Спосіб обробки сферичних поверхонь
Номер патенту: 11151
Опубліковано: 15.12.2005
Автори: Возний Вячеслав Вікторович, Розенберг Олег Олександрович, Сохань Сергій Васильович, Пузирьов Олександр Леонідович

Формула / Реферат
Спосіб обробки сферичних поверхонь, який передбачає розташування виробу на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надання оправці примусового обертання, введення торцевої частини інструмента, встановленого вільно на його осі, у контакт із сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що при розташуванні виробу на оправці йому надають примусового обертання навколо власної осі, яку розташовують під кутом до осі примусового обертання оправки.
Текст
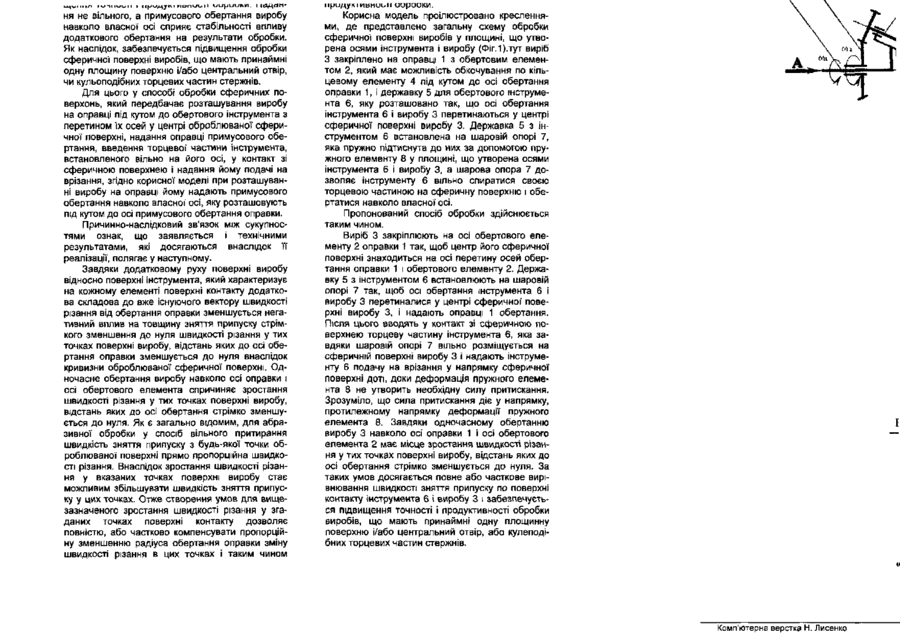
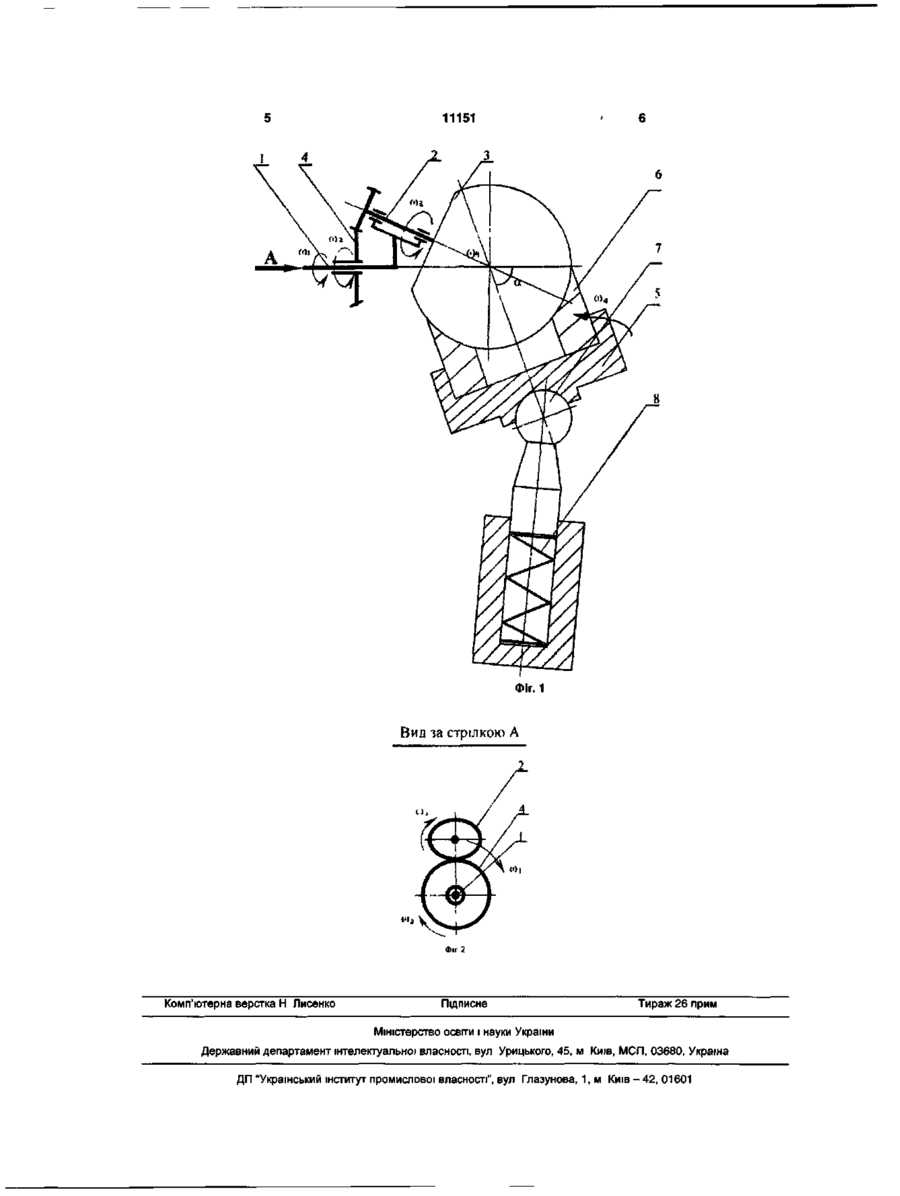
Спосіб обробки сферичних поверхонь, який передбачає розташування виробу на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надання оправці примусового обертання, введення торцевої частини інструмента, встановленого вільно на його осі, у контакт із сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що при розташуванні виробу на оправці йому надають примусового обертання навколо власної осі, яку розташовують під кутом до осі примусового обертання оправки. Корисна модель відноситься до механічної обробки сферичних поверхонь, переважно виробів, що мають принаймні одну площинну поверхню і/або центральний отвір, чи кульоподібних торцевих частин стержнів, виконаних з композиційних чи ін. матеріалів, і може бути використаний у нафтовій, автотракторній, авіаційній та ін. галузях промисловості, а також для виготовлення медичного оснащення. Відомий найбільш близький за технічною суттю до способу, що заявляється, спосіб обробки сферичних поверхонь, який передбачає розташування виробу на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надання оправці примусовою обертання, введення торцевої частини інструмента, встановленого вільно на його осі, у контакт зі сферичною поверхнею і надання йому подачі на врізання [див. деклараційний патент України №61729А, М. кл.7 В24В11/10, опубл. 2003.11.17, бюл. №11]. Недоліками описаного способу є нерівномірність розподілення відносних швидкостей на сферичній поверхні, що позначається на нерівномірності зняття припуску з поверхні, і як наслі док, отримання відносно невисокої точності форми обробленої поверхні. В основу корисної моделі, що заявляється, покладено завдання такого удосконалення способу обробки сферичних поверхонь, переважно виробу, що має принаймні одну площинну поверхню і/або центральний отвір, чи кульоподібної торцевої частини стержня, при якому за рахунок зміни схеми обробки шляхом надання виробу під час його розташування на оправці примусовою обертання навколо власної осі, яку розташовують під кутом до осі примусового обертання оправки, забезпечується додатковий рух поверхні виробу відносно поверхні інструмента. Цей рух характеризує на кожному елементі поверхні контакту додаткова складова до вже існуючого вектору швидкості різання від обертання оправки. Він призводить до зменшення негативного впливу на товщину зняття припуску зменшення до нуля швидкості різання у тих точках поверхні виробу, відстань яких до осі обертання оправки зменшується до нуля внаслідок кривизни оброблюваної сферичної поверхні. Таким чином завдяки корисній моделі створюються умови для зростання швидкості різання у згаданих точках, отже для ю О) 11151 повного або