Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням
Номер патенту: 44934
Опубліковано: 15.03.2002
Автори: Кулєшков Юрій Володимирович, Дубовик Віктор Олександрович, Черновол Михайло Іванович, Надворний Борис Євдокимович, Сенченков Ігор Костянтинович
Формула / Реферат
1. Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням, який включає операції, послідовно, нагрівання корпусу, витримки у цьому стані, пластичного деформування в клиновому штампі з пуансонами, які обмежують течію металу, загартування корпусу нагріванням до температури 525...535° С з витримкою при цій температурі протягом 20...30 хвилин та наступним охолодженням у воді при температурі 50...75° С, і механічної обробки, який відрізняється тим, що пластичне деформування здійснюють на величину пластичної деформації Ddдеф, визначену окремо для кожної ділянки колодязів корпусу у відповідності з умовою:
Ddдеф=Ddзн+ Ddпр-Ddтдеф,
де Ddтдеф - зміна діаметра колодязя корпуса в процесі пластичного деформування;
Ddзн - зміна діаметра колодязя корпуса в результаті зносу;
Ddпр - припуск під наступну механічну обробку;
Ddтдеф - зміна діаметра колодязя корпусу при термічному деформуванні під час загартування.
2. Спосіб за п.1, який відрізняється тим, що пластичне деформування корпусу здійснюють за 3...4 цикли, при цьому корпус нагрівають до температури 540...550° С, а кожне наступне нагрівання проводять після охолодження корпуса до температури початку рекристалізації металу корпусу.
3.Спосіб за п. 1 або 2, який відрізняється тим, що охолодження корпусу при загартуванні проводять з зовнішньої сторони.
3.Спосіб за пп. 1-3, який відрізняється тим, що після механічної обробки корпусу проводять його опресування при тиску 32 МПа з витримкою протягом 3 хвилин.
Текст
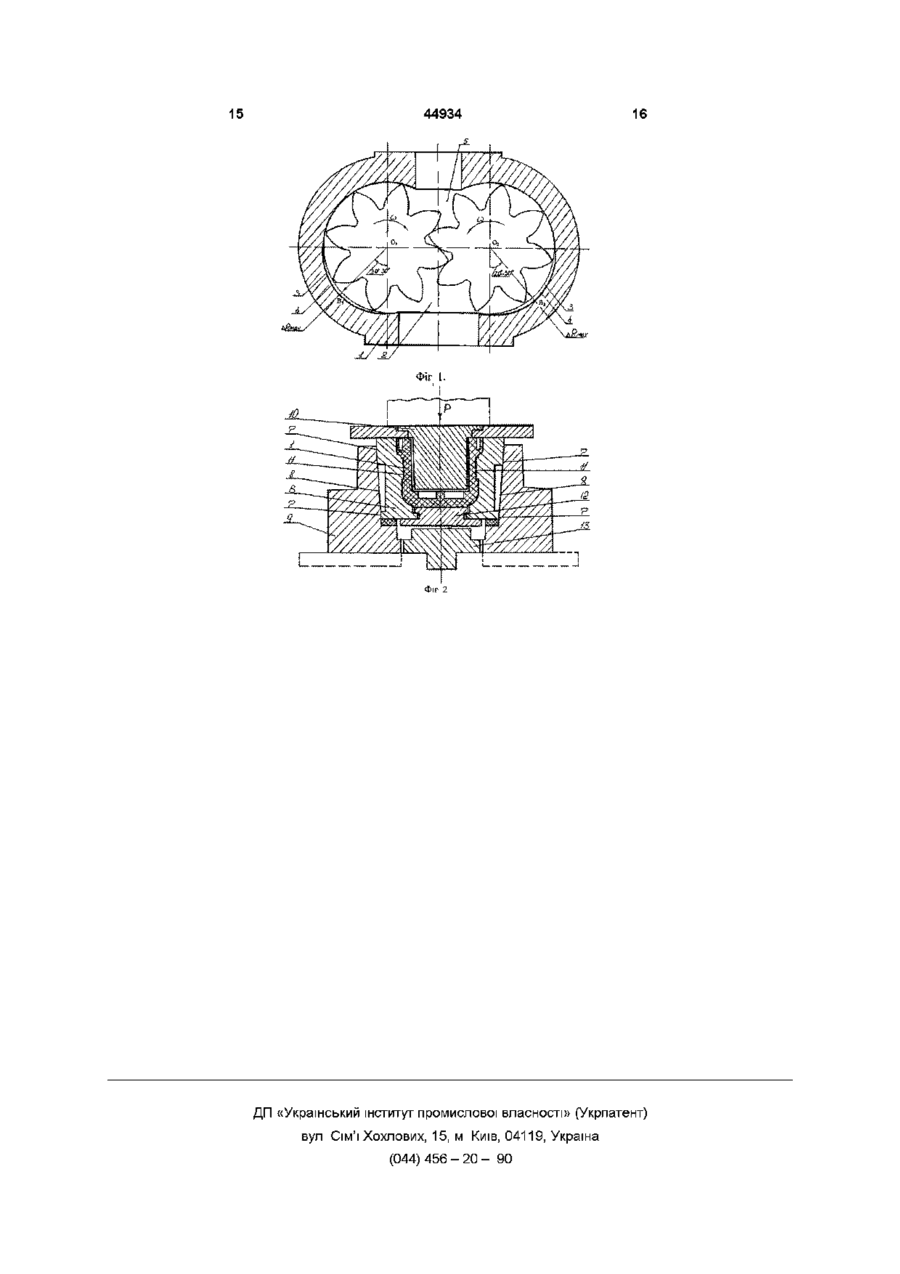
1 Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням, який включає операції, послідовно, нагрівання корпусу, витримки у цьому стані, пластичного деформування в клиновому штампі з пуансонами, які обмежують течію металу, загартування корпусу нагріванням до температури 525 535° С з витримкою при де Ad-гдеф - зміна діаметра колодязя корпуса в процесі пластичного деформування, Ad3H - зміна діаметра колодязя корпуса в результаті зносу, Ad np - припуск під наступну механічну обробку, Ad-гдеф - зміна діаметра колодязя корпусу при термічному деформуванні під час загартування 2 Спосіб за п 1, який відрізняється тим, що пластичне деформування корпусу здійснюють за 3 4 цикли, при цьому корпус нагрівають до температури 540 550° С, а кожне наступне нагрівання проводять після охолодження корпуса до температури початку рекристалізації металу корпусу 3 Спосіб за п 1 або 2, який відрізняється тим, що охолодження корпусу при загартуванні проводять з зовнішньої сторони З Спосіб за пп 1-3, який відрізняється тим, що після механічної обробки корпусу проводять його опресування при тиску 32 МПа з витримкою протягом 3 хвилин Винахід відноситься до області ремонту машин, а саме до технології ремонту корпусів шестеренних гідромашин, і може бути використаний при централізованому ремонті шестеренних гідромашин на ремонтних підприємствах Існує спосіб відновлення корпуса шестеренної гідромашини нанесенням композиційних полімерних матеріалів на основі епоксидних смол шляхом нанесення шпателем на ретельно знежирені поверхні колодязів корпусу шару епоксидного композиційного складу, який витримують протягом 1 2 годин при температурі 18 20°С, а потім ще 2 години у сушильній шафі при температурі 120 220°С Для відновлення корпусів застосовується наступний епоксидний композиційний склад 1 100 вагових частин смоли ЭД-6, 20 вагових частин алюмінієвої пудри (або 160 вагових частин залізного порошку), 15 вагових частин дибутилфталату Перед застосуванням епоксидного композиційного складу до нього додатково вводять отверджувач [1] ВІДОМІ ряд способів відновлення корпусу шестеренної гідромашини шляхом використання додаткових ремонтних деталей Метод пльзування полягає в наступному внут ВІДНОСТІ з умовою Ad f l ect,=Ad 3 H + Adnp-AdTflect>, О со 44934 рішню поверхню колодязів корпусу розточують під збільшений розмір, на знежирені поверхні гільз і корпуса наносять епоксидний клейовий склад і запресовують гільзу Потім протягом 2 годин корпус висушується в сушильній шафі при температурі 180 220°С Механічна обробка корпуса зводиться до обробки привалочної площини і розточування колодязів корпуса під необхідний розмір [1] Відомий спосіб відновлення корпусу шестеренної гідромашини шляхом встановлення ремонтної вставки Спосіб передбачає виконання наступних операцій Механічну обробку внутрішньої поверхні корпусу, постановку в корпус ремонтних вставок, висота яких відповідає висоті ділянок корпуса, що спряжені з шестернями і фіксацію їх втулкам [2] До недоліків цих методів слід віднести досить низьку якість відновлення