Спосіб електрошлакового переплаву
Номер патенту: 55470
Опубліковано: 15.04.2003
Автори: Федоровський Борис Борисович, Цикуленко Анатолій Костянтинович, Саєнко Володимир Якович, Ус Василь Іванович, Медовар Лев Борисович, Чернець Олександр Владиславович, Патон Борис Євгенович, Шевченко Віталій Юхимович, Ланцман Ізраїль Абович, Медовар Борис Ізраїльович
Формула / Реферат
Спосіб електрошлакового переплаву, що включає під’єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, який відрізняється тим, що для забезпечення осьової кристалізації металу з великою поперечною площею перерізу вводять у шлакову ванну витратний електрод з площею поперечного перерізу не менше як 0,25 площі поперечного перерізу кристалізатора, причому витратний електрод набирають з окремих прутків, згадані прутки скріплюють між собою з зазорами між ними, а площу поперечного перерізу кожного прутка вибирають не більш 0,15 загальної площі поперечного перерізу витратного електрода.
Текст
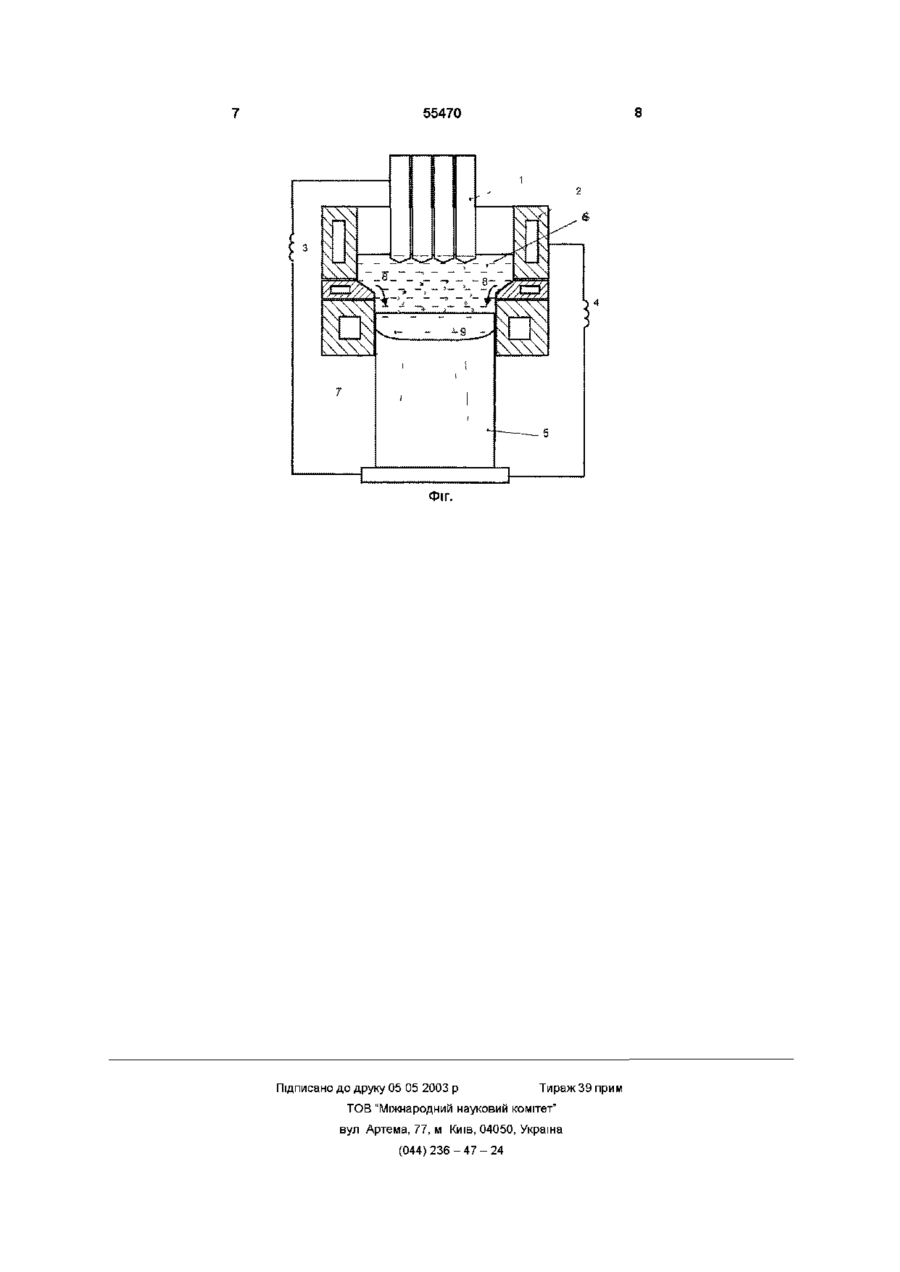
Спосіб електрошлакового переплаву, що включає під'єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, який відрізняється тим, що для забезпечення осьової кристалізації металу з великою поперечною площею перерізу вводять у шлакову ванну витратний електрод з площею поперечного перерізу не менше як 0,25 площі поперечного перерізу кристалізатора, причому витратний електрод набирають з окремих прутків, згадані прутки скріплюють між собою з зазорами між ними, а площу поперечного перерізу кожного прутка вибирають не більш 0,15 загальної площі поперечного перерізу витратного електрода Винахід відноситься до області спеціальної електрометалургії, а більш конкретно - до способу електрошлакового переплаву електродів переважно у крупновагові зливки, і може бути використаний при виготовленні заготовок з високолегованих сталей і суперсплавів для виробництва дисків газотурбіних установок Широко відомо застосування для цих цілей різних методів спеціальної електрометалургії, включаючи електрошлаковий та вакуумно-дуговий переплави, дозволяючих одержати ВИСОКОЯКІСНІ заготовки, в яких немає дефектів у вигляді п'ятнистої ліквацм, до яких схильні високолеговані сталі і супереплави на нікелевій основі, особливо леговані ніобієм, алюмінієм і титаном, тобто тими елементами, які найчастіш використовуваються при виготовлені матеріалів для газотурбіних установок Максимальна вага таких зливків залежить від вмісту цих елементів і чим вміст Nb, Ті, АІ більше, тим меньше може бути зливок Наприклад, для сплава 718 що сумарно вміщує приблизно 6,5% цих елементів, максимальний диаметр зливка не перевищує як правило 400-450мм При цьому вага зливка не перевищує 2-2,5тони (Б И Медовар, А К Цыкуленко, Д М Дяченко "Качество электрошлакового металла", К, Наук Думка, 1990, С 259269 Між тим, сучасна техніка потребує значно більші заготовки з високолегованих сталей і суперсплавів Так, виготовлення, наприклад, сучасних газових турбін для електростанцій потребує поковок дисків диаметром до 2500мм, для чого потрібні зливки значно більшого диаметру і ваги О 4 3 5 451, A prior 0 0 1 7 , p b 1 1 1981 0 , 4 9 99 ul 5 2 Причиною обмежень диаметра и ваги зливка є в кінцевому рахунку об'єм и форма металевої ванни При класичному ЕШП форма металевої ванни -конусоподібна Такий профіль ванни зумовлений центральним характером підводу тепла до зливка, що кристалізується, і періферійним тепловідводом ю ю 55470 від нього В свою