часткового вирівнювання швидкості зняття припуску на поверхні контакту інструмента і виробу. Внаслідок нього забезпечується підвищення точності і продуктивності обробки. Надання не вільного, а примусового обертання виробу навколо власної осі сприяє стабільності впливу додаткового обертання на результати обробки. Як наслідок, забезпечується підвищення обробки сферичної поверхні виробів, що мають принаймні одну площину поверхню і/або центральний отвір, чи кульоподібних торцевих частин стержнів. Для цього у способі обробки сферичних поверхонь, який передбачає розташування виробу на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надання оправці примусового обертання, введення торцевої частини інструмента, встановленого вільно на його осі, у контакт зі сферичною поверхнею і надання йому подачі на врізання, згідно корисної моделі при розташуванні виробу на оправці йому надають примусового обертання навколо власної осі, яку розташовують під кутом до осі примусового обертання оправки. Причинно-наслідковий зв'язок між сукупностями ознак, що заявляється і технічними результатами, які досягаються внаслідок її реалізації, полягає у наступному. Завдяки додатковому руху поверхні виробу відносно поверхні інструмента, який характеризує на кожному елементі поверхні контакту додаткова складова до вже існуючого вектору швидкості різання від обертання оправки зменшується негативний вплив на товщину зняття припуску стрімкого зменшення до нуля швидкості різання у тих точках поверхні виробу, відстань яких до осі обертання оправки зменшується до нуля внаслідок кривизни оброблюваної сферичної поверхні. Одночасне обертання виробу навколо осі оправки і осі обертового елемента спричиняє зростання швидкості різання у тих точках поверхні виробу, відстань яких до осі обертання стрімко зменшується до нуля. Як є загально відомим, для абразивної обробки у спосіб вільного притирання швидкість зняття припуску з будь-якої точки оброблюваної поверхні прямо пропорційна швидкості різання. Внаслідок зростання швидкості різання у вказаних точках поверхні виробу стає можливим збільшувати швидкість зняття припуску у цих точках. Отже створення умов для вищезазначеного зростання швидкості різання у згаданих точках поверхні контакту дозволяє повністю, або частково компенсувати пропорційну зменшенню радіуса обертання оправки зміну швидкості різання в цих точках і таким чином сприяти вирівнюванню швидкості зняття припуску на поверхні контакту інструмента і виробу. Внаслідок цього забезпечується підвищення точності продуктивності обробки. Корисна модель проілюстровано кресленнями, де представлено загальну схему обробки сферичної поверхні виробів у площині, що утворена осями інструмента і виробу (Фіг.і).тут виріб З закріплено на оправці 1 з обертовим елементом 2, який має можливість обкочування по кільцевому елементу 4 під кутом до осі обертання оправки 1, і державку 5 для обертового інструмента 6, яку розташовано так, що осі обертання інструмента 6 і виробу 3 перетинаються у центрі сферичної поверхні виробу 3. Державка 5 з інструментом 6 встановлена на шаровій опорі 7, яка пружно підтиснута до них за допомогою пружного елементу 8 у площині, що утворена осями інструмента 6 і виробу 3, а шарова опора 7 дозволяє інструменту 6 вільно спиратися своєю торцевою частиною на сферичну поверхню і обертатися навколо власної осі. Пропонований спосіб обробки здійснюється таким чином. Виріб 3 закріплюють