корпусу шестеренної гідромашини Це пояснюється тим, що По - перше, розточування стінок корпусу веде до зменшення їх поперечного перерізу По - друге, неоднорідністю складу матеріалу корпусу, який не в змозі працювати, як одне ціле, що призводить до значних деформацій корпусу під час роботи гідромашини Так деформація корпусу гідромашини під час роботи складає - при відновлені корпусу епоксидною композицією у поясі верхніх втулок - 165мкм, а у його дна 90 м км [4], - при відновлені корпусу пльзуванням, та постановкою ремонтної вставки у поясі верхніх втулок - 180мкм, а у його дна - 70мкм [4], По-третє, неоднорідність складу матеріалу корпусу з точки зору різних коефіцієнтів теплового розширення веде до зниження ДОВГОВІЧНОСТІ та надійності таких корпусів завдяки тому, що нагрівання корпусу під час роботи гідромашини веде до відшаровування вище наведених покриттів Відомий спосіб відновлення корпусу шестеренної гідромашини рідким штампуванням, який включає наступні операції - розточування корпусу перед заливанням рідкого металу на фрезерному верстаті 6М82, - відновлення корпусу рідким штампуванням сплавом алюмінію в спеціальному пристосуванні на пресі зусиллям ЮООкН, - послідуюча механічна обробка корпусу після штампування [1] Цьому способу притаманні ті ж недоліки, що й попереднім, хоч і дещо не так яскраво виражені ВІДОМІ способи відновлення корпусу шестеренної гідромашини електродуговим наплавленням в середовищі захисних газів, зокрема аргону При цьому можуть бути застосовані різні схеми наплавлення І Е Ульманом і ш [3] пропонується наплавляти внутрішні циліндричні поверхні по гвинтовій лінії вольфрамовим електродом, який не плавиться Технологія наплавлення електродом, що не плавитьсяу передбачає наплавлення' зношених колодязів корпусу зварювальним дротом Св АМгб ГОСТ 7871-63 при наступних режимах величина зварювального струму 260 28А, швидкість наплавлення 55 65м/год, діаметр присадочного дроту 2мм, крок наплавлення 5мм, діаметр вольфрамового електроду 5мм, витрати аргону 6 8л/хв , тем пература попереднього підігріву корпусу 200 215°С Товщина наплавленого шару 1,4 1,6мм Твердість наплавленого металу складає 110 126НВ, в той час коли твердість основного металу складає 85 95НВ Існує також спосіб відновлення корпусу шестеренної гідромашини шляхом наплавлення внутрішніх циліндричних поверхонь колодязів корпуса по твірній циліндричної поверхні вольфрамовим електродом, який не плавиться Технологія наплавлення передбачає наплавлення зношених колодязів корпусу зварювальним дротом Св Амгб ГОСТ 7871-63 при таких же режимах, як і в попередньому способі наплавлення Товщина наплавленого шару становить при цьому 1,2 1,5мм Твердість наплавленого металу складає 90 120НВ, в той час коли твердість основного металу складає 85 95НВ Запропоновані способи відновлення корпусу шестеренної гідромашини передбачають слідом за термічною обробкою механічне розточування колодязів корпусів під ВІДПОВІДНИЙ розмір До недоліків описаних способів слід віднести негативний вплив високої температури від електричної дуги під час відновлення корпусу шестеренноі-пдромашини, який впливає на мікроструктуру наплавленого шару металу та на основний метал корпусу і розповсюджується на глибину понад 10мм Окрім того до недоліків цих рпособів слід віднести також і неоднорідність складу основного і наплавленого металу корпусу Все це негативно впливає на якість відновлення По-перше, значне зростання внутрішніх напруг позтягування при наплавленні призводить до втрати корпусом МІЦНОСТІ ВІД утомленості, в окремих випадках до 40% Подруге, значне зростання зерна мікроструктури металу, як самого наплавленого шару, так і металу корпусу призводить до значного зниження корпусом МІЦНОСТІ від утомленості пластичності, що в свою чергу веде до підвищення ймовірності крихкого руйнування корпусу під час роботи під впливом знакозмінних навантажень Відомий спосіб відновлення колодязів корпусу шестеренної гідромашини нанесенням гальванічних покриттів сплавів цинк-залізо або цинк-нікель Рсадження покриттів здійснюють за допомогою спеціальних електродів з електролггу наступного складу цинк сірчанокислий - 220 240г/л, нікель сірчанокислий - 40 бОг/л, кислота борна 20 ЗОг/л, натрій сірчанокислий 40 бОг/л Режими осадження покриття температура електролггу 18 25°С, кислотність рН 2 З, ЩІЛЬНІСТЬ струму 60 ЮОА/дм2 Товщина покриття деталей складає 0,8мм, що дозволяє відновити більшість корпусів, що поступають в ремонт [1] Після нанесення покриттів здійснюють розточування колодязів корпусів під ВІДПОВІДНИЙ розмір До недоліків цього способу відновлення корпусу шестеренної гідромашини слід віднести неоднорідність складу матеріалу корпусу, який не в змозі працювати, як-одне ціле В умовах постійної зміни навантаження та температури, які виникають під час роботи гідромашини, це призводить до відшарування