Пристрій для створення високого тиску
Номер патенту: 48991
Опубліковано: 12.04.2010
Автори: Осипов Олександр Сергійович, Петруша Ігор Андрійович, Бондаренко Микола Олександрович, Гаран Анатолій Григорович
Формула / Реферат
1. Пристрій для створення високого тиску, що містить дві співвісно розташовані матриці, на звернених один до одного торцях яких виконано центральні заглиблення для розташування контейнера, який складається з ємності з осьовим отвором і торцевих елементів, та концентрично до них принаймні по одній кільцевій канавці, який відрізняється тим, що центральні заглиблення матриць виконані з плоским дном або дном, яке є фігурою обертання, сполученим з боковою поверхнею, при цьому відношення максимальної висоти дна до його діаметра не перевищує 1/10.
2. Пристрій за п. 1, який відрізняється тим, що бокова поверхня складається з принаймні однієї конічної поверхні і/або поверхні обертання, твірна будь-якої із згаданих поверхонь обертання є кривою лінією, а кут між дотичною до твірної або кут нахилу твірної конічної поверхні та віссю матриць складає 25-65°.
3. Пристрій за пп. 1, 2, який відрізняється тим, що висота бокової поверхні складає 0,2-0,5 діаметра дна.
4. Пристрій за пп. 1-3, який відрізняється тим, що центральні заглиблення виконані зі сферичним дном, сполученим з боковою поверхнею, яка складається із також сполучених між собою конічної і сферичної поверхонь.
Текст
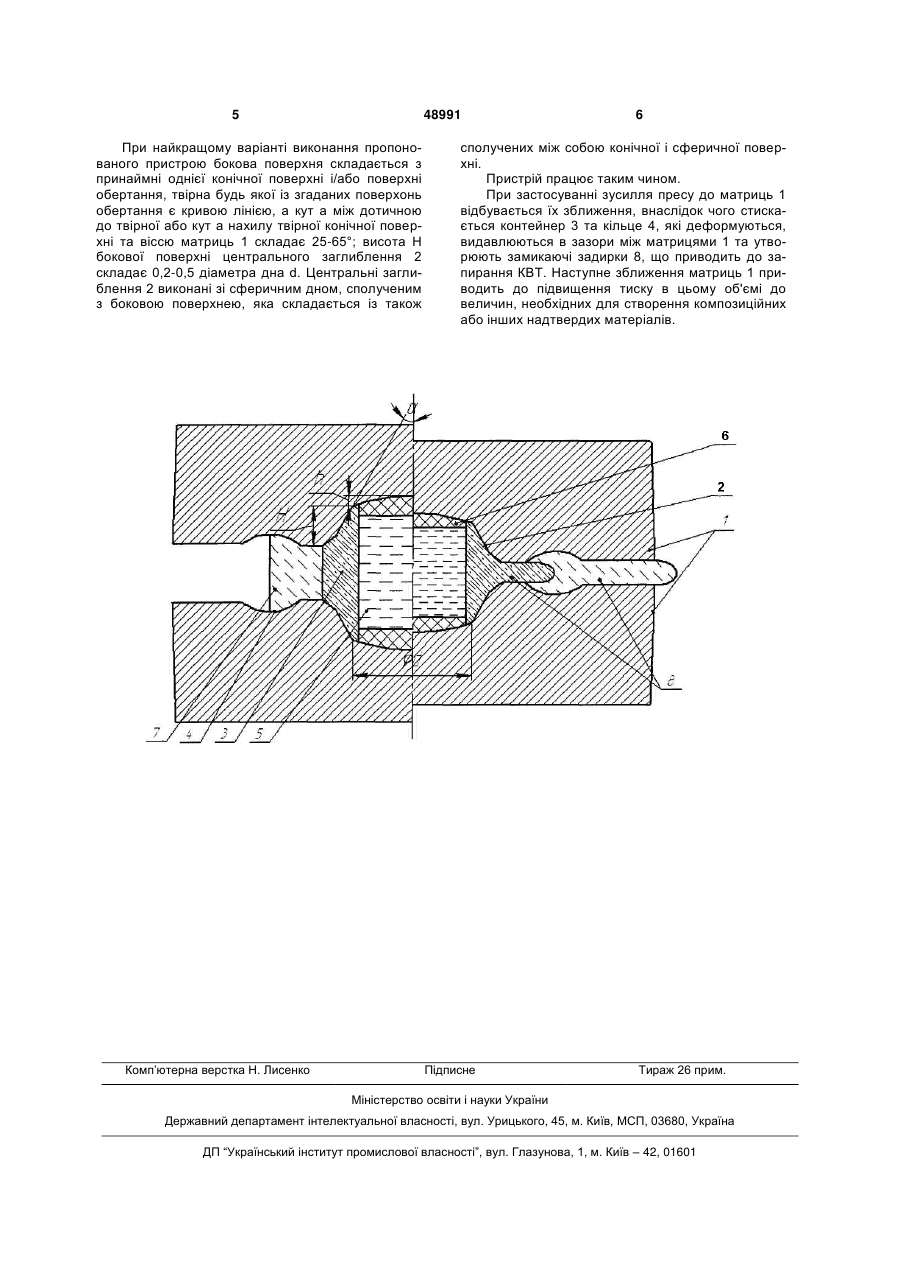
1. Пристрій для створення високого тиску, що містить дві співвісно розташовані матриці, на звернених один до одного торцях яких виконано центральні заглиблення для розташування контейнера, який складається з ємності з осьовим отвором і торцевих елементів, та концентрично до них принаймні по одній кільцевій канавці, який ві 3 ється їхнє передчасне руйнування, крім того означена вище причина призводить до виникнення структурних неоднорідностей у композиційному матеріалі, що виготовляється, та низького виходу годних зразків, а також обумовлює некоректність при проведенні досліджень. В основу корисної моделі поставлено завдання такого вдосконалення ПВТ, при якому за рахунок зміни геометрії центрального заглиблення забезпечується відсутність значних перепадів тиску в робочому об'ємі, що запобігає виникненню критичних напруг у матрицях, внаслідок чого збільшується їхня стійкість, а також створюються посилання для збільшення робочого об'єму ПВТ, тобто розширення технологічних можливостей пристрою; за рахунок вибору нахилу бокової поверхні додатково забезпечуються такі умови виготовлення композиційних надтвердих матеріалів, при яких утворюється однорідна структура зразків, тобто підвищується якість зразків та збільшується вихід годних, завдяки виконанню центрального заглиблення за п.3 формули забезпечується найбільший об'єм отриманих годних композиційних надтвердих матеріалів, а при виконанні пристрою за п.4 формули може бути отримано найкращий варіант реалізації ПВТ. Означене завдання вирішується завдяки тому, що у пристрої для створення високого тиску, що містить дві співвісно розташовані матриці, на звернених один до одного торцях яких виконано центральні заглиблення для розташування контейнера, який складається з ємності з осьовим отвором і торцевих елементів, та концентрично до них принаймні по одній кільцевій канавці, згідно