Апарат для створення високого тиску і температури

Формула / Реферат
Апарат для створення високого тиску і температури, що містить дві сталеві матриці із центральними заглибленнями на обернених один до одного торцях, запресовані в блоки скріпних кілець, та встановлений в заглибленнях контейнер з порожниною для розміщення зразка, який відрізняється тим, що матриці виконано із сталі з твердістю HRC 59…64, а відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31.
Текст
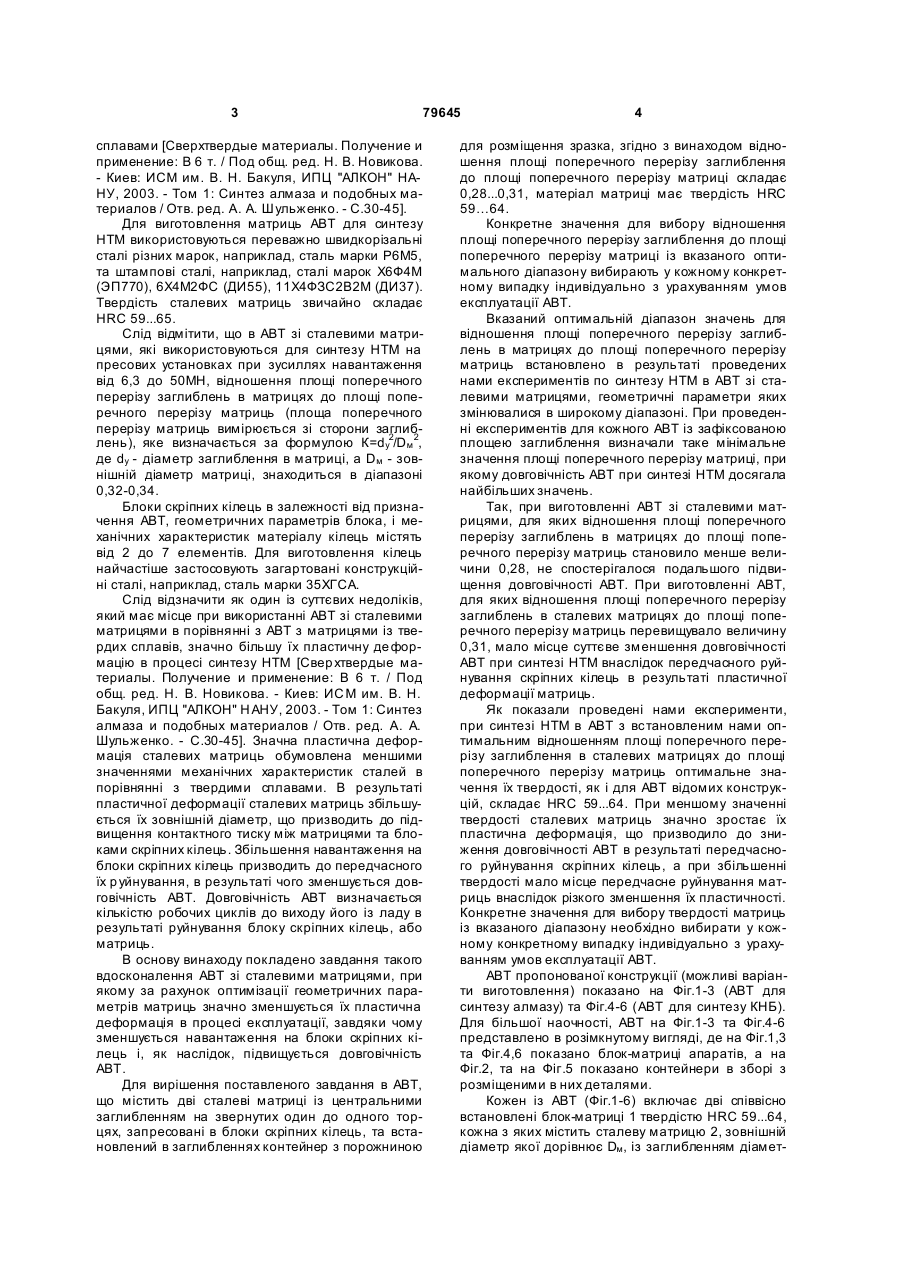
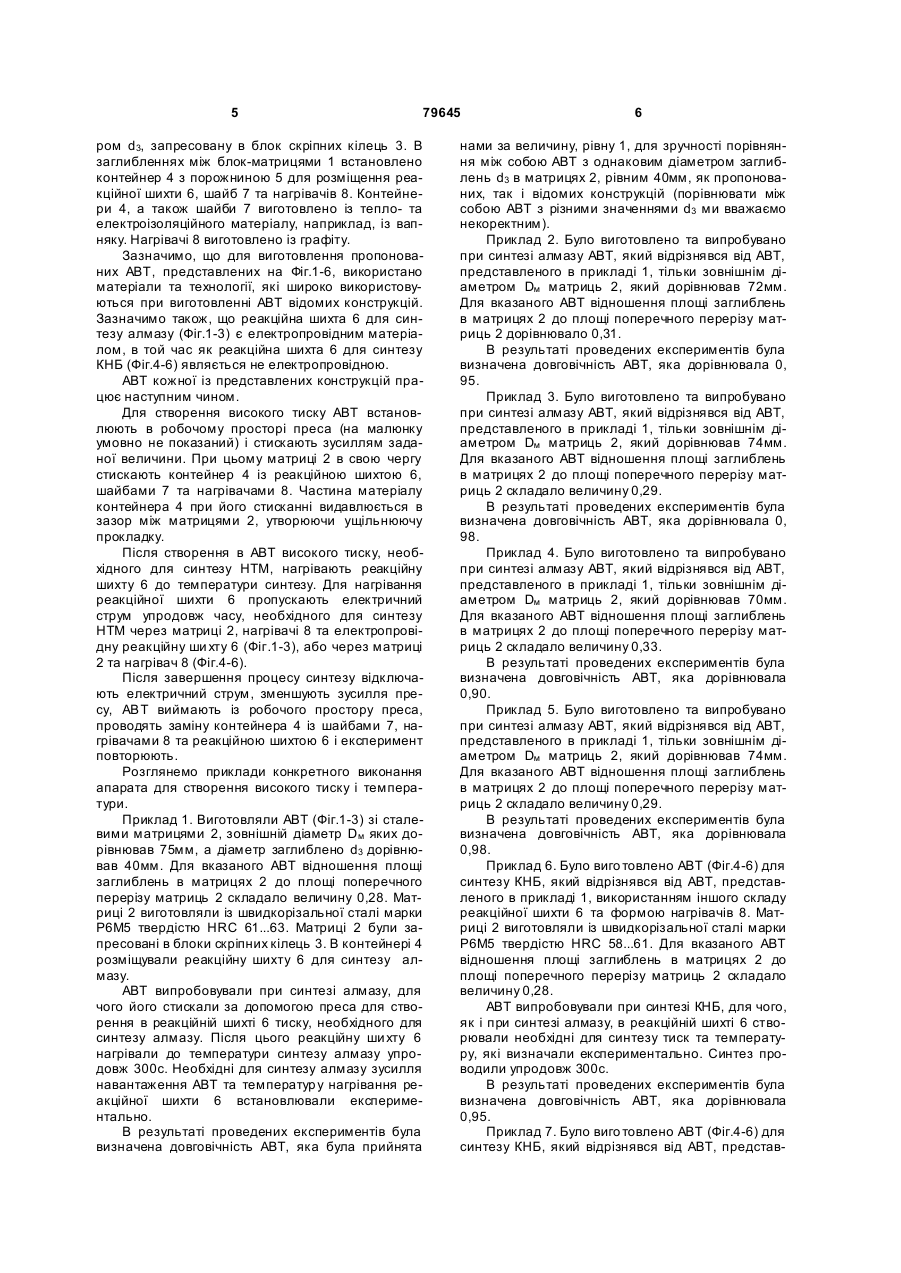
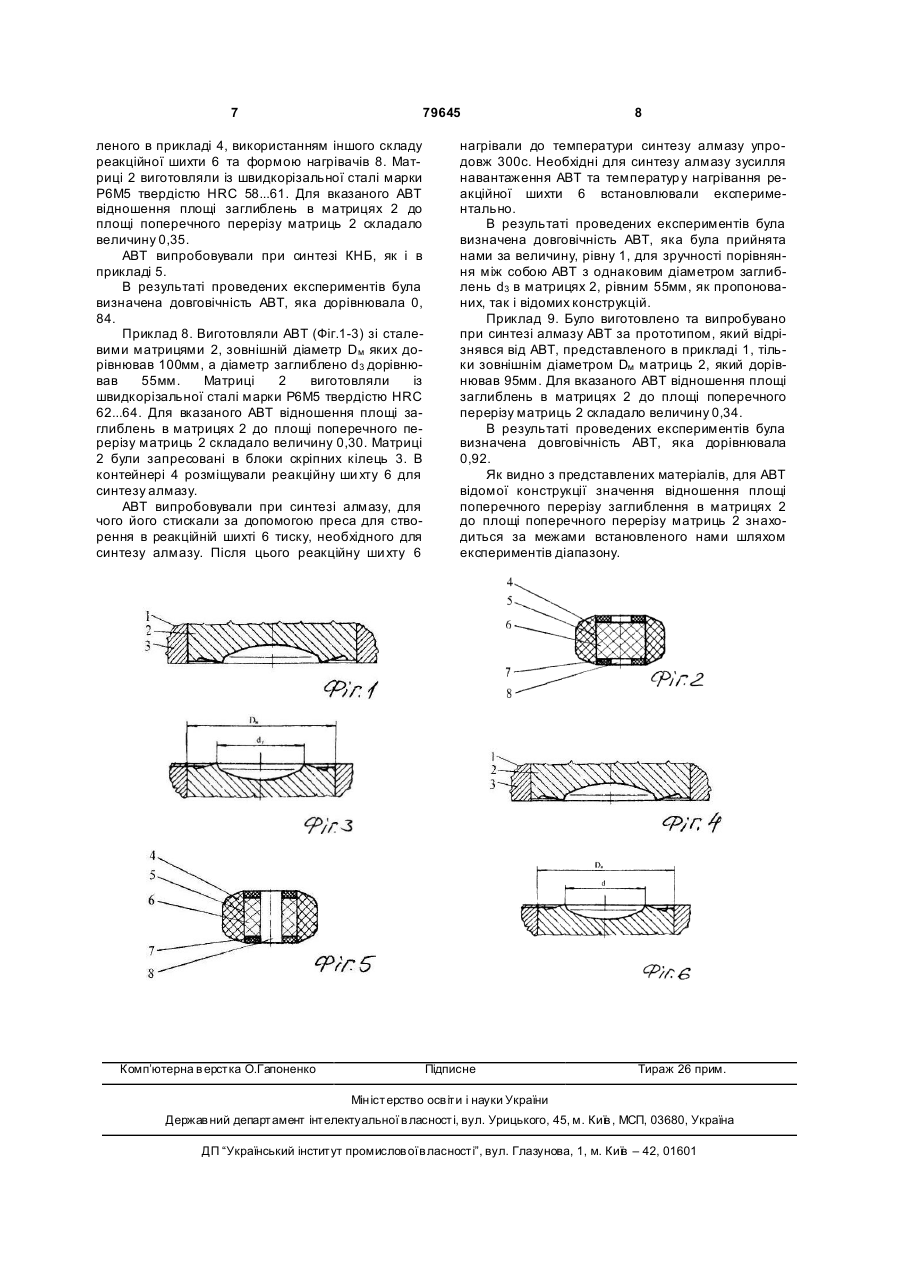
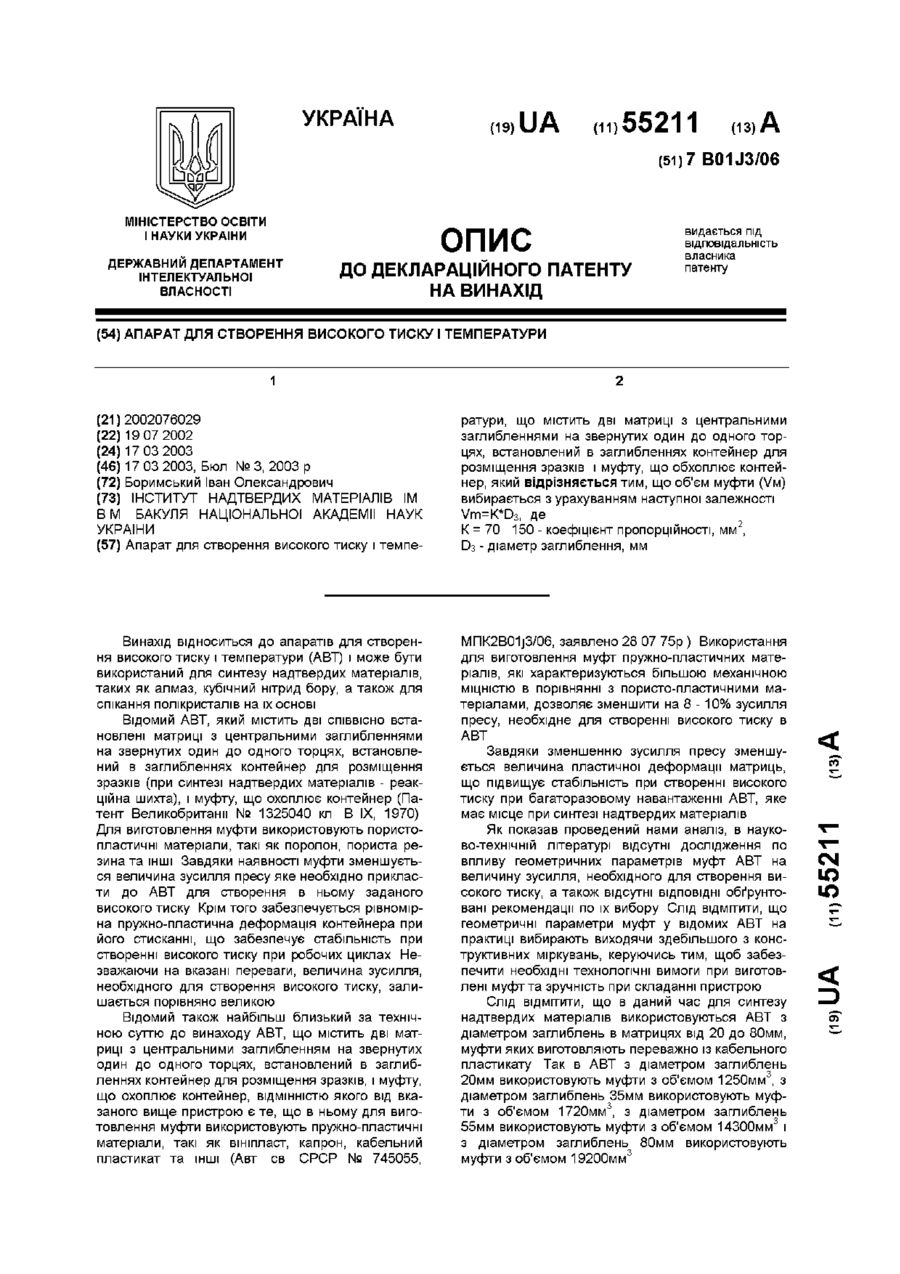
Апарат для створення високого тиску і температури, що містить дві сталеві матриці із центральними заглибленнями на обернених один до одного торцях, запресовані в блоки скріпних кілець, та встановлений в заглибленнях контейнер з порожниною для розміщення зразка, який відрізняється тим, що матриці виконано із сталі з твердістю HRC 59…64, а відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31. (19) (21) a200504591 (22) 17.05.2005 (24) 10.07.2007 (46) 10.07.2007, Бюл. № 10, 2007 р. (72) Боримський Олександр Іванович (73) Інститут надтвердих матеріалів ім.В.М.Бакуля НАН України, Боримський Олександр Іванович (56) UA 7325, B01J3/06, B22F3/15, 1995 UA 20524, B01J3/06, 1997 UA 5087, B01J3/06, 1994 US 3746484, B30B11/32, 1973 US 3732043, B30B11/32, 1973 GB 1524621, B01J3/06, 1978 Сверхтвердые материалы. Получение и применение. Монография в 6 т./ Под общей редакцией 3 79645 сплавами [Сверхтвердые материалы. Получение и применение: В 6 т. / Под общ. ред. Н. В. Новикова. - Киев: ИСМ им. В. Н. Бакуля, ИПЦ "АЛКОН" НАНУ, 2003. - Том 1: Синтез алмаза и подобных материалов / Отв. ред. А. А. Шульженко. - С.30-45]. Для виготовлення матриць АВТ для синтезу НТМ використовуються переважно швидкорізальні сталі різних марок, наприклад, сталь марки Р6М5, та штампові сталі, наприклад, сталі марок Х6Ф4М (ЭП770), 6Х4М2ФС (ДИ55), 11Х4ФЗС2В2М (ДИ37). Твердість сталевих матриць звичайно складає HRC 59...65. Слід відмітити, що в АВТ зі сталевими матрицями, які використовуються для синтезу НТМ на пресових установках при зусиллях навантаження від 6,3 до 50МН, відношення площі поперечного перерізу заглиблень в матрицях до