покриття Крім того зростання внутрішніх напруг розтягування при нанесенні гальванічних покрить призводить до втрати корпусом МІЦНОСТІ від утомленості в окремих випадках до 40% З наведеного бачимо, що ВІДОМІ способи відновлення корпусів шестеренних гідромашин шляхом нанесення покриттів не в змозі забезпечити необхідної якості відновлення Це пояснюється тим, що відновлені такими способами корпуси не в змозі працювати як одне ціле А тому значні температурні і механічні навантаження призводять у більшості випадків до відшарування покриттів Найбільш близьким по технічній суттєвості до винаходу, що пропонується, є спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням, що включає операції нагрівання корпуса до температури 470 490°С, витримки при цій температурі на протязі ЗО 35 хвилин, пластичного деформування в клиновому, штампі з пуансонами, що обмежують течію металу з наступним нагріванням корпуса до температури 520 535°С, витримшшри цій температурі 20 хвилин і загартуванням у воді при температурі 50 75°С, із послідуючим старінням, що полягає у наг]ріванні корпуса до температури 170 180°С, витримці при цій температурі на протязі 4 годин і охолоджені на повггрі та з наступною механічною обробкою [4] 44934 женню об'ємної подачі і коефіцієнту об'ємної подачі гідромашини завдяки збільшенню деформацій корпуса, що веде до збільшення втрат робочої рідини під час роботи гідромашини По-друге, сплав АЛ-9, з якого виготовляють корпус шестеренної гідромашини слід віднести до важкодеформуємих сплавів Дійсно відносне по Цьому способу притаманні ряд переваг порівняно з вищенаведеними способами, зокрема наступні зниження деформацій корпуса під час роботи гідромашини у поясі - верхніх втулок - 55мкм, а у його дна - ЗОмкм [4], що вище навіть порівняно з новим корпусом, в якого деформації лежать ВІДПОВІДНО у межах 115мкм і ЗОмкм [4] підвищення МІЦНОСТІ від утомленості, навіть в порівняні з новим корпусом, який виготовляють з заготовок отриманих литтям, заліковуванням мікротріщш, які утворюються під час експлуатації корпусу гідромашини Але й цьому способу притаманні ряд суттєвих недоліків, зокрема доволі низька якість відновлення, значні енергетичні та трудові витрати, зниження об'ємної подачі і коефіцієнту об'ємної подачі гідромашини, доволі обмежена область застосування, низька продуктивність, та недостатня СТІЙКІСТЬ проти корозійного зносу Це може бути пояснено наступним По-перше, відомо, що корпус гідромашини має нерівномірний знос стінок колодязів корпусу Відомо також, що знос стінок колодязів корпусу зі сторони камери всмоктування може у десять разів перевищувати знос стінок колодязів корпусу зі сторони камери нагнггання і досягати 0,5мм і більше Деформування стінок корпусу, безвідносне до степені його зносу, тягне за собою зменшення поперечного перерізу стінок корпусу, зокрема майже незношених стінок колодязів зі сторони камери нагнггання, які відповідають в першу чергу за деформацію корпусу під час роботи гідромашини Це пояснюється тим, що процес відновлення відбувається за рахунок перерозподілу металу з ЗОВНІШНІХ частин корпусу до внутрішніх Окрім того таке деформування веде до рівномірного видалення металу під час послідуючої механічної обробки корпусу, тим самим ситуація ще погіршується Таким чином бачимо, що вищенаведені чинники призводять до зниження якості, значним енергетичним та трудовим витратам та зни вздовження сплаву становить всього ° = 4,5 ± 0,82% атому при відновлені корпусів з відносно великими зносами, які перебільшують 0,15 0,20мм відновлювати способом, який відповідає прототипу стає неможливим По-третє, деформування корпусу під час роботи гідромашини, його МІЦНІСТЬ ВІД утомленості безпосередньо залежить, як від макроструктури, так і від мікроструктури металу корпусу Під макроструктурою або текстурою будемо розуміти форму зерен та їх розташування відносно зусилля, що навантажує корпус під час роботи гідромашини Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням за прототипом не передбачає таких операцій, які б впливали на макроструктуру і мікроструктуру матеріалу корпусу А звідси і недостатня якість відновлення та зниження об'ємної подачі і коефіцієнту об'ємної подачі гідромашини завдяки збільшенню деформацій корпуса, що веде до збільшення втрат робочої рідини під час роботи гідромашини Задача, яку вирішує винахід полягає в підвищенні якості і продуктивності відновлення корпусу шестеренної пдромашини, зниженні енергетичних та трудовитрат, а такожрозширення області застосування При цьому під підвищенням якості способу мається на увазі забезпечен необхідної величини припуску на максимально зношених ділянках корпусу при збереженні властивості чинити опір деформуванню під час роботи насоса, а також підвищення об'ємної подачі і коефіцієнту об'ємної подачі гідромашини, що ремонтуються та підвищення СТІЙКОСТІ корпусів проти корозійного зношування Задача підвищення якості ремонту корпусу шестеренної гідромашини зниження енергетичних та трудових витрат вирішується за рахунок того, що в способі відновлення корпусу шестеренної гідромашини пластичним деформуванням, який включає операції, послідовно, нагрівання корпусу, витримки у цьому стані, пластичного деформування в клиновому штампі з пуансонами, які обмежують течію металу, загартування корпусу нагріванням до температури 525 535°С з витримкою при цій температурі протягом 20 ЗО хвилин та послідуючим охолодженням у воді при температурі 50 75°С, і механічної обробки, згідно винаходу, пластичне деформування здійснюють на величину пластичної деформації Лсідеф, визначену окремо для кожної ділянки колодязів за умовою (і) де дадєф - зміна діаметра колодязів корпуса в процесі пластичного деформування, Дсізн - зміна діаметра колодязів корпусу в результаті зносу, Ad np - припуск під наступну механічну обробку, 44934 Ad-гдеф • зміна діаметра колодязів корпусу при термічному деформуванні під час загартування Задача подальшого підвищення якості ремонту гідромашини, зниження енергетичних та трудових витрат, підвищення об'ємної подачі і коефіцієнта об'ємної подачі та розширення області застосування, вирішується тим, що нагрівання і деформування корпуса здійснюють за 3 4 цикли, при цьому корпус нагрівають до температури 540 550°С, а наступне нагрівання циклу проводять після охолодження корпусу до температури початку рекристалізації металу корпусу Окрім того задача подальшого підвищення якості ремонту корпусу шестеренної гідромашини, зниження енергетичних та трудових витрат відновлення, підвищення об'ємної подачі і коефіцієнта об'ємної подачі та розширення області застосування вирішується тим, що охолодження корпусу при загартуванні проводять з зовнішньої сторони І, нарешті, підвищення якості, підвищення об'ємної подачі і коефіцієнта об'ємної подачі досягають, також тим, що слідом за механічною обробкою корпусу проводять його опресування при тиску 32МПа і витримують при цьому тиску на протязі З хвилин Підвищення якості способу відновлення корпусу шестеренної гідромашини пластичним деформуванням порівняно з прототипом досягається завдяки тому, що деформування корпуса здійснюють пропорційно розміру зносу стінок колодязів корпусу Дійсно, ОСКІЛЬКИ, ЯК згадано вище, корпус шестеренної гідромашини має нерівномірний знос стінок колодязів, то логічним буде відновлювати корпус шестеренної гідромашини пластичним деформуванням шляхом перерозподілу металу в першу чергу до найбільш зношених елементів корпусу Тим самим ми зберігаємо переріз стінок корпусу зі сторони камери нагнггання майже недоторканими (вони під час експлуатації майже не зношуються), що й сприяє зменшенню деформацій корпусу під час його експлуатації А це в свою чергу веде до зменшення втрат робочої рідини, зокрема через радіальні зазори в спряженнях корпус - втулки та корпус - шестерні Цим і пояснюється підвищення якості відновлення та підвищення об'ємної подачі і коефіцієнта об'ємної подачі гідромашини під час експлуатації Досягається це за рахунок симетрично виконаних пуансонів, які обмежують течію металу і які розташовують симетрично стінок корпусу безвідносно до ступеню їх зносу Це дає можливість без зайвих перешкод деформувати метал стінок корпусу і заповнити в першу чергу максимальні зазори, які утворюються між максимально зношеними стінками корпусу і пуансонами Окрім того цьому сприяють спеціальні виступи на матриці штампу, величина яких пропорційна величині зносу для кожної окремої ділянки корпусу Відомо, ЩО корпус шестеренної гідромашини виготовляють з важко деформуємого сплаву АЛ-9 При відновлені корпусу шестеренної гідромашини зі значними зносами, які перевищують 0,15 0,20мм, відновити його за один цикл, що відповідає способу відновлення корпусів за прототипом, не вдається Ось чому нагрівання і деформування корпуса за 3 4 цикли дозволяє забезпечити підвищення якості відновлення корпусу, а саме 8 підвищити об'ємну подачу і коефіцієнт об'ємної подачі гідромашини, що ремонтуються та підвищити СТІЙКІСТЬ корпусів проти корозійного зношування та розширити область застосування способу відновлення корпусу шестеренної гідромашини пластичним деформуванням Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням, що пропонується забезпечує зменшення зерна структури металу корпусу, що можна пояснити режимом термоциклювання під час його відновлення Підвищенню подрібнення зерна сприяє також циклічне деформування корпусу, чим досягається такий же ефект, як і при звичайному термоциклюванні за 12 14 циклів Таке сумісництво операцій забезпечує зниження енергетичних та трудових витрат Це беззаперечно сприяє підвищенню МІЦНОСТІ від утомленості корпусу та підвищенню жорсткості корпусу, це знижує його деформації в процесі експлуатації, що й являє з