корисної моделі, центральні заглиблення виконано з плоским дном або дном, яке є фігурою обертання, сполученим з принаймні однією конічною поверхнею і/або поверхнею обертання, при цьому відношення максимальної висоти дна до його діаметра не перевищує 1/10; при найкращих варіантах виконання пристрою твірна будь якої із згаданих поверхонь обертання є кривою лінією, а кут між дотичною до твірної або кут нахилу твірної конічної поверхні та віссю матриць складає 25-65°; висота бокової поверхні складає 0,2-0,5 діаметра дна; центральні заглиблення виконані зі сферичним дном, сполученим з боковою поверхнею, яка складається із також сполучених між собою конічної і сферичної поверхні. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному: Завдяки виконанню пристрою для створення високого тиску за п.1 при застосуванні його у виготовленні композиційних надтвердих матеріалів, як правило тіл циліндричної форми, наприклад алмазно-твердосплавних пластин, полікристалічних алмазів, пластин кубічного нітриду бору, тощо, відстань між поверхнею дна матриці та паралельними площинами матеріалу, що виготовляється, постійна, або змінюється несуттєво, та незважаючи на те, що стискальність матеріалу контейнера та матеріалу з якого виготовляється композиційні надтверді матеріали різні, зразок піддається рів 48991 4 номірному торцевому обтисненню, а відповідно і напруги, які виникають в матриці, також не мають значних перепадів, до чого може призвести вихід за межі пропонованого співвідношення між максимальною висотою дна та його діаметром. Крім того створюються посилання для значного збільшення робочого об'єму ПВТ (до 40% об'єму КВТ) у порівнянні з прототипом (до 10% КВТ) при однакових діаметрах центрального заглиблення. Завдяки виконанню ПВТ з пропонованою формою бокової поверхні центрального заглиблення зменшується інтенсивність витікання матеріалу контейнеру із КВТ, як наслідок, вже на початковій стадії створення тиску забезпечується надійна бокова підтримка зразка, це створює посилання для його всебічного рівномірного обтиснення, та збільшення виходу годних зразків. Як показали експериментальні дослідження при виконанні пристрою за п.3 забезпечується найбільший об'єм отриманих годних композиційних надтвердих матеріалів. Сукупність ознак за п.4 дає наступні результати. Виконання дна сферичним компенсує невеликий надлишковий тиск, який створюється на вісі матриці за рахунок того, що витікання торцевого елемента контейнеру з-під країв зразка відбувається у радіальному напрямі назовні та всередину, таким чином створюється найбільш рівномірне торцеве обтиснення зразка, що дає можливість отримувати найкращі результати за структурною однорідністю надтвердих композиційних матеріалів. А перехід конічної бокової поверхні у сферичну дещо зменшує зсувні напруги, які діють на кромку центрального заглиблення матриці при витіканні матеріалу контейнера із КВТ коли відбувається зближення матриць, що позитивно впливає на збільшення їхньої стійкість. На кресленні показано осьовий переріз пристрою для створення високого тиску, зліва до осьової лінії - переріз пристрою до стискання, справа - після застосування зусилля пресу. Пристрій виконано з високоміцного матеріалу, наприклад з легованої жароміцної сталі або твердого сплаву. Схема нагріву ПВТ, яка створює необхідні для