площі поперечного перерізу матриць (площа поперечного перерізу матриць вимірюється зі сторони заглиблень), яке визначається за формулою К=dy2/Dм 2, де dy - діаметр заглиблення в матриці, a Dм - зовнішній діаметр матриці, знаходиться в діапазоні 0,32-0,34. Блоки скріпних кілець в залежності від призначення АВТ, геометричних параметрів блока, і механічних характеристик матеріалу кілець містять від 2 до 7 елементів. Для виготовлення кілець найчастіше застосовують загартовані конструкційні сталі, наприклад, сталь марки 35ХГСА. Слід відзначити як один із суттєвих недоліків, який має місце при використанні АВТ зі сталевими матрицями в порівнянні з АВТ з матрицями із твердих сплавів, значно більшу їх пластичну де формацію в процесі синтезу НТМ [Свер хтвердые материалы. Получение и применение: В 6 т. / Под общ. ред. Н. В. Новикова. - Киев: ИС М им. В. Н. Бакуля, ИПЦ "АЛКОН" Н АНУ, 2003. - Том 1: Синтез алмаза и подобных материалов / Отв. ред. А. А. Шульженко. - С.30-45]. Значна пластична деформація сталевих матриць обумовлена меншими значеннями механічних характеристик сталей в порівнянні з твердими сплавами. В результаті пластичної деформації сталевих матриць збільшується їх зовнішній діаметр, що призводить до підвищення контактного тиску між матрицями та блоками скріпних кілець. Збільшення навантаження на блоки скріпних кілець призводить до передчасного їх р уйнування, в результаті чого зменшується довговічність АВТ. Довговічність АВТ визначається кількістю робочих циклів до виходу його із ладу в результаті руйнування блоку скріпних кілець, або матриць. В основу винаходу покладено завдання такого вдосконалення АВТ зі сталевими матрицями, при якому за рахунок оптимізації геометричних параметрів матриць значно зменшується їх пластична деформація в процесі експлуатації, завдяки чому зменшується навантаження на блоки скріпних кілець і, як наслідок, підвищується довговічність АВТ. Для вирішення поставленого завдання в АВТ, що містить дві сталеві матриці із центральними заглибленням на звернутих один до одного торцях, запресовані в блоки скріпних кілець, та встановлений в заглибленнях контейнер з порожниною 4 для розміщення зразка, згідно з винаходом відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31, матеріал матриці має твердість