себе підвищення якості відновлення корпусу та підвищення об'ємної подачі, а також коефіцієнта об'ємної подачі, завдяки зниженню втрат робочої рідини через зазори деталей гідромашини, зокрема через радіальний зазор корпус -шестерні Нагрівання корпусу до температури 540 550°С забезпечує підвищення пластичності металу корпусу і більш ефективне протікання процесів, які пов'язані з процесами подрібнення зерна під час термоциклювання та пластичного деформування Нагрівання корпусу до температури вище ніж 550°С може призвести до початку оплавлення границь зерен При охолодженні корпусу до температури початку рекристалізації металу корпусу припиняються всі процесил пов'язані зі зміною мікроструктури металу корпусу А отже подальше зниження температури перед наступним нагріванням не має сенсу Охолодження корпусу до температури початку рекристалізації металу корпусу перед наступним його нагріванням дозволяє заощадити витрати теплової енергії Охолодження корпусу при загартуванні з зовнішньої сторони сприяє виникненню таких внутрішніх напруг стискування, які призводять до його пластичного деформування Цим і пояснюється підвищення якості і зниження енергетичних та трудових витрат відновлення, підвищення об'ємної подачі і коефіцієнта об'ємної подачі та розширення області застосування способу, що пропонується Слід ВІДМІТИТИ також те, що метал під час відновлення корпусу пластичним деформуванням перерозподіляється цілеспрямовано і пропорційно ступеню зносу корпусу, а окрім цього в процесі послідуючої механічної обробки знімається мінімальний припуск, що забезпечується умовою (1) Цим і пояснюється зниження енергетичних та трудових витрат при відновлені корпусу шестеренної гідромашини пластичним деформуванням Окрім цього мінімальне знімання припуску металу веде до зниження деформацій корпусу, що й забезпечує суттєве зниження втрат робочої рідини, а значить зростання об'ємної подачі і коефіцієнта об'ємної подачі шестеренної гідромашини під час експлуатації 44934 Відомо, ЩО ступінь деформування корпусу під час роботи гідромашини, його МІЦНІСТЬ ВІД утомленості безпосередньо залежить, як від макроструктури, так і від мікроструктури корпусу В способі відновлення корпусу шестеренної гідромашини пластичним деформуванням за прототипом не передбачено таких операцій, якіб впливали на макроструктуру і мікроструктуру матеріалу корпусу, а отже й суттєво впливали на якість відновлення Ось чому багаторазове деформування корпусу забезпечує формування найбільш сприятливої текстури металу, яка підвищує здатність корпусу до сприймання навантаження Це також сприяє підвищенню якості відновлення корпусу та підвищення об'ємної подачі та коефіцієнта об'ємної подачі гідромашини під час експлуатації Відомо, ЩО багаторазове пластичне деформування сприяє залікуванню мікротріщин, як по всьому об'єму метала корпусу, так і на його поверхні, а також створенню внутрішніх напруг стискування, що безумовне сприяє підвищення СТІЙКОСТІ корпусів проти корозійного зношування Опресування корпусу слідом за його механічною обробкою при тиску 32МПа і витримці при цьому тиску на протязі 3 хвилин дозволяє підвищити внутрішні напруги стискування, що й пояснює підвищення якості, підвищення об'ємної подачі і коефіцієнта об'ємної подачі гідромашини, завдяки зменшенню ступеню деформування корпусу під час експлуатації Витримка корпусу під тиском 32МПа на протязі менше ніж 3 хвилини дають значно гірші результати по підвищенню жорсткості корпусу Опресовування корпусу на протязі більш ніж 3 хвилин суттєвих змін в підвищенні жорсткості корпусу не дає Відомо ЩО при обробці металу різанням на його поверхні створюється так званий дефектний шар, утворюються внутрішні напруги розтягування, що безумовно підвищує корозійне зношування поверхні корпусу А тому опресування корпусу слідом за його механічною обробкою при тиску 32МПа і витримка при цьому тиску на протязі З хвилин сприяє зменшенню дефектності поверхневого шару і створенню внутрішніх напружень стискування, що безумовно сприяє підвищенню СТІЙКОСТІ корпусів проти корозійного зношування На фіг 1 наведена схема зносів колодязів корпусу гідромашини, напрямок максимального зносу, положення стінок колодязів корпусу в новому та зношеному стані На фіг 2 наведена схема пластичного деформування корпусу шестеренної гідромашини під час відновлення З фіг 1 бачимо, що корпус гідромашини - 1, який потрапляє до ремонту має нерівномірно зношені стінки колодязів Максимальний знос корпус шестеренної гідромашини має місце поблизу камери всмоктування 2 вздовж прямої О-іВі або О2В2 ВІДПОВІДНО для ведучої і веденої шестерень, які розташовані під кутом 20 30° до вертикального діаметру Стінка корпусу в цьому випадку має положення 4 і відстоїть від стінки нового корпусу - З на відстані - ARkmax 3 фіг 1 бачимо що зносу стінок корпусу біля камери нагнітання 5 майже немає