Автомат складальний

Формула / Реферат
1. Автомат складальний, що включає завантажувальні, технологічні та вивантажувальні механізми, який відрізняється тим, що як завантажувальні механізми використовують відцентровий бункер-орієнтатор ковпачка та відцентровий бункер-орієнтатор накладки, що сполучені відповідно з вузлом орієнтації ковпачка та вузлом орієнтації накладки, які з'єднані з відповідними спрямовуючими лотками, нахиленими під кутом 45° до горизонтальної поверхні і сполученими з планшайбою з гніздами, установленою на поворотному столі і сполученою з вузлом термоформування з пуансонами, виконаними з можливістю опускання/піднімання за допомогою пневмоциліндрів, кількість яких дорівнює кількості підготовлених ковпачків з накладками, причому автомат містить лічильник імпульсів для установлення часу термоформування та регулятор температури, як вивантажувальні механізми використовують скидач на лоток скидання та ємність для зібраних виробів, при цьому автомат має привід обертання напільний електричний, панель керування, пульт керування, пневмопанель.
2. Автомат за п. 1, який відрізняється тим, що планшайба містить гнізда укладання ковпачків, гнізда укладання накладки, гнізда складання ковпачків з накладками, гнізда скидання готових виробів.
3. Автомат за п. 1, який відрізняється тим, що на спрямовуючих лотках установлені електричні датчики для запуску/зупинки бункерів-орієнтаторів.
4. Автомат за п. 1, який відрізняється тим, що на пульті керування є перемикач для запуску планшайби.
5. Автомат за п. 1, який відрізняється тим, що гнізда планшайби виконано по формі виробу.
6. Автомат за п. 1, який відрізняється тим, що кожен пуансон має окрему ізоляцію.
Текст
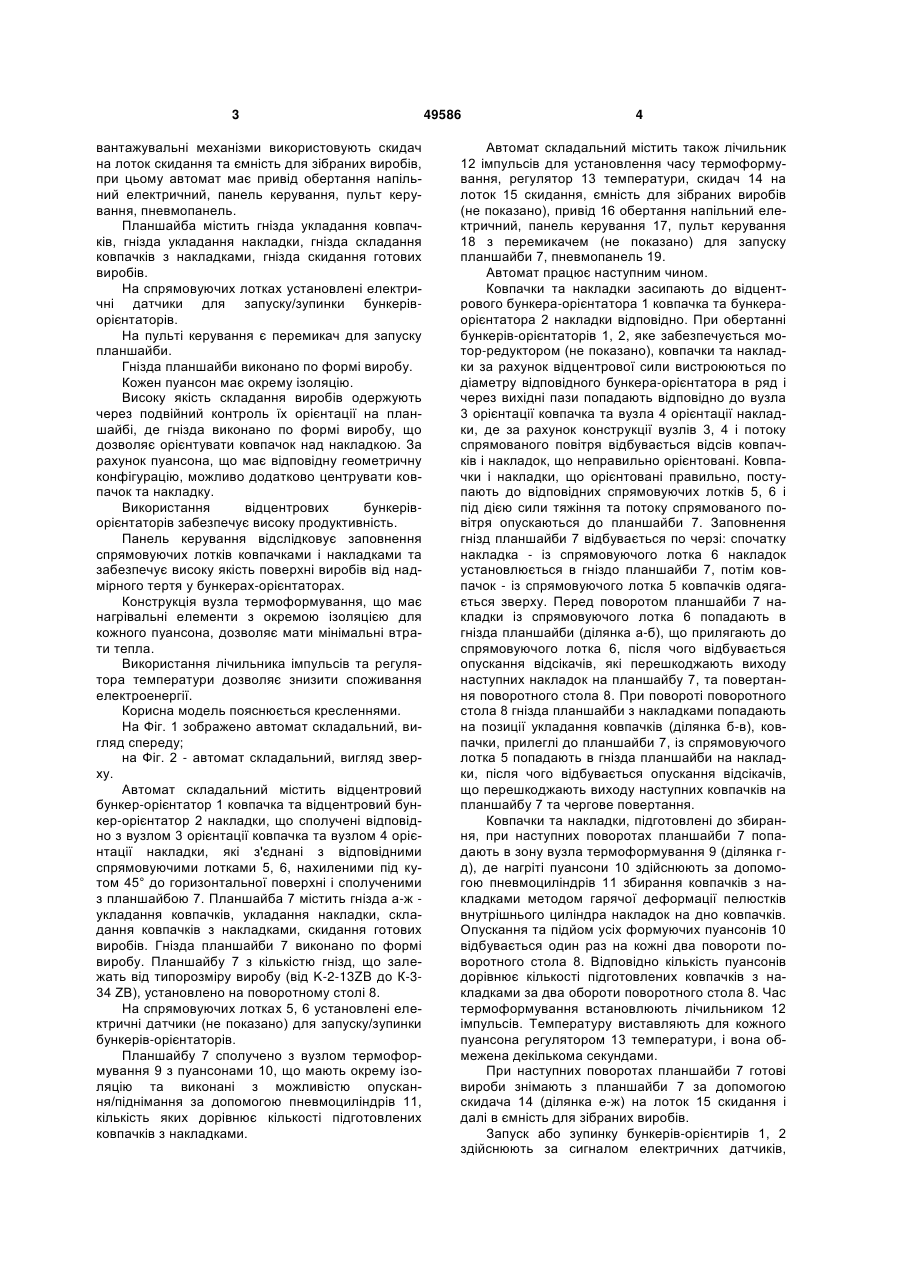
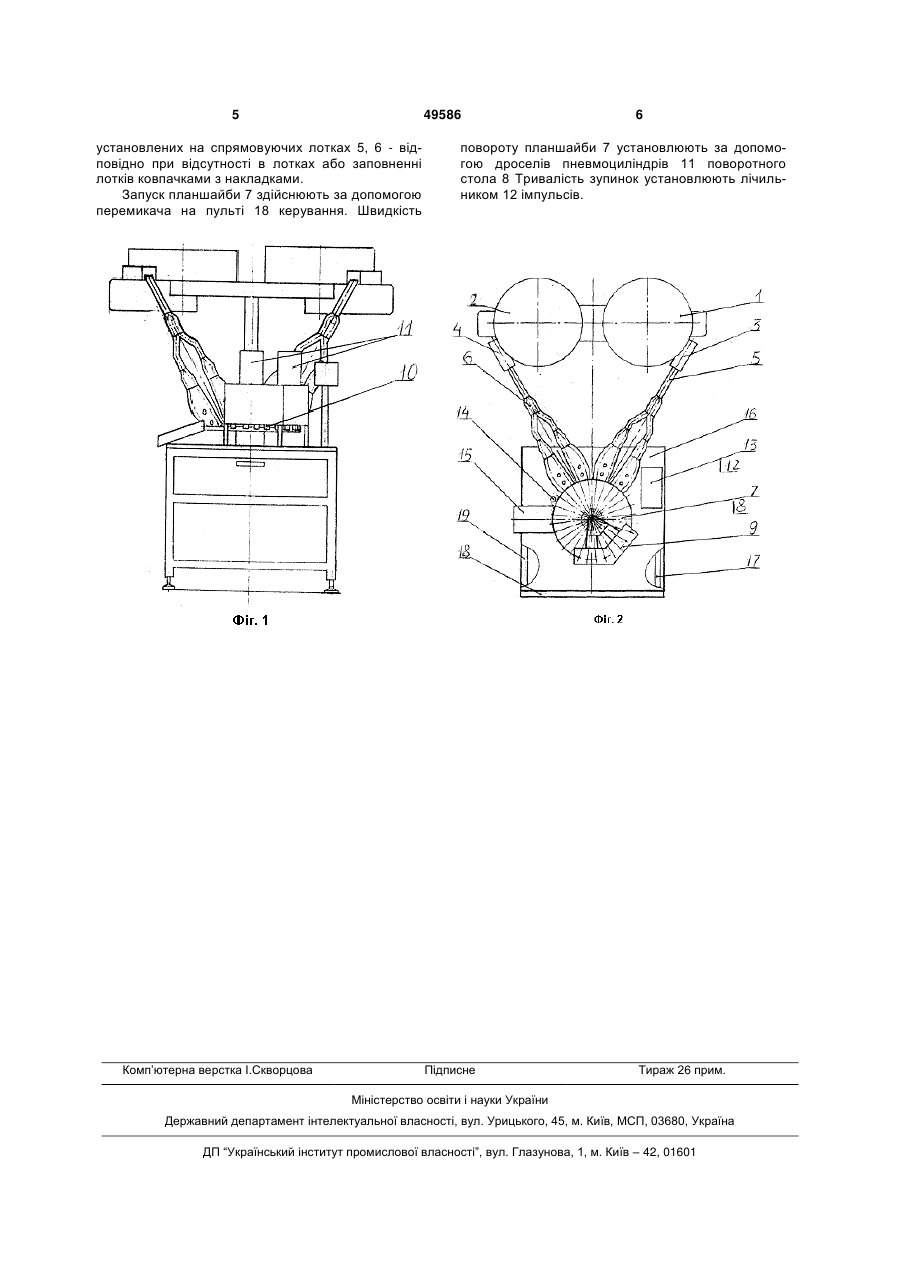
1. Автомат складальний, що включає завантажувальні, технологічні та вивантажувальні механізми, який відрізняється тим, що як завантажувальні механізми використовують відцентровий бункер-орієнтатор ковпачка та відцентровий бункер-орієнтатор накладки, що сполучені відповідно з вузлом орієнтації ковпачка та вузлом орієнтації накладки, які з'єднані з відповідними спрямовуючими лотками, нахиленими під кутом 45° до горизонтальної поверхні і сполученими з планшайбою з гніздами, установленою на поворотному столі і сполученою з вузлом термоформування з пуансонами, виконаними з можливістю опускання/піднімання за