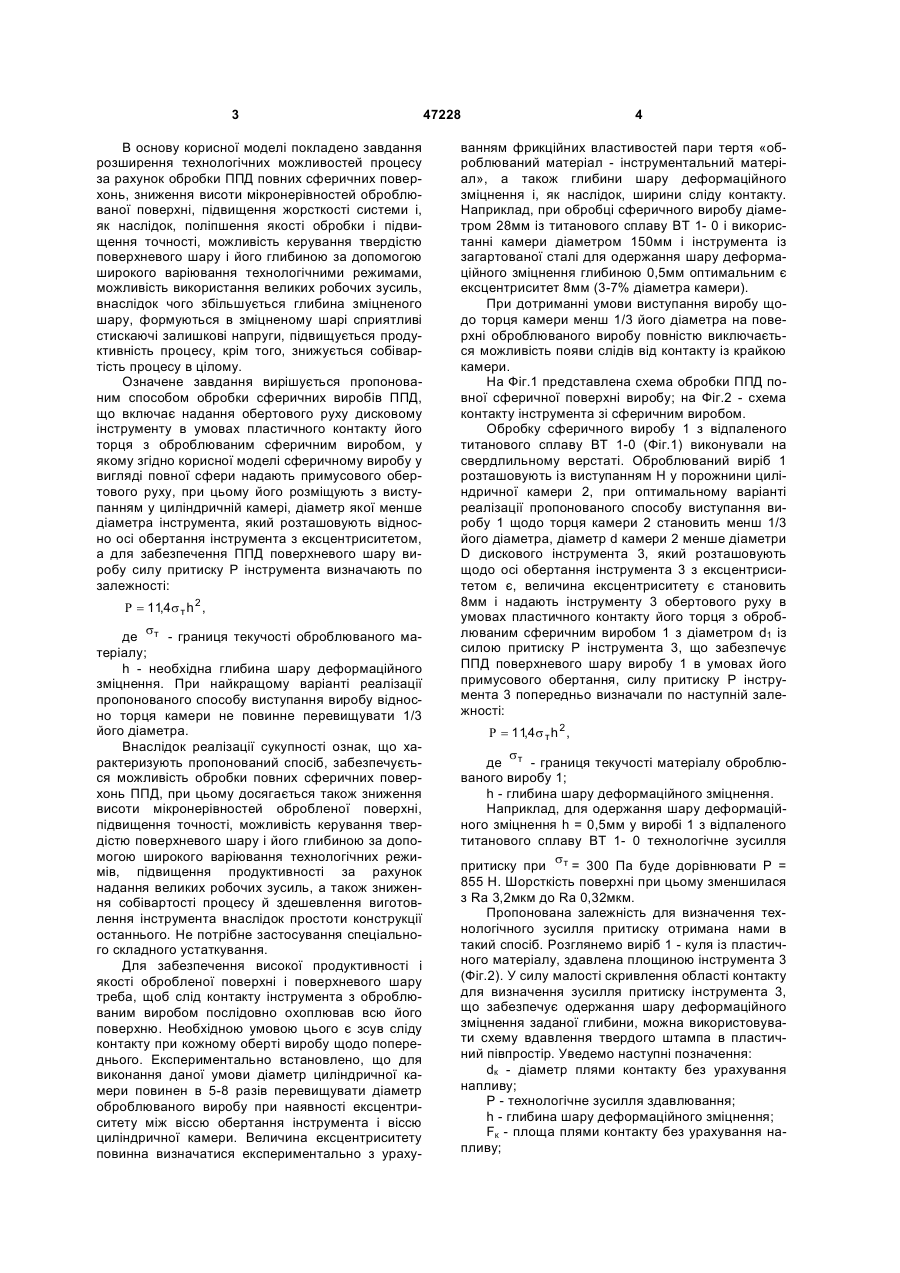
1. Спосіб обробки сферичних виробів поверхневим пластичним деформуванням (ППД), що включає надання обертового руху дисковому інструменту в умовах пластичного контакту його торця з оброблюваним сферичним виробом, який відрізняється тим, що сферичному виробу у вигляді повної сфери надають примусового обертового руху, при цьому його розміщують з виступан ням у циліндричній камері, діаметр якої менше діаметра інструмента, який розташовують відносно осі обертання інструмента з ексцентриситетом, а для забезпечення ППД поверхневого шару виробу силу притиску Р інструмента визначають по залежності: Корисна модель відноситься до технології машинобудування, зокрема до способів викінчувально-зміцнювальної обробки заготовок зі сферичною поверхнею з металевих сплавів поверхневим пластичним деформуванням (ППД). Відомий спосіб ППД неповної поверхні сфери, що включає надання обертового руху заготовці і обертовому руху і руху поздовжньої подачі інструменту з деформуючими елементами для забезпечення обробки сфери з натягом (Никифоров А.В., Сахаров В.В. Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом (Машиностроит. Пр-во. Сер. Прогрессивные технол. процессы в машиностроении: Обзорн. информ. / ВНИИТЭМР. Вып. 5). - М., 1991 -С.31...33,рис.16-17). Недоліками описаного способу є: обмежені технологічні можливості, низька продуктивність через низьку твердість системи і, як наслідок, малої точкової плями контакту деформуючих елементів з оброблюваною поверхнею, малої подачі і низька якість обробленої поверхні через нерівномірну обробку, а також обмежені можливості в створенні зміцнених шарів і регулярного мікрорельєфу оброблюваної поверхні, недостатньо велика глибина зміцненого шару і недостатньо високий ступінь зміцнення оброблюваної поверхні. Відомий також найбільш близький по технічній сутності до способу обробки сферичних виробів ППД, що заявляється ( патент РФ №2324583, МПК 6 В24В 39/04, опубл. 20.05.2008), що включає надання обертового руху дисковому інструменту в умовах пластичного контакту його торця з оброблюваним сферичним виробом, при цьому використовують інструмент, на зовнішній поверхні якого виконана канавка, де закріплена згорнута в кільце циліндрична пружина, інструменту одночасно з обертовим рухом надають поздовжню подачу, а виробу - обертового руху. Недоліками відомого способу є наступне: - обмежені технологічні можливості, обумовлені неможливістю обробки ППД повних сферичних поверхонь, - обмежені технологічні можливості, обумовлені перевагою в процесі обробки тертя ковзання, що є перешкодою для ППД матеріалів, що мають підвищену схильність до схоплювання з інструментальним матеріалом, наприклад, титанових сплавів; - низька продуктивність і точність обробки, обмежені можливості керування твердістю поверхневого шару, його глибиною і висотою мікронерівностей, що є наслідком низької жорсткості системи і неможливістю використання великих робочих зусиль. R = 11,4s т h 2 , (19) UA (11) 47228 (13) U де s т - границя текучості оброблюваного матеріалу; h - необхідна глибина шару деформаційного зміцнення. 2. Спосіб за п. 1, який відрізняється тим, що виступання виробу відносно торця камери не перевищує 1/3 його діаметра. 