Суттєвість способу відновлення корпусу шестеренної гідромашини методом пластичного дефо 10 рмування полягає в наступному Спочатку перед пластичним деформуванням визначають необхідний розмір деформації Дсідеф з умови (1) Під час відновлення корпусу 1 (фіг 2) його нагрівають до температури 540 550°С, розміщують в багатосекЦІЙНІЙ розрізній матриці 6 клинового штампу, яка під дією деформуючого зусилля преса ковзає своїми клиновими стінками 7 по клиновим стінкам 8 обойми матриці 9 У внутрішні порожнини колодязів корпусу шестеренної гідромашини заводять пуансони 10, які обмежують течію металу і формують внутрішню поверхню колодязів корпусу При цьому пластичне деформування корпусу здійснюють для кожної окремої ділянки пропорційно зносу колодязів корпусу у ВІДПОВІДНОСТІ з умовою (1), наприклад, за рахунок симетричного розташування пуансонів та використанню спеціальних виступів 11 на матрицях 6 Виштовхують корпус 1 зі штампа за допомогою виштовхувача 12 При впливі на виштовхувач приводу виштовхувача 13 виштовхувач 12 діє як на корпус 1 так і на розрізну матрицю 6 Розрізна матриця розкривається, що дає змогу без зайвих перешкод вийняти відновлений корпус 1 шестеренної гідромашини Нагрівання корпусу до температури 540 550°С дозволяє не тільки підвищити пластичність металу корпусу, але й забезпечити умови для ефективного протікання процесів термоциклювання При цьому до ремонту можуть надходити корпуси з різною величиною зносу стінок колодязів Як зазначено вище при зносах, які перевищують 0,15 0,20мм відновлення корпусу за один цикл стає неможливим в силу того, що матеріал корпусу слід віднести до важкодеформуємого матеріалу А тому в цьому випадку пластичне деформування корпуса здійснюють за 3 4 цикли, при цьому корпус нагрівають до температури 540 550°С, а наступне нагрівання циклу проводять після охолодження корпусу до температури початку рекристалізації металу корпусу Наступною операцією способу відновлення корпусу шестеренної гідромашини пластичним деформуванням являться операція загартування, яка включає нагрівання корпусу до температури 525 535°С, витримку на протязі 20 ЗО хвилин і загартування у воді при температурі 50 75°С, при цьому охолодження корпусу при загартуванні проводять з зовнішньої сторони Це дозволяє не тільки підвищити ступінь пластичного деформування, але й забезпечити утворення внутрішніх напружень стискування Нарешті останньою операцією, способу відновлення корпусу шестеренної гідромашини пластичним деформуванням, яку виконують слідом за механічною обробкою корпусу є операція опресування корпусу при тиску 32МПа і витримці при цьому тиску на протязі 3 хвилин Цю операцію виконують у спеціальному штампі, в конструкції якого передбачені спеціальна матриця, яка щільно охоплює корпус шестеренної гідромашини зовні та пристрої, які герметично закривають всі отвори корпусу У внутрішні порожнини колодязів корпусу подають робочу рідину під тиском 32МПа Корпус опресовують при такому тиску на протязі 3 хвилин Виконання цієї операції призводить до підвищення 12 11 44934 якості, підвищення об'ємної подачі і коефіцієнта Нарешті, останньою операцією способу віднооб'ємної подачі за рахунок підсилення внутрішніх влення корпусу шестеренного насоса пластичним напружень стискування деформуванням, яку виконують слідом за механічною обробкою є операція опресування корпусу при Приклад конкретного використання способу тиску 32МПа і витримці при цьому тиску на протязі Ремонтували насоси НШ-46У, що надійшли до КіЗ хвилин Цю операцію виконують у спеціальному ровоградського ремонтно - механічного заводу їм штампі, в конструкції якого передбачена спеціальВ К Таратути Після миття і розбирання зношені на матриця, яка щільно охоплює корпус шестеренкорпуси шестеренних насосів надходять на дефекного насоса зовні та пристрої, які герметично затацію, де визначають такі параметри, як максимакривають всі отвори корпусу У внутрішні порожнильний З О Корпусу ARkmax НС ни колодязів корпусу подають робочу рідину під Після ЦЬОГО визначають необхідний розмір детиском 32МПа від гідравлічної системи преса П формації з умови (1) Розрахунки за формулою (1) 474А Корпус опресовують при такому тиску на дають наступні результати протязі 3 хвилин Виконання цієї операції призвоAd „ = d d +Ad -Ad, 0,6+ 0,4-0,1 = 0,9мм дить до підвищення якості, підвищення об'ємної подачі і коефіцієнта об'ємної подачі за рахунок підде Дсізн - 0,6мм - зміна діаметра колодязів косилення внутрішніх напружень стискування рпусу в результаті зносу, Ad n p = 0,4мм - припуск під наступну механічну Після відновлення корпусу шестеренного наобробку і ЛсЦеф = 0,1мм - зміна діаметру колодязів соса пластичним деформуванням відновленні коркорпусу при термічному деформуванні під час запуси направляють до збиральної ДІЛЬНИЦІ гартування Відновленні корпуси були досліджені Під час З наведених розрахунків