допомогою пневмоциліндрів, кількість яких дорівнює кількості підготовлених ковпачків з накладками, причому автомат містить U 1 3 вантажувальні механізми використовують скидач на лоток скидання та ємність для зібраних виробів, при цьому автомат має привід обертання напільний електричний, панель керування, пульт керування, пневмопанель. Планшайба містить гнізда укладання ковпачків, гнізда укладання накладки, гнізда складання ковпачків з накладками, гнізда скидання готових виробів. На спрямовуючих лотках установлені електричні датчики для запуску/зупинки бункеріворієнтаторів. На пульті керування є перемикач для запуску планшайби. Гнізда планшайби виконано по формі виробу. Кожен пуансон має окрему ізоляцію. Високу якість складання виробів одержують через подвійний контроль їх орієнтації на планшайбі, де гнізда виконано по формі виробу, що дозволяє орієнтувати ковпачок над накладкою. За рахунок пуансона, що має відповідну геометричну конфігурацію, можливо додатково центрувати ковпачок та накладку. Використання відцентрових бункеріворієнтаторів забезпечує високу продуктивність. Панель керування відслідковує заповнення спрямовуючих лотків ковпачками і накладками та забезпечує високу якість поверхні виробів від надмірного тертя у бункерах-орієнтаторах. Конструкція вузла термоформування, що має нагрівальні елементи з окремою ізоляцією для кожного пуансона, дозволяє мати мінімальні втрати тепла. Використання лічильника імпульсів та регулятора температури дозволяє знизити споживання електроенергії. Корисна модель пояснюється кресленнями. На Фіг. 1 зображено автомат складальний, вигляд спереду; на Фіг. 2 - автомат складальний, вигляд зверху. Автомат складальний містить відцентровий бункер-орієнтатор 1 ковпачка та відцентровий бункер-орієнтатор 2 накладки, що сполучені відповідно з вузлом 3 орієнтації ковпачка та вузлом 4 орієнтації накладки, які з'єднані з відповідними спрямовуючими лотками 5, 6, нахиленими під кутом 45° до горизонтальної поверхні і сполученими з планшайбою 7. Планшайба 7 містить гнізда а-ж укладання ковпачків, укладання накладки, складання ковпачків з накладками, скидання готових виробів. Гнізда планшайби 7 виконано по формі виробу. Планшайбу 7 з кількістю гнізд, що залежать від типорозміру виробу (від K-2-13ZB до К-334 ZB), установлено на поворотному столі 8. На спрямовуючих лотках 5, 6 установлені електричні датчики (не показано) для запуску/зупинки бункерів-орієнтаторів. Планшайбу 7 сполучено з вузлом термоформування 9 з пуансонами 10, що мають окрему ізоляцію та виконані з можливістю опускання/піднімання за допомогою пневмоциліндрів 11, кількість яких дорівнює кількості підготовлених ковпачків з накладками. 