чергу, центральний характер теплопідводу зумовлений розміщенням електрода в середині шлакової ванни, в результаті чого основна частина току тече по осьовій зоні і туди ж уводиться тепло разом з краплями перегрітого електродного металу С другого боку, збільшення диаметру зливка веде до послаблення интенсивности охолодження його центральних частин за рахунок тепловідвода у стінки кристалізатора В результаті глибина и конусність металевої ванни збільшуються Особливо сильно збільшується в центрі зливка довжина зони двухфазового твердорідкого стану - джерела усіх дефектів лікваційного походження Оптимальні умови для плавлення і кристалізації зливка ЕШП з високолегованої сталі або суперсплава можуть бути отримані при періферійному обігріві і серединому охолоджені зливка, що кристалізується, та суттєвому зменшені об'єму рідкого металу, що одночасно кристалізується Найбільш повно вказаним умовам відповідає технологічна схема ЕШП з використанням токопідвідного кристалізатора, запропонованого в патенті США №4 305,451 від 15 02,1981 р, МПК B22D 27/02 В цьому випадку, на відміну від класичного ЕШП, відбувається періферійний ТОКОПІДВІД й, таким чином, максимальну температуру шлакова ванна має на періферм, а мінімальну - в центрі кристалізатора Це в значній мірі робить форму металевої ванни менш конусною Проте, як матеріал для наплавлення, в ньому описані у основному тверді шматкові присаджувальні матеріали (дроб, порошок, стружка і ш ), що обмежило застосування цього способу для виплавлення зливків Найбільш близький по сукупності ознак і тому взятий за прототип спосіб описаний у європейському патенті № ЕР 0 800 879 А2 від 05 12 1996, МПК B22D 11/04, B22D 23/10, С22В 9/18, де розкрито спосіб електрошлакового переплаву, включаючий під'єднання струмопідводного кристалізатора і витратного електрода до джерел живлення по двохконтурній схемі, подачу живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подачу живлення на згаданий витратний електрод і плавління згаданого витратного електрода зі створенням металевої ванни За цим способом у струмопідводному кристалізаторі витратний електрод переплавляється з роздільними ланцюгами електроживлення кристалізатора і витратного електрода і за допомогою перемикачів може здійснюватись переплав витратного електрода як по класичній схемі (електрод-піддон), так і з включеним ланцюгом кристалізатора В останньому випадку вказаний спосіб переплаву витратного електрода дозволяє зробити форму металевої ванни більш плоскою і дещо знизити потужність у ланцюзі витратного електрода без побоювання порушити формування зливка Це зменшує об'єм металевої ванни і слушно впливає на умови кристалізації зливка Разом з тим, застосування цього способу для одержання великих злитків на установках з відносно невеликою висотою колони і непристосованих до зміни витратних електродів у процесі плавки обмежує можливість істотного зменшення глибини металевої ванни і одержання її плоскої форми Вказані особливості установки змушують переплавляти електрод великого перерізу, наприклад діаметром більш половини діаметру кристалізатора (або площею перерізі більше 0,25 площі перерізу кристалізатора), який необхідно виплавити Це приводить до того, що у процесі свого плавління витратний електрод оплавляється на конус при занурюванні у шлакову ванну, причому глибина занурення тим більше, чим більше переріз електрода Збільшення глибини занурення електрода у шлак приводить до зменшення