бачимо, що зміщення проведення металографічних досліджень вивчали положення стінок колодязів корпусу у МІСЦІ максистан макроструктури (текстури) і мікроструктури мального зносу під час пластичного деформуванметалу корпусу ня складає 0,9мм В інших місцях деформування Надалі предметом інтересу були внутрішні накорпусу здійснюють теж згідно умови (1) пруги відновленого корпусу, які були створені під Після ЦЬОГО корпуси поділяють на на ремонтні час термічної обробки і пластичного деформувангрупи за параметром максимального зносу корпусу ня корпусу та ступінь деформації відновленого коз кроком в 0,2мм Після ЦЬОГО корпуси насосів порпусу під час роботи насоса ступають на відновлення Окрім того вивчали механічні характеристики Під час відновлення корпусу 1 (фіг 2) його наметалу відновленого корпусу, зокрема визначали грівають до температури 540 550°С в електричній межу МІЦНОСТІ на розрив, межу текучості та відноспечі СНЗ - 6 12 4/10М1, далі корпус розміщують в не повздовження клиновому штампі і деформують При цьому пласРезультати цих досліджень наведені в таблитичне деформування корпусу здійснюють для кожці 1 ної окремої ділянки пропорційно зносу колодязів Для порівняльного аналізу був відновлений кокорпусу у ВІДПОВІДНОСТІ з умовою (1), наприклад, рпус шестеренного насоса за прототипом завдяки симетричному розташуванню пуансонів При металографічних дослідженнях були виковідносно стінок корпусу та використанню спеціальристані ВІДОМІ методики підготування зразків Виних виступів 11 на матрицях 6 (фіг 2) При зносах вчення макроструктури і мікроструктури проводили корпусів, що перевищують 0,2мм цикл нагрівання на металографічному мікроскопі МИМ - 8А пластичне деформування повторюють ще 2 3 раВеличину мікронапружень оцінювали по велизи, при цьому наступне нагрівання циклу провочині відносних мікродеформацій Мікродеформацм дять після охолодження корпусу до температури визначали рентгенографічним методом на дифрапочатку рекристалізації металу корпусу, тобто не ктометрі ДРОН -3,0 При цьому використовували нижче температури 250°С Степінь деформації корпусу залежить від величини робочого ходу штампа При загартуванні корпусів його нагрівають до температури 525 535°С, в електричній печі СНЗ 6 12 4/10М1, витримують на протязі 20 ЗО хвилин і охолоджують у воді при температурі 50 75°С При цьому охолодження корпусу при загартуванні проводять з зовнішньої сторони, затуливши отвори входу й виходу Це дозволяє не тільки підвищити ступінь пластичного деформування в середньому на 0,1 мм, але й забезпечити утворювання внутрішніх напружень стискування Деформування корпусу у ВІДПОВІДНОСТІ З розрахунками за формулою (1) дає змогу заощадити метал корпусу, який буде видалятись під час його розточування під необхідний розмір Наступну операцію розточування проводять на алмазно - розточувальному верстаті 278Н до необхідного розміру Шорсткість, яка при цьому досягається становить 1,25мкм кобальтовий випромінювач з довжиною хвилі л = 1,78892 10 10м напрузі на аноді 25кВ і анодному струму 0,01 А, при фокусуванні променів по Брегу Бретано Механічні властивості зразків з відновленого корпусу визначали за допомогою розривної машини Р - 5 Вимірювання деформацій відновленого корпусу шестеренного насоса здійснювали за допомогою методиктензометрування Порівняльні результати досліджень технічного стану відновлених корпусів шестеренних насосів за прототипом і за способом, що пропонується наведені утаблиці 1 При вивченні макроструктури металу відновлений корпус розрізали в двох взаємно перпендікулярних площинах Макроструктуру досліджували на повздовжніх перерізах корпусу При цьому було встановлено, що зерна металу корпусу мають витягнуту форму і орієнтовані таким чином, 13 44934 14 що більша вісь кристалів розташована пмірів зерна в 2,6 3,0 рази, а також жорсткість керпендикулярно напрямку під яким діє норпусу насоса за рахунок створення внутрішніх авантаження гідравлічних сил на корпус Така текнапружень стискування, які вдалося підвищити у стура корпусу найбільш сприятлива для сприйман1,35 1,65 рази (див табл 1), все це призводить до ня вищезгаданих навантажень зменшення деформацій корпусу в 2 рази (див табл 1), Вивчення мікроструктури металу корпусу дали наступні наслідки Мікроструктура металу відно- знизити енергетичні та трудові витрати за рвленого корпусу шестеренного насоса складаєтьахунок сумісництва деяких операцій в одну, тощо, ся з наступних фаз а - алюмінію і евтектики алюм- підвищити об'ємну подачу і коефіцієнт об'ємінію з кремнієм, а також твердого розчину кремнію ної подачі насоса за рахунок того, що підвищення в а - алюмінію жорсткості корпусу призводить до зменшення втрат робочої рідини через радіальні зазори, Таким чином з вищенаведеного порівняльного аналізу технічних характеристик корпусів шестер- розширити область застосування за рахунок енних