виготовлення композиційних надтвердих матеріалів термічні умови, на кресленні не показана. Пристрій містить дві співвісно розташовані матриці 1, на звернених один до одного торцях яких виконано центральні заглиблення 2 для розташування контейнера 3 та концентрично до них принаймні по одній кільцевій канавці 4, контейнер 3 виконано у вигляді ємності з осьовим отвором для розташування зразка 5 та торцевих елементів контейнеру 6, ззовні контейнер 3 має кільце 7, причому контейнер 3, кільце 4 та торцеві елементи 6 виконано з достатньо пластичного матеріалу, наприклад на основі літографського каменю або пірофіліту. Центральні заглиблення 2 матриць 1 виконані з плоским дном діаметром d, або дном, яке є фігурою обертання, сполученим з боковою поверхнею висотою Н, при цьому відношення максимальної висоти дна h до його діаметра d не перевищує 1/10. 5 48991 При найкращому варіанті виконання пропонованого пристрою бокова поверхня складається з принаймні однієї конічної поверхні і/або поверхні обертання, твірна будь якої із згаданих поверхонь обертання є кривою лінією, а кут а між дотичною до твірної або кут а нахилу твірної конічної поверхні та віссю матриць 1 складає 25-65°; висота Н бокової поверхні центрального заглиблення 2 складає 0,2-0,5 діаметра дна d. Центральні заглиблення 2 виконані зі сферичним дном, сполученим з боковою поверхнею, яка складається із також Комп’ютерна верстка Н. Лиcенко 6 сполучених між собою конічної і сферичної поверхні. Пристрій працює таким чином. При застосуванні зусилля пресу до матриць 1 відбувається їх зближення, внаслідок чого стискається контейнер 3 та кільце 4, які деформуються, видавлюються в зазори між матрицями 1 та утворюють замикаючі задирки 8, що приводить до запирання КВТ. Наступне зближення матриць 1 приводить до підвищення тиску в цьому об'ємі до величин, необхідних для створення композиційних або інших надтвердих матеріалів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for pressurization
Автори англійськоюOsipov Oleksandr Serhiiovych, Bondarenko Mykola Oleksandrovych, Petrusha Ihor Andriiovych, Haran Anatolii Hryhorovych
Назва патенту російськоюУстройство для создания высокого давления
Автори російськоюОсипов Александр Сергеевич, Бондаренко Николай Александрович, Петруша Игорь Андреевич, Гаран Анатолий Григорьевич
МПК / Мітки
МПК: B01J 3/06
Мітки: тиску, пристрій, високого, створення
Код посилання
<a href="https://ua.patents.su/3-48991-pristrijj-dlya-stvorennya-visokogo-tisku.html" target="_blank" rel="follow" title="База патентів України">Пристрій для створення високого тиску</a>
Пристрій для створення високого тиску та температури
Номер патенту: 75981
Опубліковано: 15.06.2006
Автори: Клочко Тимофій Олександрович, Мосін Віктор Олександрович, Рогачов Олександр Володимирович
МПК: B01J 3/06
Мітки: пристрій, температури, високого, тиску, створення
Формула / Реферат:
Пристрій для створення високого тиску та температури, що містить дві співвісно розташовані матриці з центральними заглибинами, які скріплені кільцями підтримки, контейнер з реакційною шихтою, встановлений в заглибинах матриць, та прокладки з спеченого металевого порошку, розташовані між контейнером і матрицею, який відрізняється тим, що у центрах заглибин матриць між дном заглибини матриці та контейнером з реакційною шихтою встановлені...