49586 4 Автомат складальний містить також лічильник 12 імпульсів для установлення часу термоформування, регулятор 13 температури, скидач 14 на лоток 15 скидання, ємність для зібраних виробів (не показано), привід 16 обертання напільний електричний, панель керування 17, пульт керування 18 з перемикачем (не показано) для запуску планшайби 7, пневмопанель 19. Автомат працює наступним чином. Ковпачки та накладки засипають до відцентрового бункера-орієнтатора 1 ковпачка та бункераорієнтатора 2 накладки відповідно. При обертанні бункерів-орієнтаторів 1, 2, яке забезпечується мотор-редуктором (не показано), ковпачки та накладки за рахунок відцентрової сили вистроюються по діаметру відповідного бункера-орієнтатора в ряд і через вихідні пази попадають відповідно до вузла 3 орієнтації ковпачка та вузла 4 орієнтації накладки, де за рахунок конструкції вузлів 3, 4 і потоку спрямованого повітря відбувається відсів ковпачків і накладок, що неправильно орієнтовані. Ковпачки і накладки, що орієнтовані правильно, поступають до відповідних спрямовуючих лотків 5, 6 і під дією сили тяжіння та потоку спрямованого повітря опускаються до планшайби 7. Заповнення гнізд планшайби 7 відбувається по черзі: спочатку накладка - із спрямовуючого лотка 6 накладок установлюється в гніздо планшайби 7, потім ковпачок - із спрямовуючого лотка 5 ковпачків одягається зверху. Перед поворотом планшайби 7 накладки із спрямовуючого лотка 6 попадають в гнізда планшайби (ділянка а-б), що прилягають до спрямовуючого лотка 6, після чого відбувається опускання відсікачів, які перешкоджають виходу наступних накладок на планшайбу 7, та повертання поворотного стола 8. При повороті поворотного стола 8 гнізда планшайби з накладками попадають на позиції укладання ковпачків (ділянка б-в), ковпачки, прилеглі до планшайби 7, із спрямовуючого лотка 5 попадають в гнізда планшайби на накладки, після чого відбувається опускання відсікачів, що перешкоджають виходу наступних ковпачків на планшайбу 7 та чергове повертання. Ковпачки та накладки, підготовлені до збирання, при наступних поворотах планшайби 7 попадають в зону