3 В основу корисної моделі покладено завдання розширення технологічних можливостей процесу за рахунок обробки ППД повних сферичних поверхонь, зниження висоти мікронерівностей оброблюваної поверхні, підвищення жорсткості системи і, як наслідок, поліпшення якості обробки і підвищення точності, можливість керування твердістю поверхневого шару і його глибиною за допомогою широкого варіювання технологічними режимами, можливість використання великих робочих зусиль, внаслідок чого збільшується глибина зміцненого шару, формуються в зміцненому шарі сприятливі стискаючі залишкові напруги, підвищується продуктивність процесу, крім того, знижується собівартість процесу в цілому. Означене завдання вирішується пропонованим способом обробки сферичних виробів ППД, що включає надання обертового руху дисковому інструменту в умовах пластичного контакту його торця з оброблюваним сферичним виробом, у якому згідно корисної моделі сферичному виробу у вигляді повної сфери надають примусового обертового руху, при цьому його розміщують з виступанням у циліндричній камері, діаметр якої менше діаметра інструмента, який розташовують відносно осі обертання інструмента з ексцентриситетом, а для забезпечення ППД поверхневого шару виробу силу притиску Р інструмента визначають по залежності: R = 11,4s т h 2 , s де т - границя текучості оброблюваного матеріалу; h - необхідна глибина шару деформаційного зміцнення. При найкращому варіанті реалізації пропонованого способу виступання виробу відносно торця камери не повинне перевищувати 1/3 його діаметра. Внаслідок реалізації сукупності ознак, що характеризують пропонований спосіб, забезпечується можливість обробки повних сферичних поверхонь ППД, при цьому досягається також зниження висоти мікронерівностей обробленої поверхні, підвищення точності, можливість керування твердістю поверхневого шару і його глибиною за допомогою широкого варіювання технологічних режимів, підвищення продуктивності за рахунок надання великих робочих зусиль, а також зниження собівартості процесу й здешевлення виготовлення інструмента внаслідок простоти конструкції останнього. Не потрібне застосування спеціального складного устаткування. Для забезпечення високої продуктивності і якості обробленої поверхні і поверхневого шару треба, щоб слід контакту інструмента з оброблюваним виробом послідовно охоплював всю його поверхню. Необхідною умовою цього є зсув сліду контакту при кожному оберті виробу щодо попереднього. Експериментально встановлено, що для виконання даної умови діаметр циліндричної камери повинен в 5-8 разів перевищувати діаметр оброблюваного виробу при наявності ексцентриситету між віссю обертання інструмента і віссю циліндричної камери. Величина ексцентриситету повинна визначатися експериментально з ураху 47228 4 ванням фрикційних властивостей пари тертя «оброблюваний матеріал - інструментальний матеріал», а також глибини шару деформаційного зміцнення і, як наслідок, ширини сліду контакту. Наприклад, при обробці сферичного виробу діаметром 28мм із титанового сплаву ВТ 1- 0 і використанні камери діаметром 150мм і інструмента із загартованої сталі для одержання шару деформаційного зміцнення глибиною 0,5мм оптимальним є ексцентриситет 8мм (3-7% діаметра камери). При дотриманні умови виступання виробу щодо торця камери менш 1/3 його діаметра на поверхні оброблюваного виробу повністю виключається можливість появи слідів від контакту із крайкою камери. На Фіг.1 представлена схема обробки ППД повної сферичної поверхні виробу; на Фіг.2 - схема контакту інструмента зі сферичним виробом. Обробку сферичного виробу 1 з відпаленого титанового сплаву ВТ 1-0 (Фіг.1) виконували на свердлильному верстаті. Оброблюваний виріб 1 розташовують із виступанням Н у порожнини циліндричної камери 2, при оптимальному варіанті реалізації пропонованого способу виступання виробу 1 щодо торця камери 2 становить менш 1/3 його діаметра, діаметр d камери 2 менше діаметри D дискового інструмента 3, який розташовують щодо осі обертання інструмента 3 з ексцентриситетом є, величина ексцентриситету є становить 8мм і надають інструменту 3 обертового руху в умовах пластичного контакту його торця з оброблюваним сферичним виробом 1 з діаметром d1 із силою притиску Р інструмента 3, що забезпечує ППД