HRC 59…64. Конкретне значення для вибору відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці із вказаного оптимального діапазону вибирають у кожному конкретному випадку індивідуально з урахуванням умов експлуатації АВТ. Вказаний оптимальній діапазон значень для відношення площі поперечного перерізу заглиблень в матрицях до площі поперечного перерізу матриць встановлено в результаті проведених нами експериментів по синтезу НТМ в АВТ зі сталевими матрицями, геометричні параметри яких змінювалися в широкому діапазоні. При проведенні експериментів для кожного АВТ із зафіксованою площею заглиблення визначали таке мінімальне значення площі поперечного перерізу матриці, при якому довговічність АВТ при синтезі НТМ досягала найбільших значень. Так, при виготовленні АВТ зі сталевими матрицями, для яких відношення площі поперечного перерізу заглиблень в матрицях до площі поперечного перерізу матриць становило менше величини 0,28, не спостерігалося подальшого підвищення довговічності АВТ. При виготовленні АВТ, для яких відношення площі поперечного перерізу заглиблень в сталевих матрицях до площі поперечного перерізу матриць перевищувало величину 0,31, мало місце суттєве зменшення довговічності АВТ при синтезі НТМ внаслідок передчасного руйнування скріпних кілець в результаті пластичної деформації матриць. Як показали проведені нами експерименти, при синтезі НТМ в АВТ з встановленим нами оптимальним відношенням площі поперечного перерізу заглиблення в сталевих матрицях до площі поперечного перерізу матриць оптимальне значення їх твердості, як і для АВТ відомих конструкцій, складає HRC 59...64. При меншому значенні твердості сталевих матриць значно зростає їх пластична деформація, що призводило до зниження довговічності АВТ в результаті передчасного руйнування скріпних кілець, а при збільшенні твердості мало місце передчасне руйнування матриць внаслідок різкого зменшення їх пластичності. Конкретне значення для вибору твердості матриць із вказаного діапазону необхідно вибирати у кожному конкретному випадку індивідуально з урахуванням умов експлуатації АВТ. АВТ пропонованої конструкції (можливі варіанти виготовлення) показано на Фіг.1-3 (АВТ для синтезу алмазу) та Фіг.4-6 (АВТ для синтезу КНБ). Для більшої наочності, АВТ на Фіг.1-3 