Спосіб електрошлакового переплаву
Номер патенту: 49674
Опубліковано: 11.05.2010
Автори: Федюченко Сергій Вікторович, Чеботар Людмила Кирилівна, Пирожкова Валентина Петрівна, Петруша Юрій Петрович, Резніченко Григорій Григорович, Луньов Валентин Васильович, Бурова Наталія Михайлівна

Формула / Реферат
Спосіб електрошлакового переплаву, що включає розплавлення флюсу витратним опором і переплав витратного електроду в кристалізаторі, який відрізняється тим, що переплав витратним електродом ведуть на питомій потужності 2,5-15,0 кВт на 1 см2 площі його поперечного перерізу, причому витратний електрод має переріз від 4 до 40 см2.
Текст
Спосіб електрошлакового переплаву, що включає розплавлення флюсу витратним опором і переплав витратного електроду в кристалізаторі, який відрізняється тим, що переплав витратним електродом ведуть на питомій потужності 2,5-15,0 кВт на 1 см2 площі його поперечного перерізу, причому витратний електрод має переріз від 4 до 40 см2. (19) (21) u200910908 (22) 29.10.2009 (24) 11.05.2010 (46) 11.05.2010, Бюл.№ 9, 2010 р. (72) ПЕТРУША ЮРІЙ ПЕТРОВИЧ, ЛУНЬОВ ВАЛЕНТИН ВАСИЛЬОВИЧ, ЧЕБОТАР ЛЮДМИЛА КИРИЛІВНА, ПИРОЖКОВА ВАЛЕНТИНА ПЕТРІВНА, БУРОВА НАТАЛІЯ МИХАЙЛІВНА, РЕЗНІЧЕНКО ГРИГОРІЙ ГРИГОРОВИЧ, ФЕДЮЧЕНКО СЕРГІЙ ВІКТОРОВИЧ 3 У порівнянні з прототипом відмінною суттєвою ознакою є те, що отримання високоякісного з'єднання основного і наплавленого металів при електрошлаковому відновленні деталей досягається шляхом зміни параметрів питомої потужності та поперечного перерізу витратного електроду. Відновлення деталей витратними електродами з перерізом 4-40 см2 не може бути здійснено при подачі питомої потужності менше 2,5 кВт/ см2 і більше 15 кВт/ см2 його поперечного перерізу. При подачі на витратний електрод питомої потужності менше 2,5 кВт/ см2 уповільнюється процес повного оплавлення витратного опору, наведення рідких шлакової й металевої ванн. Не відбувається швидкого прогріву деталі і її оплавлення, не прогрівається витратний електрод, і перші краплі оплавленого метала - холодні. При цьому створюються умови для заплутування часток шлаків у металі - утворяться шлакові включення. У підсумку зона з'єднання відновленої деталі має низьку якість. При подачі на витратний електрод питомої потужності більше 15,0 кВт/см2 відбувається дуже швидке розплавлення витратного опору у місці його контакту з електродом, що приводить до утворення порожнеч, які швидко заповнюються флюсом, що не розплавився, внаслідок чого порушується струмопровідність. Процес стає нестабільним, можливі викиди шлаку, контакт витратного електрода з деталлю, що призводить до короткого замикання та припинення переплаву взагалі. Якщо ж вдається здійснити розведення, якість металу зони з'єднання низька. При подачі на витратний електрод питомої потужності 2,5-15 кВт/см2 електрошлаковий процес йде стабільно. При подачі електричного струму витратний опір розігрівається. Тому що питома потужність витратного опору 15-20 кВт/см2 , тобто більше чим витратного електрода, воно розігрівається швидше. При досягненні температури плавлення плавиться флюс, витратний опір ще не плавитися, площа його перерізу залишається сталою. З підвищенням температури рідких шлаків витратний опір плавиться, утворюючи з основою деталі рідку металеву ванну. Флюс розплавляється, оплавляє основу деталі по всьому перерізу кристалізатора. Електрод, контактуючи з розплавленим флюсом, повністю розплавляє його й починає плавиться. Оплавлений метал з'єднується з рідкою ванною, наведеної на поверхні деталі при розведенні, забезпечуючи високу якість зони з'єднання основного й наплавленого металу. Так, наприклад, при відновленні деталей витратним електродом з поперечним перерізом 4 см2 оптимальний електричний режим становить: сила струму 1200 А, напруга 45 В. Таким чином, потужність, що необхідна для процесу відновлення, складає 60 кВт. На 1 см2 поперечного перерізу витратного електроду необхідно подати питому потужність 15 кВт. При відновленні деталей витратним електродом з поперечним перерізом 40 см2 оптимальний електричний режим становить: сила струму 2200 А, напруга 45 В. Потужність для процесу відновлення складає 100 кВт. Таким чином, це становить 2,5 кВт на 1 см2 поперечного перері 49674 4 зу витратного електроду. Метал в зоні сплавлення деталі, що відновлена способом який пропонується, не має залишків шлаку, підворотів металу та інших дефектів. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - розроблено спосіб електрошлакового переплаву витратним електродом з поперечним перерізом 4-40 см2, який забезпечує високоякісне з'єднання основного і наплавленого металів. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Аналоги, які містять ознаки, що відрізняються від прототипу, не знайдені, рішення явним чином не впливає на підвищення рівня техніки. На підставі цього можна зробити висновок, що запропоноване технічне рішення задовольняє критерію "Винахідницький рівень". Спосіб електрошлакового переплаву, що заявлено, застосовується для відновлення деталей, що вийшли з ладу в процесі експлуатації. Для експериментальної перевірки способу, що заявляється здійснили електрошлакове відновлення деталі витратним електродом поперечним перерізом 7 см2. Зношений елемент деталі зрізається, деталь зачищається від мастила, фарби. На місце зрізаного елементу деталі встановлюється мідний водоохолоджувальний кристалізатор. В порожнину кристалізатора на основу встановлюється витратний опір (металева стрічка) з поперечним перерізом 3 см2, що забезпечує питому потужність на 1 см2 його поперечного перерізу 24 кВт. В електродотримач закріплюють витратний електрод з поперечним перерізом 7 см2 , який забезпечує в процесі електрошлакового переплаву питому потужність 10,3 кВт на 1 см2 площі його поперечного перерізу. Витратний електрод опускають до контакту з витратним опором. В кристалізатор засипають визначену кількість шлаку, щоб забезпечити покриття місця контакту витратних електроду та опору. При подачі електричного струму (сила струму 1600 А, напруга 45 В) витратний опір за рахунок подачі на нього потужності 24 кВт/см2 починає розігріватися і оплавлятися. Так як температура плавлення металу витратного опору більша температури плавлення шлаку, то навкруги нього оплавляється флюс, утворюючи рідку шлакову ванну. Витратний електрод при подачі питомої потужності в 10,3 кВт/см2 не оплавляється, а тільки розігрівається. При повному розплавленні витратного опору в кристалізаторі наводиться рідка шлакова ванна. Рідкий шлак оплавляє основу деталі по всьому діаметру кристалізатора, витратний електрод починає плавитися, його метал потрапляє в шлакову ванну, очищується від шкідливих домішок, неметалевих вкраплень і змішується з оплавленим металом основи, утворюючи високоякісне з'єднання. Виходячи з вищевикладеного, можна зробити висновок про те, що запропоноване технічне рішення є промислово придатним, бо може використовуватися у промисловості. 5 Комп’ютерна верстка І.Скворцова 49674 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electroslag remelting
Автори англійськоюPetrusha Yurii Petrovych, Luniov Valentyn Vasyliovych, Chebotar Liudmyla Kyrylivna, Pyrozhkova Valentyna Petrivna, Burova Nataliia Mykhailivna, Reznichenko Hryhorii Hryhorovych, Fediuchenko Serhii Viktorovych
Назва патенту російськоюСпособ электрошлакового переплава
Автори російськоюПетруша Юрий Петрович, Лунев Валентин Васильевич, Чеботарь Людмила Кирилловна, Пирожкова Валентина Петровна, Буровая Наталья Михайловна, Резниченко Григорий Григорьевич, Федюченко Сергей Викторович
МПК / Мітки
МПК: C22B 9/18
Мітки: електрошлакового, переплаву, спосіб
Код посилання
<a href="https://ua.patents.su/3-49674-sposib-elektroshlakovogo-pereplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового переплаву</a>
Спосіб електрошлакового переплаву
Номер патенту: 55470
Опубліковано: 15.04.2003
Автори: Ланцман Ізраїль Абович, Цикуленко Анатолій Костянтинович, Ус Василь Іванович, Федоровський Борис Борисович, Шевченко Віталій Юхимович, Патон Борис Євгенович, Медовар Лев Борисович, Чернець Олександр Владиславович, Саєнко Володимир Якович, Медовар Борис Ізраїльович
МПК: B22D 23/00, C22B 9/18, B22D 11/04, B22D 19/16
Мітки: переплаву, електрошлакового, спосіб
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає під’єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни,...