вузла термоформування 9 (ділянка гд), де нагріті пуансони 10 здійснюють за допомогою пневмоциліндрів 11 збирання ковпачків з накладками методом гарячої деформації пелюстків внутрішнього циліндра накладок на дно ковпачків. Опускання та підйом усіх формуючих пуансонів 10 відбувається один раз на кожні два повороти поворотного стола 8. Відповідно кількість пуансонів дорівнює кількості підготовлених ковпачків з накладками за два обороти поворотного стола 8. Час термоформування встановлюють лічильником 12 імпульсів. Температуру виставляють для кожного пуансона регулятором 13 температури, і вона обмежена декількома секундами. При наступних поворотах планшайби 7 готові вироби знімають з планшайби 7 за допомогою скидача 14 (ділянка е-ж) на лоток 15 скидання і далі в ємність для зібраних виробів. Запуск або зупинку бункерів-орієнтирів 1, 2 здійснюють за сигналом електричних датчиків, 5 49586 установлених на спрямовуючих лотках 5, 6 - відповідно при відсутності в лотках або заповненні лотків ковпачками з накладками. Запуск планшайби 7 здійснюють за допомогою перемикача на пульті 18 керування. Швидкість Комп’ютерна верстка І.Скворцова 6 повороту планшайби 7 установлюють за допомогою дроселів пневмоциліндрів 11 поворотного стола 8 Тривалість зупинок установлюють лічильником 12 імпульсів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAssembly automation
Автори англійськоюHudkovskyi Yurii Arnoldovych
Назва патенту російськоюАвтомат сборочный
Автори російськоюГудковский Юрий Арнольдович
МПК / Мітки
МПК: B23P 19/00
Мітки: складальний, автомат
Код посилання
<a href="https://ua.patents.su/3-49586-avtomat-skladalnijj.html" target="_blank" rel="follow" title="База патентів України">Автомат складальний</a>
Автомат для зварювання внапуск плівок та шаруватих тканин
Номер патенту: 452
Опубліковано: 29.12.1999
Автори: ПЕТРЕНКО Мілан, БОЖІК Клемент
МПК: B29C 65/02
Мітки: внапуск, тканин, плівок, шаруватих, автомат, зварювання
Формула / Реферат:
1. Автомат для сварки внахлест пленок и слоистых тканей, содержащий источник тепла с держателем и прижимной ролик, отличающийся тем, что он содержит станину, на которой установлены нижний и верхний валки, по меньшей мере один источник тепла с держателем, привод, по меньшей мере один вал размотки и один вал намотки.2. Автомат по п. 1, оτличающийся тем, что станина является металлической сборной конструкцией.3. Автомат...