та Фіг.4-6 представлено в розімкнутому вигляді, де на Фіг.1,3 та Фіг.4,6 показано блок-матриці апаратів, а на Фіг.2, та на Фіг.5 показано контейнери в зборі з розміщеними в них деталями. Кожен із АВТ (Фіг.1-6) включає дві співвісно встановлені блок-матриці 1 твердістю HRC 59...64, кожна з яких містить сталеву матрицю 2, зовнішній діаметр якої дорівнює Dм , із заглибленням діамет 5 79645 ром d3, запресовану в блок скріпних кілець 3. В заглибленнях між блок-матрицями 1 встановлено контейнер 4 з порожниною 5 для розміщення реакційної шихти 6, шайб 7 та нагрівачів 8. Контейнери 4, а також шайби 7 виготовлено із тепло- та електроізоляційного матеріалу, наприклад, із вапняку. Нагрівачі 8 виготовлено із графіту. Зазначимо, що для виготовлення пропонованих АВТ, представлених на Фіг.1-6, використано матеріали та технології, які широко використовуються при виготовленні АВТ відомих конструкцій. Зазначимо також, що реакційна шихта 6 для синтезу алмазу (Фіг.1-3) є електропровідним матеріалом, в той час як реакційна шихта 6 для синтезу КНБ (Фіг.4-6) являється не електропровідною. АВТ кожної із представлених конструкцій працює наступним чином. Для створення високого тиску АВТ встановлюють в робочому просторі преса (на малюнку умовно не показаний) і стискають зусиллям заданої величини. При цьому матриці 2 в свою чергу стискають контейнер 4 із реакційною шихтою 6, шайбами 7 та нагрівачами 8. Частина матеріалу контейнера 4 при його стисканні видавлюється в зазор між матрицями 2, утворюючи ущільнюючу прокладку. Після створення в АВТ високого тиску, необхідного для синтезу НТМ, нагрівають реакційну шихту 6 до температури синтезу. Для нагрівання реакційної шихти 6 пропускають електричний струм упродовж часу, необхідного для синтезу НТМ через матриці 2, нагрівачі 8 та електропровідну реакційну ши хту 6 (Фіг.1-3), або через матриці 2 та нагрівач 8 (Фіг.4-6). Після завершення процесу синтезу відключають електричний струм, зменшують зусилля пресу, АВТ виймають із робочого простору преса, проводять заміну контейнера 4 із шайбами 7, нагрівачами 8 та реакційною шихтою 6 і експеримент повторюють. Розглянемо приклади конкретного виконання апарата для створення високого тиску і температури. Приклад 1. Виготовляли АВТ (Фіг.1-3) зі сталевими матрицями 2, зовнішній діаметр Dм яких дорівнював 75мм, а діаметр заглиблено d3 дорівнював 40мм. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,28. Матриці 2 виготовляли із швидкорізальної сталі марки Р6М5 твердістю HRC 61...63. Матриці 2 були запресовані в блоки скріпних кілець 3. В контейнері 4 розміщували реакційну шихту 6 для синтезу алмазу. АВТ випробовували при синтезі алмазу, для чого його стискали за допомогою преса для створення в реакційній шихті 6 тиску, необхідного для синтезу алмазу. Після цього реакційну ши хту 6 нагрівали до температури синтезу алмазу упродовж 300с. Необхідні для синтезу алмазу зусилля навантаження АВТ та температур у нагрівання реакційної шихти 6 встановлювали експериментально. В результаті проведених експериментів була визначена довговічність АВТ, яка була прийнята 6 нами за величину, рівну 1, для зручності порівняння між собою АВТ з однаковим діаметром заглиблень d3 в матрицях 2, рівним 40мм, як пропонованих, так і відомих конструкцій (порівнювати між собою АВТ з різними значеннями d3 ми вважаємо некоректним). Приклад 2. Було виготовлено та випробувано при синтезі алмазу АВТ, який відрізнявся від АВТ, представленого в прикладі 1, тільки зовнішнім діаметром Dм матриць 2, який дорівнював 72мм. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 дорівнювало 0,31. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0, 95. Приклад 3. Було виготовлено та випробувано при синтезі алмазу АВТ, який відрізнявся від АВТ, представленого в прикладі 1, тільки зовнішнім діаметром Dм матриць 2, який дорівнював 74мм. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,29. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0, 98. Приклад 4. Було виготовлено та випробувано при синтезі алмазу АВТ, який відрізнявся від АВТ, представленого в прикладі 1, тільки зовнішнім діаметром Dм матриць 2, який дорівнював 70мм. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,33. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0,90. Приклад 5. Було виготовлено та випробувано при синтезі алмазу АВТ, який відрізнявся від АВТ, представленого в прикладі 1, тільки зовнішнім діаметром Dм матриць 2, який дорівнював 74мм. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,29. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0,98. Приклад 6. Було виго товлено АВТ (Фіг.4-6) для синтезу КНБ, який відрізнявся від АВТ, представленого в прикладі 1, використанням іншого складу реакційної шихти 6 та формою нагрівачів 8. Матриці 2 виготовляли із швидкорізальної сталі марки Р6М5 твердістю HRC 58...61. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,28. АВТ випробовували при синтезі КНБ, для чого, як і при синтезі алмазу, в реакційній шихті 6 створювали необхідні для синтезу тиск та температуру, які визначали експериментально. Синтез проводили упродовж 300с. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0,95. Приклад 7. Було виго товлено АВТ (Фіг.4-6) для синтезу КНБ, який відрізнявся від АВТ, представ 7 79645 леного в прикладі 4, використанням іншого складу реакційної шихти 6 та формою нагрівачів 8. Матриці 2 виготовляли із швидкорізальної сталі марки Р6М5 твердістю HRC 58...61. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,35. АВТ випробовували при синтезі КНБ, як і в прикладі 5. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0, 84. Приклад 8. Виготовляли АВТ (Фіг.1-3) зі сталевими матрицями 2, зовнішній діаметр Dм яких дорівнював 100мм, а діаметр заглиблено d3 дорівнював 55мм. Матриці 2 виготовляли із швидкорізальної сталі марки Р6М5 твердістю HRC 62...64. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,30. Матриці 2 були запресовані в блоки скріпних кілець 3. В контейнері 4 розміщували реакційну ши хту 6 для синтезу алмазу. АВТ випробовували при синтезі алмазу, для чого його стискали за допомогою преса для створення в реакційній шихті 6 тиску, необхідного для синтезу алмазу. Після цього реакційну ши хту 6 Комп’ютерна в ерстка О.Гапоненко 8 нагрівали до температури синтезу алмазу упродовж 300с. Необхідні для синтезу алмазу зусилля навантаження АВТ та температур у нагрівання реакційної шихти 6 встановлювали експериментально. В результаті проведених експериментів була визначена довговічність АВТ, яка була прийнята нами за величину, рівну 1, для зручності порівняння між собою АВТ з однаковим діаметром заглиблень d3 в матрицях 2, рівним 55мм, як пропонованих, так і відомих конструкцій. Приклад 9. Було виготовлено та випробувано при синтезі алмазу АВТ за прототипом, який відрізнявся від АВТ, представленого в прикладі 1, тільки