поверхневого шару виробу 1 в умовах його примусового обертання, силу притиску Р інструмента 3 попередньо визначали по наступній залежності: R = 11,4s т h 2 , s де т - границя текучості матеріалу оброблюваного виробу 1; h - глибина шару деформаційного зміцнення. Наприклад, для одержання шару деформаційного зміцнення h = 0,5мм у виробі 1 з відпаленого титанового сплаву ВТ 1- 0 технологічне зусилля s притиску при т = 300 Па буде дорівнювати Р = 855 Н. Шорсткість поверхні при цьому зменшилася з Ra 3,2мкм до Ra 0,32мкм. Пропонована залежність для визначення технологічного зусилля притиску отримана нами в такий спосіб. Розглянемо виріб 1 - куля із пластичного матеріалу, здавлена площиною інструмента 3 (Фіг.2). У силу малості скривлення області контакту для визначення зусилля притиску інструмента 3, що забезпечує одержання шару деформаційного зміцнення заданої глибини, можна використовувати схему вдавлення твердого штампа в пластичний півпростір. Уведемо наступні позначення: dк - діаметр плями контакту без урахування напливу; Р - технологічне зусилля здавлювання; h - глибина шару деформаційного зміцнення; Fк - площа плями контакту без урахування напливу; 5 47228 qк - контактний тиск. Тоді P = qкFк (1) Fк = pdk 2/4 (2) h = dk / 2 (3) q » 3s т s Як відомо із задачі Прандля: k , де т границя текучості матеріалу оброблюваного виробу 1, якщо матеріал не зміцнений. Але, як показують експерименти, у сильно зміцненому поверхневому шарі граничний контактний тиск досягає » 3 sт . Тоді контактний тиск на зміцнений поверхневий шар s (4) Qk* = 3qK » 6 т Підставляючи (2, 4) в (1), одержуємо R = 4,71sт dk 2 (5) Формула (5) зв'язує технологічне зусилля з механічними властивостями матеріалу виробу 1 і з діаметром плями контакту. У реальності при пружно-пластичному контакті має місце наплив 4 (Фіг.2), що збільшує площу контакту інструмента 3 з оброблюваним виробом 1 - кулею. Комп’ютерна верстка Л. Купенко 6 dk* = k dk (6) Експериментально встановлено, що в діапазоні розмірів оброблюваних виробів діаметром 2550мм, dk* більше dk в 1,05-1,15 рази. Приймемо k =1,1. Тоді, підставляючи (6) і (3) в (5), одержимо (7) R = 11,4s т h 2 , Формула (7) дозволяє практично розрахувати технологічне зусилля виходячи із заданої величини глибини шару деформаційного зміцнення. Пропонований спосіб дозволяє розширити технологічні можливості процесу поверхневого пластичного деформування за рахунок забезпечення можливості обробки сферичних виробів, знизити шорсткість обробленої поверхні, збільшити її твердість на значну глибину, підвищити продуктивність за рахунок можливості застосування високих швидкостей обробки, а також знижує собівартість процесу і скорочує витрати на виготовлення оснащення. У результаті обробки виробу, наприклад з відпаленого титанового сплаву ВТ 1-0, твердість поверхневого шару в порівнянні із твердістю серцевини збільшується в 1,8 рази і досягає Hv 2,7 ГПа (при твердості серцевини Hv 1,5 ГПа. Шорсткість поверхні зменшилася з Ra 3,2мкм до Ra 0,32мкм. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working spherical articles by surface plastic deformation
Автори англійськоюTsekhanov Yurii Alieksandrovich, Sheikin Serhii Yevhenovych
Назва патенту російськоюСпособ обработки сферических изделий поверхностной пластической деформацией
Автори російськоюЦеханов Юрий Александрович, Шейкин Сергей Евгеньевич
МПК / Мітки
МПК: B24B 39/00
Мітки: деформуванням, пластичним, поверхневим, виробів, спосіб, обробки, сферичних
Код посилання
<a href="https://ua.patents.su/3-47228-sposib-obrobki-sferichnikh-virobiv-poverkhnevim-plastichnim-deformuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сферичних виробів поверхневим пластичним деформуванням</a>
Спосіб обробки циліндричних деталей поверхневим пластичним деформуванням