на осі обертового елементу 2 оправки 1 так, щоб центр його сферичної поверхні знаходиться на осі перетину осей обертання оправки 1 і обертового елементу 2. Державку 5 з інструментом 6 встановлюють на шаровій опорі 7 так, щоб осі обертання інструмента 6 і виробу 3 перетиналися у центрі сферичної поверхні виробу 3, і надають оправці 1 обертання. Після цього вводять у контакт зі сферичною поверхнею торцеву частину інструмента 6, яка завдяки шаровій опорі 7 вільно розміщується на сферичній поверхні виробу 3 і надають інструменту 6 подачу на врізання у напрямку сферичної поверхні доті, доки деформація пружного елемента 8 не утворить необхідну силу притискання. Зрозуміло, що сила притискання діє у напрямку, протилежному напрямку деформації пружного елемента 8. Завдяки одночасному обертанню виробу 3 навколо осі оправки 1 і осі обертового елемента 2 має місце зростання швидкості різання у тих точках поверхні виробу, відстань яких до осі обертання стрімко зменшується до нуля. За таких умов досягається повне або часткове вирівнювання швидкості зняття припуску по поверхні контакту інструмента 6 і виробу 3 і забезпечується підвищення точності і продуктивності обробки виробів, що мають принаймні одну площинну поверхню і/або центральний отвір, або кулеподібних торцевих частин стержнів. 11151 Фіг. 1 Вид за стрілкою А Фіг 2 Комп'ютерна верстка Н Лисенко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of spherical surfaces
Автори англійськоюRozenberh Oleh Oleksandrovych, Sokhan Serhii Vasyliovych, Puzyriov Oleksandr Leonidovych
Назва патенту російськоюСпособ обработки сферических поверхностей
Автори російськоюРозенберг Олег Александрович, Сохань Сергей Васильевич, Пузырев Александр Леонидович
МПК / Мітки
МПК: B24B 11/00
Мітки: обробки, сферичних, спосіб, поверхонь
Код посилання
<a href="https://ua.patents.su/6-11151-sposib-obrobki-sferichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сферичних поверхонь</a>
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 64233
Опубліковано: 16.02.2004
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: поверхонь, спосіб, реалізації, обробки, сферичних, пристрій
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61729
Опубліковано: 17.11.2003
Автори: Новіков Микола Васильович, Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: поверхонь, пристрій, спосіб, обробки, сферичних, реалізації
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61731
Опубліковано: 17.11.2003
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: спосіб, обробки, реалізації, поверхонь, сферичних, пристрій
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі і змінюють його положення в межах кута,...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61730
Опубліковано: 17.11.2003
Автор: Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: поверхонь, обробки, пристрій, спосіб, сферичних, реалізації
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколовласної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61732
Опубліковано: 17.11.2003
Автори: Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: сферичних, обробки, спосіб, поверхонь, реалізації, пристрій
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі і надають йому обертального руху...
Попередній патент: Спосіб діагностики стравоходу барретта
Наступний патент: Засувка газодинамічної дії
Випадковий патент: Спосіб прогнозування алергічних захворювань у дітей