зовнішнім діаметром Dм матриць 2, який дорівнював 95мм. Для вказаного АВТ відношення площі заглиблень в матрицях 2 до площі поперечного перерізу матриць 2 складало величину 0,34. В результаті проведених експериментів була визначена довговічність АВТ, яка дорівнювала 0,92. Як видно з представлених матеріалів, для АВТ відомої конструкції значення відношення площі поперечного перерізу заглиблення в матрицях 2 до площі поперечного перерізу матриць 2 знаходиться за межами встановленого нами шляхом експериментів діапазону. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for creating of high pressure and temperature
Автори англійськоюBorymskyi Oleksandr Ivanovych
Назва патенту російськоюАппарат для создания высокого давления и температуры
Автори російськоюБоримский Александр Иванович
МПК / Мітки
МПК: B01J 3/06
Мітки: високого, створення, температури, апарат, тиску
Код посилання
<a href="https://ua.patents.su/4-79645-aparat-dlya-stvorennya-visokogo-tisku-i-temperaturi.html" target="_blank" rel="follow" title="База патентів України">Апарат для створення високого тиску і температури</a>
Апарат для створення високого тиску і температури

Номер патенту: 10551
Опубліковано: 15.11.2005
Автор: Боримський Олександр Іванович
МПК: B01J 3/06
Мітки: тиску, високого, температури, апарат, створення
Формула / Реферат:
Апарат для створення високого тиску і температури, що містить дві сталеві матриці із центральними заглибленнями на обернутих один до одного торцях, запресовані в блоки скріпних кілець, та встановлений в заглибленнях контейнер з порожниною для розміщення зразка, який відрізняється тим, що відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31.
Апарат для створення високого тиску і температури
Номер патенту: 55211
Опубліковано: 15.08.2005
Автор: Боримський Іван Олександрович
МПК: B01J 3/06
Мітки: апарат, високого, створення, температури, тиску
Формула / Реферат:
Апарат для створення високого тиску і температури містить дві сталеві матриці із центральними заглибленнями на обернутих один до одного торцях та встановлений в заглибленнях контейнер з порожниною для розміщення зразка. Матриці запресовані в блоки скріпних кілець. Відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31.
Апарат для створення високого тиску і температури