Номер патенту: 46500
Опубліковано: 25.12.2009
Автори: Поліщук Петро Михайлович, Сивак Іван Онуфрійович, Ярошенко Тетяна Василівна
МПК: B24B 39/00
Мітки: деформуванням, деталей, циліндричних, обробки, спосіб, пластичним, поверхневим
Формула / Реферат:
Спосіб обробки циліндричних деталей поверхневим пластичним деформуванням, при якому деталь попередньо навантажують, створюючи пружну деформацію стиску вздовж її осі, і обертають, а до інструмента прикладають зусилля поверхневого пластичного деформування, направлене нормально до оброблюваної поверхні, та переміщують вздовж осі деталі, при цьому інструмент вибирають із сферичною робочою частиною, який відрізняється тим, що в процесі обробки...
Спосіб обробки сферичних поверхонь
Номер патенту: 11151
Опубліковано: 15.12.2005
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович, Возний Вячеслав Вікторович, Пузирьов Олександр Леонідович
МПК: B24B 11/00
Мітки: обробки, поверхонь, спосіб, сферичних
Формула / Реферат:
Спосіб обробки сферичних поверхонь, який передбачає розташування виробу на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надання оправці примусового обертання, введення торцевої частини інструмента, встановленого вільно на його осі, у контакт із сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що при розташуванні виробу на оправці йому надають...
Спосіб обробки сферичних поверхонь
Номер патенту: 11738
Опубліковано: 16.01.2006
Автори: Сохань Сергій Васильович, Пузирьов Олександр Леонідович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: спосіб, обробки, сферичних, поверхонь
Формула / Реферат:
Спосіб обробки сферичних поверхонь, при якому розташовують виріб на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надають оправці примусового обертання, вводять торцеву частину інструмента, встановленого вільно на його осі, у контакт зі сферичною поверхнею і подають його на врізання, який відрізняється тим, що при розташуванні виробу на оправці його встановлюють з можливістю...
Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням
Номер патенту: 44934
Опубліковано: 15.03.2002
Автори: Дубовик Віктор Олександрович, Кулєшков Юрій Володимирович, Надворний Борис Євдокимович, Черновол Михайло Іванович, Сенченков Ігор Костянтинович
МПК: B23P 6/00
Мітки: корпусу, гідромашини, спосіб, деформуванням, відновлення, шестеренної, пластичним
Формула / Реферат:
1. Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням, який включає операції, послідовно, нагрівання корпусу, витримки у цьому стані, пластичного деформування в клиновому штампі з пуансонами, які обмежують течію металу, загартування корпусу нагріванням до температури 525...535° С з витримкою при цій температурі протягом 20...30 хвилин та наступним охолодженням у воді при температурі 50...75° С, і механічної обробки,...
Пристрій для обробки сферичних поверхонь
Номер патенту: 13142
Опубліковано: 15.03.2006
Автори: Сохань Сергій Васильович, Пузирьов Олександр Леонідович, Розенберг Олег Олександрович, Возний Вячеслав Вікторович
МПК: B24B 11/00
Мітки: поверхонь, обробки, пристрій, сферичних
Формула / Реферат:
1. Пристрій для обробки сферичних поверхонь, який містить оправку для розміщення виробу таким чином, що центр його сферичної поверхні знаходиться на осі її обертання, і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, причому державку з інструментом встановлено на кульовій опорі, яка пружно підтиснута до них у площині, що утворена осями...
Попередній патент: Спосіб корекції обміну речовин та активності ферментів антиоксидантного захисту у гусей за умов навантаження свинцем
Наступний патент: Спосіб виробництва зернового тіста
Випадковий патент: Ін'єкторний пристрій багаторазового використання для шприца