Спосіб керування процесом електрошлакового переплаву
Номер патенту: 32008
Опубліковано: 15.12.2000
Автори: Комнацький Олександр Леонідович, Корнійчук В'ячеслав Анатолійович, Бондаренко Леонід Іванович, Адєєв Дмитро Вадимович, Гладкий Євген Дмитрович, Марченко Олександр Михайлович, Москалик Микола Вікторович, Дудник Михайло Іванович
Мітки: переплаву, керування, процесом, спосіб, електрошлакового
Текст:
...від завданої і властивості металу в цьому шарі (частині) зливка будуть відрізнятися від необхідних за технологією. Таким чином, спосіб керування процесом ЕШП, оснований на безпосередньому вимірюванні швидкості вилучення зливка з кристалізатора і порівнянні цієї швидкості із завданим значенням не є ефективним з точки зору забезпечення якості металу ЕШП. В основу винаходу поставлено задачу створення способу керування процесом ЕШП вільного...
Пристрій для електрошлакового переплаву металів та сплавів
Номер патенту: 74472
Опубліковано: 15.12.2005
Автори: Сушков Микола Олексійович, Українець Олександр Іванович, Трухін Євген Єгорович, Скрипник Сергій Вадимович, Горячек Олександр Васильович, Семенов Анатолій Миколайович, Корольштейн Марк Михайлович
МПК: B22D 23/00, C21C 5/00, C22B 9/16
Мітки: металів, електрошлакового, переплаву, сплавів, пристрій
Формула / Реферат:
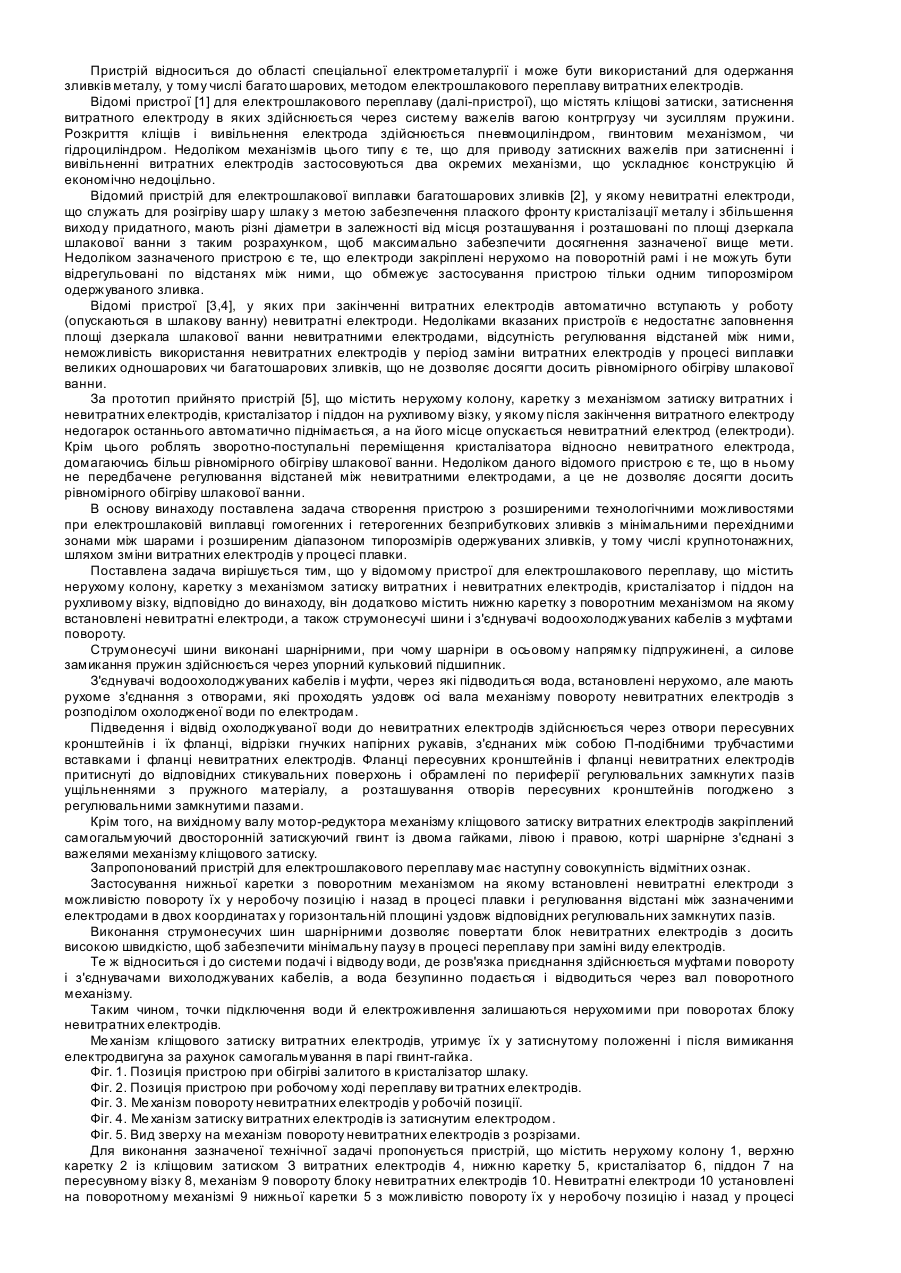
1. Пристрій для електрошлакового переплаву металів та сплавів, що містить нерухому колону, каретку з механізмом затиску витратних і невитратних електродів, кристалізатор і піддон на пересувному візку, який відрізняється тим, що додатково містить нижню каретку з поворотним механізмом, на якому встановлені невитратні електроди, струмонесучі шини і з'єднувачі водоохолоджуваних кабелів з муфтами повороту.2. Пристрій за п. 1, який...
Спосіб електрошлакового переплаву