Номер патенту: 7455
Опубліковано: 15.06.2005
Автор: Боримський Іван Олександрович
Мітки: температури, тиску, високого, створення, апарат
Формула / Реферат:
1. Апарат для створення високого тиску і температури, що містить робочі елементи, призначені для стискання контейнера з порожниною для розміщення реакційної шихти, і нагрівач у вигляді стержня, встановлений співвісно порожнині, який відрізняється тим, що діаметр нагрівача принаймні на ділянці, яка дорівнює висоті порожнини в контейнері, призначеній для розміщення реакційної шихти, складає 0,4...0,6 діаметра порожнини в контейнері.2....
Апарат для створення високого тиску і температури
Номер патенту: 77815
Опубліковано: 15.01.2007
Автор: Боримський Іван Олександрович
Мітки: апарат, високого, створення, температури, тиску
Формула / Реферат:
1. Апарат для створення високого тиску і температури, що містить робочі елементи, призначені для стискання контейнера з порожниною для розміщення реакційної шихти, електроізоляційні кільця і нагрівач у вигляді стрижня встановлений співвісно порожнині, який відрізняється тим, що діаметр нагрівача принаймні на ділянці, яка дорівнює висоті порожнини в контейнері, призначеної для розміщення реакційної шихти, складає 0,4...0,6 діаметра порожнини в...
Пристрій для створення високого тиску та температури
Номер патенту: 75981
Опубліковано: 15.06.2006
Автори: Клочко Тимофій Олександрович, Мосін Віктор Олександрович, Рогачов Олександр Володимирович
МПК: B01J 3/06
Мітки: створення, пристрій, температури, високого, тиску
Формула / Реферат:
Пристрій для створення високого тиску та температури, що містить дві співвісно розташовані матриці з центральними заглибинами, які скріплені кільцями підтримки, контейнер з реакційною шихтою, встановлений в заглибинах матриць, та прокладки з спеченого металевого порошку, розташовані між контейнером і матрицею, який відрізняється тим, що у центрах заглибин матриць між дном заглибини матриці та контейнером з реакційною шихтою встановлені...
Попередній патент: Протиобмерзальна система для вітряної установки
Наступний патент: Спосіб проведення високоекзотермічних окисних реакцій в псевдоізотермічних умовах
Випадковий патент: Фармацевтична композиція для лікування запальних захворювань шлунково-кишкового тракту