Торговий автомат з безкоштовними розиграшами “промоавтомат”
Номер патенту: 14862
Опубліковано: 15.05.2006
Автор: Гольмов Сергій Олександрович
МПК: G07F 11/16
Мітки: безкоштовними, торговий, автомат, промоавтомат, розіграшами
Формула / Реферат:
Торговий автомат з безкоштовними розіграшами, що містить з’єднані між собою вузол приймання оплати, вузол керування, панель вибору функції з виконавчими елементами, вузол індикації, вузол виплати і вузол торгових операцій, який відрізняється тим, що вузол керування додатково містить блок керування розіграшами, при цьому перший вхід вузла керування з’єднаний з панеллю вибору функції, а другий вхід вузла керування з’єднаний з вузлом приймання...
Автомат розливу напоїв
Номер патенту: 44986
Опубліковано: 26.10.2009
Автор: Кучер Дмитро Володимирович
МПК: B67D 1/04
Мітки: напоїв, розливу, автомат
Формула / Реферат:
Автомат розливу напоїв, який складається з корпуса з дверима та містить в собі механізми приймання грошей, видачі одноразових стаканів, систему управління видачею порції напою, охолоджувальне обладнання та ємність з напоєм, який відрізняється тим, що охолоджувальне обладнання встановлено в окрему, ізольовану від загальної ємності корпуса, камеру, в задній стінці якої виконані технологічні отвори для відведення нагрітого повітря, а корпус...
Автомат освітлення аоу-1
Номер патенту: 38957
Опубліковано: 15.05.2001
Автор: Шумка Василь Йосипович
МПК: B60L 1/00
Мітки: автомат, освітлення, аоу-1
Формула / Реферат:
Автомат освітлення, що містить фоторезистор та зв'язані з ним схему управління,силову комутаційну частину і блок живлення, який відрізняється тим, що він оснащений вузлом "м'якого" включення, виконаним у вигляді послідовно з'єднаних подільника амплітуди імпульсів,обмежувача амплітуди імпульсів, діодної розв'язки, конденсаторного вузла пам'яті та двох інверторів цифрової інтегральної мікросхеми, при цьому схема управління зв'язана з...
Торговий автомат з безкоштовними розіграшами
Номер патенту: 21113
Опубліковано: 15.02.2007
Автор: Коваль Сергій Дмитрович
МПК: G07F 11/16
Мітки: розіграшами, торговий, автомат, безкоштовними
Формула / Реферат:
Торговий автомат з безкоштовними розіграшами, що містить з'єднані між собою блок приймання оплати, вузол керування з блоком керування розіграшами, вузол індикації, блок видачі виграшу і блок послуг або продажу товарів з пристроєм для надання послуг або продажу товарів, при цьому вхід вузла керування з'єднаний з блоком приймання оплати, вихід вузла керування з'єднаний з блоком керування розіграшами, який відрізняється тим, що блок послуг або...
Попередній патент: Спосіб підвищення ефективності очищення природних або стічних водойм від катіонів важких металів
Наступний патент: Спосіб моніторингу надійності оператора
Випадковий патент: Вітамінно-мінеральний комплекс