Пристрій для створення високого тиску і температури
Номер патенту: 70815
Опубліковано: 15.10.2004
Автори: Осипов Олександр Сергійович, Петруша Ігор Андрійович, Гаран Анатолій Григорович
МПК: B01J 3/06
Мітки: пристрій, високого, створення, тиску, температури
Формула / Реферат:
1. Пристрій для створення високого тиску і температури, що містить дві співвісно розташовані матриці із зустрічно виконаними центральними заглибленнями, у яких встановлено контейнер з розміщеним усередині нього нагрівачем, а на торцях якого розташовані струмовводи та нагрівачі-струмовводи, який відрізняється тим, що струмовводи виконано збірними, причому кожен з них складається з кільцевого елементу та двох пластин, які зміщено одна відносно...
Пристрій для створення високого тиску і температури
Номер патенту: 44045
Опубліковано: 15.01.2002
Автори: Мінченко Григорій Васильович, Олейніков Борис Андрійович, Петренко Валентин Іванович
МПК: B01J 3/06
Мітки: створення, пристрій, температури, тиску, високого
Формула / Реферат:
Пристрій для створення високого тиску і температури, що містить дві співвісно встановлені матриці з центральними заглибленнями і суміжними кільцевими виточками на звернутих один до одного торцях, утвореними перетинанням двох конічних поверхонь ,що складають камеру стиснення, в якій розташовано контейнер із зразком, який відрізняється тим, що кільцеві виточки по місцю перетинання конічних поверхонь мають зустрічні виступи, висота яких не...
Апарат для створення високого тиску і температури

Номер патенту: 79645
Опубліковано: 10.07.2007
Автор: Боримський Олександр Іванович
МПК: B01J 3/06
Мітки: апарат, високого, створення, тиску, температури
Формула / Реферат:
Апарат для створення високого тиску і температури, що містить дві сталеві матриці із центральними заглибленнями на обернених один до одного торцях, запресовані в блоки скріпних кілець, та встановлений в заглибленнях контейнер з порожниною для розміщення зразка, який відрізняється тим, що матриці виконано із сталі з твердістю HRC 59…64, а відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає...
Апарат для створення високого тиску і температури

Номер патенту: 10551
Опубліковано: 15.11.2005
Автор: Боримський Олександр Іванович
МПК: B01J 3/06
Мітки: апарат, високого, температури, створення, тиску
Формула / Реферат:
Апарат для створення високого тиску і температури, що містить дві сталеві матриці із центральними заглибленнями на обернутих один до одного торцях, запресовані в блоки скріпних кілець, та встановлений в заглибленнях контейнер з порожниною для розміщення зразка, який відрізняється тим, що відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31.
Попередній патент: Внутрішньовалковий конусний млин вібраційного типу
Наступний патент: Спосіб використання каналів абонентського доступу стандарту cdma 2000 evdo rev. a,b,c (imt-мc) для ip-трансляції протоколів a-bis (gsm) та іub (umts)
Випадковий патент: Композиція для отримання терморегулюючого покриття класу "сонячні відбивачі"