насосів, що відновлені за прототипом і за багатократного деформування, способом, що пропонується бачимо, що впроваджСпосіб відновлення корпусу шестеренної ення винаходу у виробництво в порівняні з протогідромашини пластичним деформуванням може бтипом дасть змогу ути успішно застосований на ремонтних підприємствах, що займаються централізованим рем- підвищити якість відновлення, а саме онтом гідромашин Спосіб відрізняється значним підвищити межу МІЦНОСТІ у 1,25 раз, межу текучості покращенням якості ремонту у 1,26 раз, відносне видовження у 1,4 рази, що досягається, зокрема за рахунок подрібнення роз 15 44934 16 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюKuleshkov Yurii Volodymyrovych, Chernovol Mykhailo Ivanovych, Nadvornyi Borys Yevdokymovych, Dubovyk Viktor Oleksandrovych
Автори російськоюКулешков Юрий Владимирович, Черновол Михаил Иванович, Надворный Борис Евдокимович, Дубовик Виктор Александрович
МПК / Мітки
МПК: B23P 6/00
Мітки: деформуванням, корпусу, відновлення, спосіб, гідромашини, шестеренної, пластичним
Код посилання
<a href="https://ua.patents.su/8-44934-sposib-vidnovlennya-korpusu-shesterenno-gidromashini-plastichnim-deformuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення корпусу шестеренної гідромашини пластичним деформуванням</a>
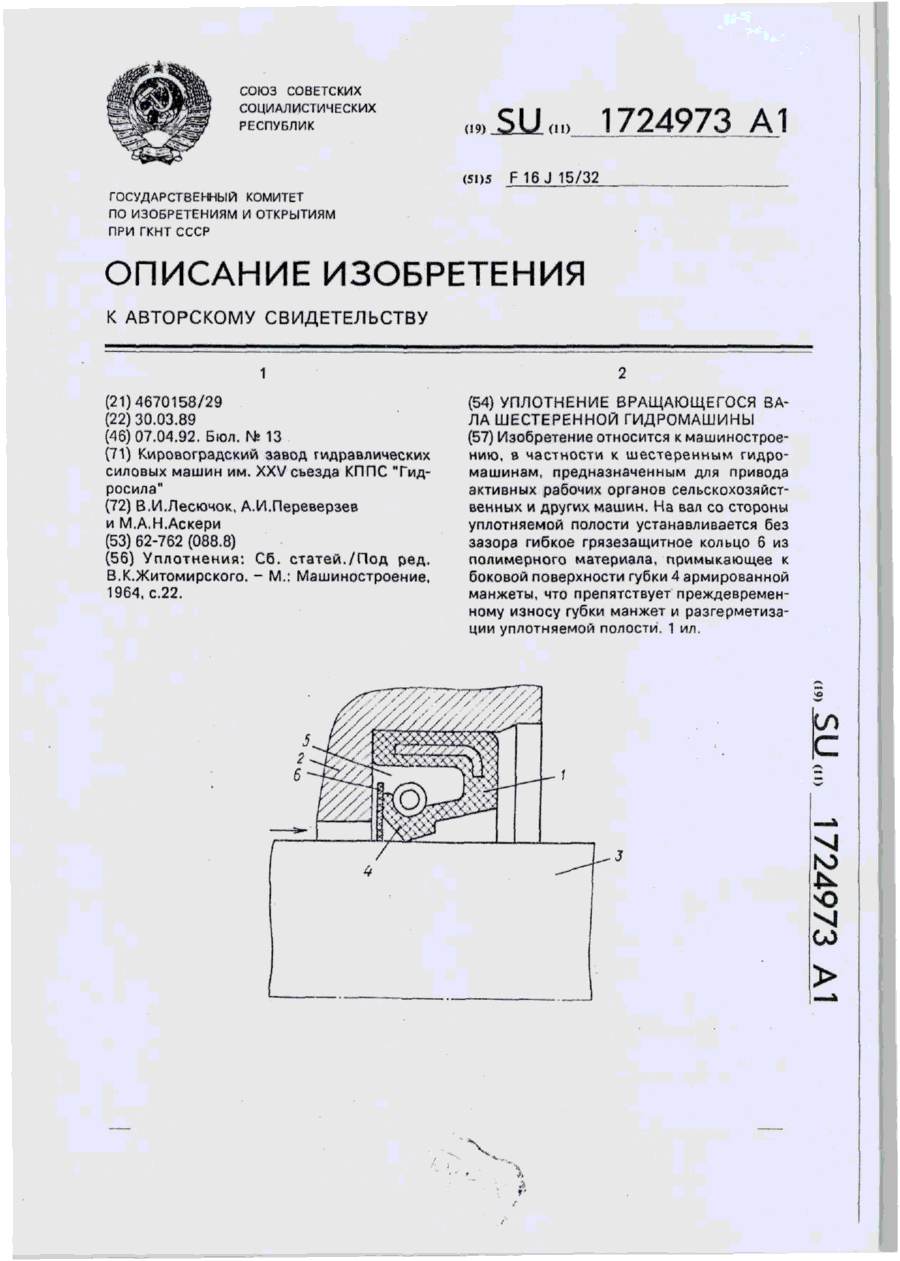
Ущільнення обертового вала шестеренної гідромашини
Номер патенту: 959
Опубліковано: 15.12.1993
Автори: Переверзєв Олександр Іванович, Аскері Мухамед Алі син Наги, Лесючок Вадим Іванович
МПК: F16J 15/32
Мітки: вала, гідромашини, шестеренної, ущільнення, обертового
Формула / Реферат:
Формула изобретенияУплотнение вращающегося вала шестеренной гидромашины, содержащее уплотнительную манжету, установленную в корпусе, и неподвижное грязезащитное кольцо, отличающееся тем, что, с целью повышения надежности работы уплотнения, грязезащитное кольцо выполнено гибким из полимерного материала и установлено без зазора относительно вала со стороны уплотнительной полости касательно к боковой поверхности губки манжеты.
Спосіб відновлення роботоспроможності аксіально-поршневої гідромашини
Номер патенту: 18770
Опубліковано: 25.12.1997
Автори: Дєєв Віктор Алєксандровіч, Медяник Віктор Григорович, Гаркуша Анатолій Григорович, Ткаченко Володимир Олександрович, Алексєєв Володимир Васильович, Бізик Микола Константинович
МПК: F04B 1/20
Мітки: спосіб, відновлення, роботоспроможності, аксіально-поршневої, гідромашини
Формула / Реферат:
1. Способ восстановления работоспособности аксиально-поршневой гидромашины с блоком цилиндров, расположенным на приводном валу в корпусе, приставным дном к блоку цилиндров и распределителем, заключающийся в том, что изношенные поверхности трущихся деталей распределительной пары притирают до выведения следов износа, отличающийся тем, что из гидромашины удаляют приставное дно, напаивают антифрикционным материалом торец блока цилиндров,...
Спосіб відновлення працездатності аксіально поршневої гідромашини
Номер патенту: 6930
Опубліковано: 31.03.1995
Автори: Ткаченко Валентин Олександрович, Штутман Павло Леонідович, Зюбанов Вячеслав Васильович, Лисенко Сергій Володимирович, Зацепило Євген Іванович
МПК: F04B 1/20
Мітки: відновлення, гідромашини, працездатності, спосіб, поршневої, аксіально
Формула / Реферат:
(57) Способ восстановления работоспособности аксиально-поршневой гидромашины, содержащей блок цилиндров с плунжерами, наклонную шайбу, контактирующую с опорой, пружину поджима блока цилиндров к распределителю и втулку, ограничивающую деформацию пружины, заключающийся в выведении следов износа с торцевых поверхностей трения и восстановления размерной цепи гидромашины, отличающий-с я тем. что восстановление размерной цепи производят путем...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: деталей, відновлення, сталевих, спосіб
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення шестерен
Номер патенту: 28864
Опубліковано: 16.10.2000
Автори: Кулешков Юрій Володимирович, Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна, Черновол Михайло Іванович, Хромов Василь Миколайович
МПК: B22D 19/10
Мітки: шестерен, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення шестерен, який включав нагрівання до температури пластичності, деформування в штампі на величину, необхідну для відновлення, штатну термічну обробку і подальшу механічну обробку, який відрізняється тим, що відновлення виконують у два етапи с механіко-термоциклічної обробки, які періодично змінюють один одного: на 1 етапі швидкісне нагрівання виконують до температури АС3+ (50...100°С) без витримки з загальною кількістю...
Попередній патент: Мікрохвильова інтегрована телерадіоінформаційна система “мітріс-м”
Наступний патент: Форсунка дизельного двигуна внутрішнього згоряння
Випадковий патент: Спосіб вимірювання щільності тканин анатомічних препаратів