відстані між кінцем електрода і поверхнею металевої ванни Разом з зменшенням відстані до стінки струмопідвідноі секції кристалізатора при збільшенні діаметру електрода, зменшення відстані від кінця електрода до поверхні металевої ванни приводить до зменшення опору шлакової ванни у ланцюзі струмопідвідний кристалізатор - кінець електрода - металева ванна В результаті через занурений у шлак кінець витратного електрода потече струм, що підводять від кристалізатора, додатково до струму, що підводять від джерела живлення безпосередньо до витратного електрода Зменшення відстані між електродом І поверхнею металевої ванни і шунтування струму кристалізатора кінцем електрода викликають збільшення глибини металевої ванни під витратним електродом Крім того, краплі електродного металу, що плавиться у шлаковій ванні, які мають температуру значно вище температури плавління, поступають у центральну частина зливка, що кристалізується, збільшуючи конусність металевої ванни, і погіршують умови кристалізації зливка Вказані обставини не дозволяють при використанні вказаного способу одержати плоску форму металевої ванни великотонажних злитків, особливо при використанні електродів великого перерізу, наприклад діаметром більш половини діаметру кристалізатора (або площею перерізі більше 0,25 площі перерізу кристалізатора) В основу винаходу, що пропонується, поставлено задачу вдосконалити спосіб електрошлакового переплаву шляхом введення у шлакову ванну витратного електрода з великою площею поперечного перерізу, яку набирають з окремих прутків щоб одержати металеву ванну плоскої форми, що забезпечує осьову кристалізацію зливка при переплаві витратних електродів великого перерізу у великотонажні зливки переважно з високолегованих сталей Поставлену задачу вирішено тим, що запропоновано спосіб електрошлакового переплаву, включаючий під'єднаний струмопідвідного кристалізатора і витратного електрода до джерел живлення по двохконтурній схемі, подачу живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подачу живлення на згаданий витратний електрод і плавління згаданого витратного електрода зі створенням металевої ванни, у якому, згідно винаходу, для забезпечення осьової кристалізації металу з великою площею поперечного перерізу зливка вводять у шлакову ванну, витратний електрод з площею перерізу, не менше як 0,25 площі 55470 перерізу кристалізатора, причому витратний електрод набирають з окремих дротиків, згадані дротики скріпляють між собою з зазорами між ними, а переріз кожного дротика вибирають не більш 0,15 загальної площі перерізу витратного електрода Таке рішення дозволяє запобігти оплавлення електрода з великою площею поперечного перерізу на конус, не допустити шунтування струму кристалізатора кінцем електроду і розподілити падіння крапель електродного металу по всій поверхні металевої ванни В результаті створюється мілка металева ванна плоскої форми, що забезпечує осьову кристалізацію зливка Технічна суть і принцип дії винаходу пояснюються на прикладах виконання з посиланням на креслення, що додається На фіг схематично показано переплав витратного електрода великого перерізу, набраного з дротиків малого перерізу, у струмопідвідному кристалізаторі по двохконтурній схемі під'єднаний до джерел живлення Спосіб, що пропонується, зводиться до наступного Витратний електрод 1 переплавляють у струмопідвідному кристалізаторі 2 по двохконтурній схемі під'єднаний кристалізатора 2 і витратного