Номер патенту: 19198
Опубліковано: 25.12.1997
Автори: Ляшенко Володимир Валентинович, Лєпєхов Віталій Іванович, Гончаров Анатолій Федорович, Карпенко Ольга Володимирівна, Сагіров Іван Васильович, Малишев Володимир Олександрович, Акулов Владлен Петрович, Галушка Олександр Андрійович, Ватлєцов Олександр Васильович, Бабіцький Марк Самойлович
МПК: C22B 9/18
Мітки: спосіб, електрошлакового, переплаву
Формула / Реферат:
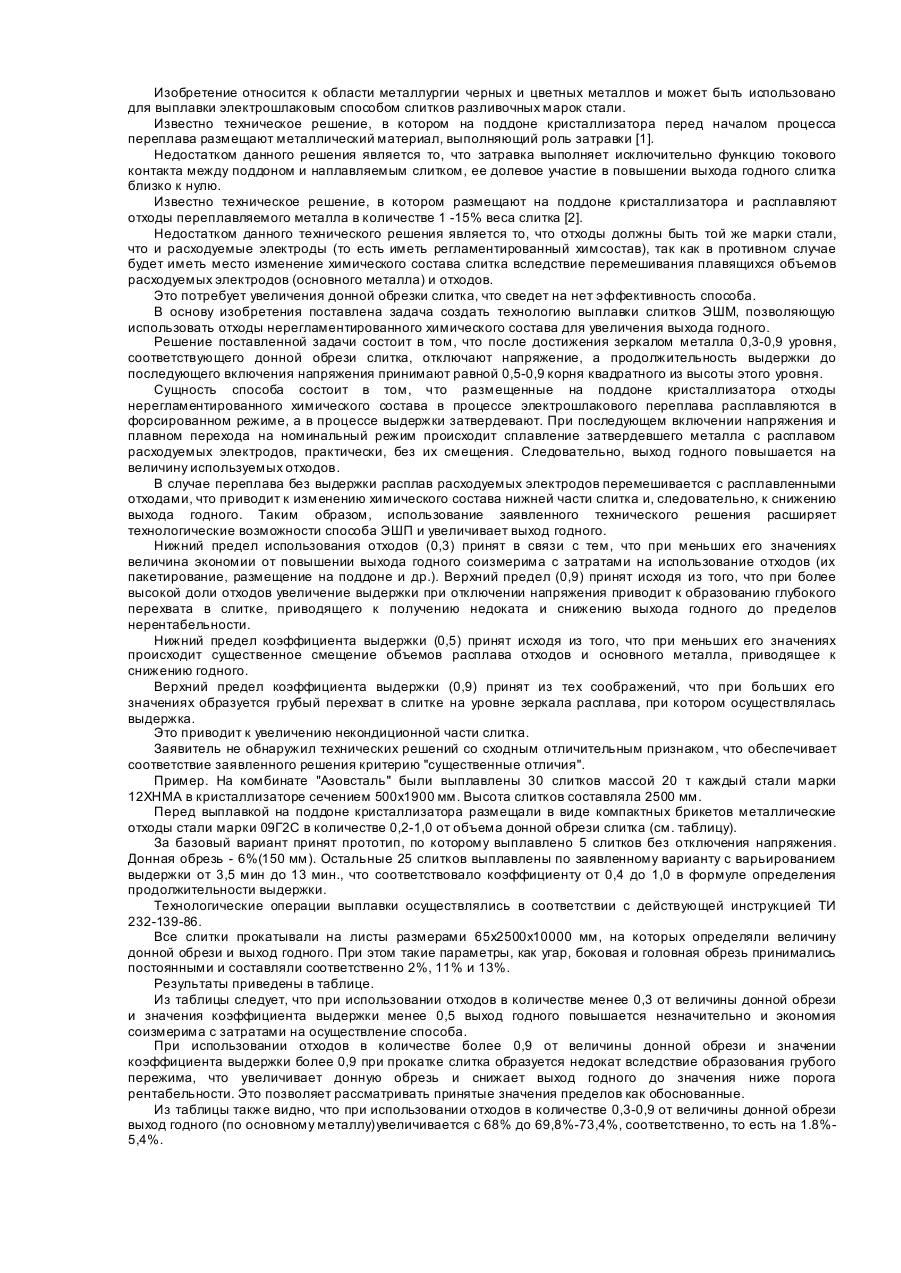
Способ электрошлакового переплава, включающий размещение на поддоне кристаллизатора металлических отходов, разведение электрошлакового процесса и плавление расходуемых электродов, отличающийся тем, что отключают напряжение после достижения зеркалом расплава уровня, соответствующего 0,3-0,9 объема донной обрези слитка, а продолжительность выдержки до последующего включения напряжения определяют из соотношениягде Dt -...
Спосіб електрошлакового переплаву олов’яних бронз
Номер патенту: 19327
Опубліковано: 25.12.1997
Автор: Черніков Олександр Миколайович
МПК: C22B 9/18
Мітки: електрошлакового, переплаву, спосіб, олов`яних, бронз
Формула / Реферат:
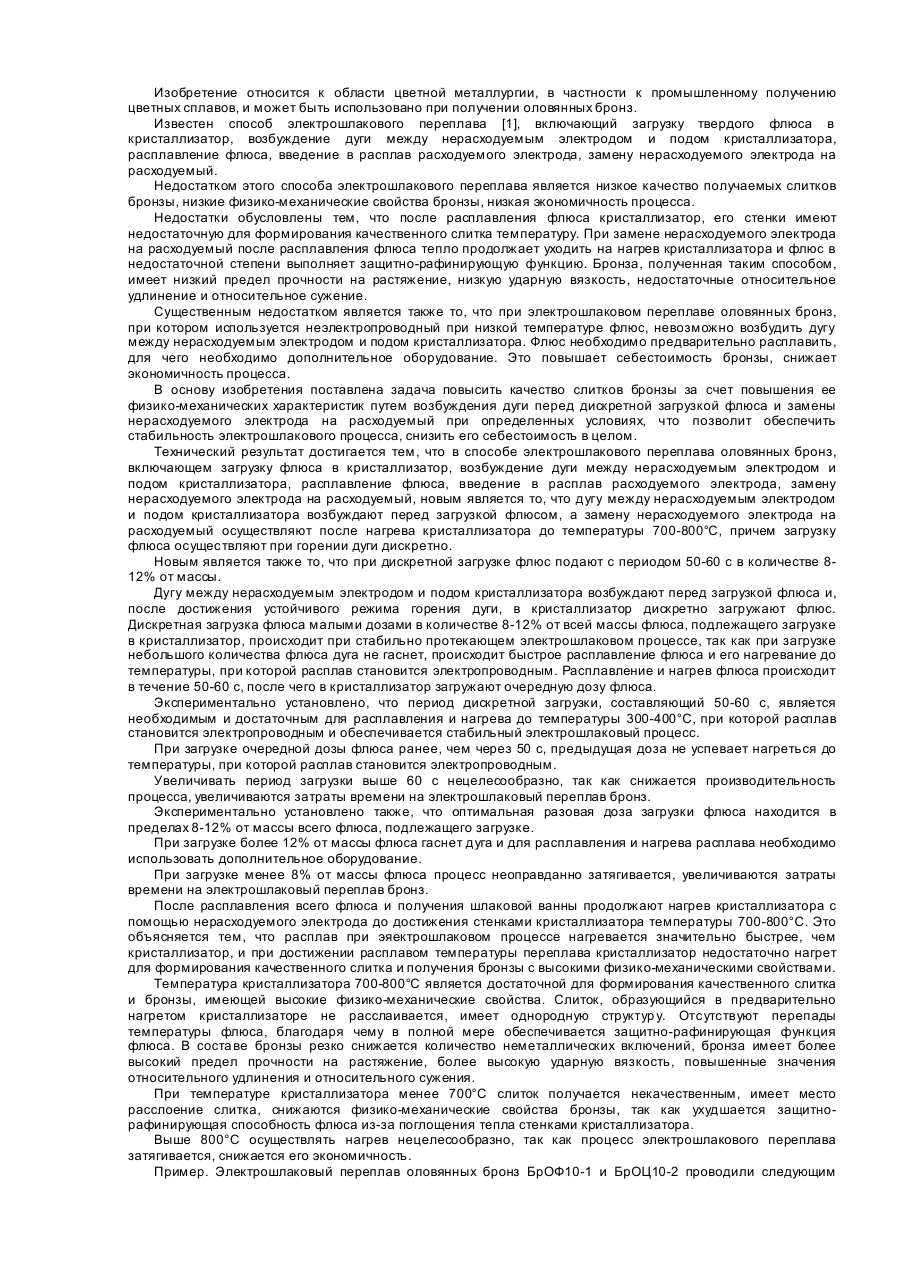
1. Способ электрошлакового переплава оловянных бронз, включающий загрузку флюса в кристаллизатор, возбуждение дуги между нерасходуемым электродом и подом кристаллизатора, расплавление флюса, замену нерасходуемого электрода на расходуемый, отличающийся тем, что дугу возбуждают перед загрузкой флюса, причем загрузку флюса осуществляют дискретно, а замену нерасходуемого электрода на расходуемый осуществляют после нагрева катализатора до...
Попередній патент: Кулачково-дискова муфта
Наступний патент: Пристрій для концентрування рідких розчинів
Випадковий патент: Пристрій для взяття біоматеріалу з прямої кишки на дослідження