електрода 1 до джерел живлення 3 і 4, ВІДПОВІДНО, ЗІ спільною точкою на виплавлюваному зливку 5 Подають витратний електрод 1 у шлакову ванну 6 уздовж вертикальної осі кристалізатора 2 При включених джерелах живлення 3 і 4 переплав витратного електрода відбувається за рахунок тепла, що виділяється у шлаковій ванні 6 При цьому оплавлення витратного електрода 1 відбувається у результаті виділення тепла у шлаковій ванні 6 безпосередньо у кінця електрода за рахунок протікання струму електрода у ланцюзі джерело живлення 4 -витратний електрод 1 - шлакова ванна 6 металева ванна 7 -зливок 5 - джерело живлення 4, а також за рахунок тепла акумульованого шлаковою ванною 6, що виділяється при проходженні в ній струму 8 кристалізатора у ланцюзі джерела живлення 3 Виділення тепла при проходженні струму 8 відбувається у основному на периферії шлакової ванни 6, що забезпечує добре формування зливка Як було сказано вище, при переплаві суцільного витратного електрода 3 площею перерізу більш 0,25 площі перерізу зливка 5 і заглибленні його (у результаті оплавлення на конус) у шлак частина струму кристалізатора шунтується кінцем електрода, у результаті чого через електрод протікає додатковий струм Краплі електродного металу, що стікають з конусоподібного кінця електрода і перегріті до температури, яка істотно перевищує температуру плавління металу, потрапляють у локальне місце металевої ванни Коли витратний електрод набирають, згідно винаходу, з прутків малого діаметру з зазором між ними, оплавлення кожного прутка на конус відбувається окремо, а краплепадшня розосереджується по всьому перерізу витратного електрода 1 При цьому чим менше переріз кожного прутка, тим менше конус його оплавлення і більше відстань між кінцем витратного електрода і металевою ванною і тим більше розосередження джерел краплепадіння Експериментальним шляхом встановлено, що оптимальний ефект від розосередження джерел краплепадшня забезпечується, якщо площа перерізу кожного прутка, з яких набирають витратний електрод, не перевищує 0,15 площі його загального перерізу В результаті металева ванна стає більш мілкою і має більш плоску форму, що забезпечує осьову кристалізацію металу зливка В реальному випадку здійснення наплавлення по заявленому способу конкретні дані такі В струмопідвідному кристалізаторі діаметром 350мм переплавляли витратний електрод, який набирали у в'язку з семи прутків діаметром 70мм і площа перерізу 3846,5мм2 кожен Сумарна площа перерізу витратного електрода склала 26925,5мм2, що відповідає суцільному електроду діаметром 185,2мм Відношення площі поперечного перерізу витратного електрода до площі поперечного перерізу кристалізатора або коефіцієнт заповнення кристалізатора склав 0,28 Електрошлаковий переплав електрода з вуглецевої сталі вели по двохконтурній схемі від двох трансформаторів ТШП-10000/1 при сумарній потужності 350кВт При цьому потужність у ланцюзі кристалізатора склала 230кВт, а потужність у ланцюзі витратного електрода - 120кВт Виплавлений зливок мав висоту 490мм Перед відключенням струму у КІНЦІ плавки у кристалізатор вводили сірчане залізо, щоб одержати віттиск конфігурації металевої ванни 3 одержаного зливка вирізали поздовжній серединний темплет, виготовляли макрошліф і сірчаний віттиск Глибина металевої ванни склала всього 44мм і ванна була плоскою Стовпчасті дендрити розташовувались паралельно поздовжньої осі зливка При аналогичному виплавленні зливка, але шляхом переплаву суцільного електрода діаметром 170мм, металева ванна мала глибину 112мм і вона була менш плоскою Винахід може бути використано у металурги, причому найбільший ефект може бути отриманий при виплавці переважно крупновагових зливків, і може бути використаний при виготовленні заготовок з високолегованих сталей і суперсплавів для виробництва дисків газотурбінних установок 55470 Фіг. Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroslag remelting
Автори англійськоюPaton Borys Yevhenovych, Medovar Borys Izrailiovych, Medovar Lev Borysovych, Fedorovskyi Borys Borysovych, Lantsman Izrail Abovych, Tsykulenko Anatolii Kostiantynovych, Us Vasyl Ivanovych, Chernets Oleksandr Vladyslavovych, Shevchenko Vitalii Yukhymovych, Saienko Volodymyr Yakovych
Назва патенту російськоюСпособ электрошлакового переплава
Автори російськоюПатон Борис Евгеньевич, Медовар Борис Израилевич, Медовар Лев Борисович, Федоровский Борис Борисович, Ланцман Израиль Абович, Цикуленко Анатолий Константинович, Ус Василий Иванович, Чернец Александр Владиславович, Шевченко Виталий Ефимович, Саенко Владимир Яковлевич
МПК / Мітки
МПК: C22B 9/18, B22D 11/04, B22D 23/00, B22D 19/16
Мітки: спосіб, переплаву, електрошлакового
Код посилання
<a href="https://ua.patents.su/4-55470-sposib-elektroshlakovogo-pereplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового переплаву</a>
Спосіб керування процесом електрошлакового переплаву
Номер патенту: 32008
Опубліковано: 15.12.2000
Автори: Гладкий Євген Дмитрович, Адєєв Дмитро Вадимович, Комнацький Олександр Леонідович, Дудник Михайло Іванович, Корнійчук В'ячеслав Анатолійович, Бондаренко Леонід Іванович, Марченко Олександр Михайлович, Москалик Микола Вікторович
Мітки: спосіб, переплаву, процесом, електрошлакового, керування
Текст:
...від завданої і властивості металу в цьому шарі (частині) зливка будуть відрізнятися від необхідних за технологією. Таким чином, спосіб керування процесом ЕШП, оснований на безпосередньому вимірюванні швидкості вилучення зливка з кристалізатора і порівнянні цієї швидкості із завданим значенням не є ефективним з точки зору забезпечення якості металу ЕШП. В основу винаходу поставлено задачу створення способу керування процесом ЕШП вільного...
Спосіб електрошлакового переплаву
Номер патенту: 19198
Опубліковано: 25.12.1997
Автори: Малишев Володимир Олександрович, Ватлєцов Олександр Васильович, Бабіцький Марк Самойлович, Акулов Владлен Петрович, Ляшенко Володимир Валентинович, Галушка Олександр Андрійович, Карпенко Ольга Володимирівна, Сагіров Іван Васильович, Гончаров Анатолій Федорович, Лєпєхов Віталій Іванович
МПК: C22B 9/18
Мітки: спосіб, електрошлакового, переплаву
Формула / Реферат:
Способ электрошлакового переплава, включающий размещение на поддоне кристаллизатора металлических отходов, разведение электрошлакового процесса и плавление расходуемых электродов, отличающийся тем, что отключают напряжение после достижения зеркалом расплава уровня, соответствующего 0,3-0,9 объема донной обрези слитка, а продолжительность выдержки до последующего включения напряжения определяют из соотношениягде Dt -...
Спосіб електрошлакового переплаву олов’яних бронз
Номер патенту: 19327
Опубліковано: 25.12.1997
Автор: Черніков Олександр Миколайович
МПК: C22B 9/18
Мітки: переплаву, електрошлакового, бронз, олов`яних, спосіб
Формула / Реферат:
1. Способ электрошлакового переплава оловянных бронз, включающий загрузку флюса в кристаллизатор, возбуждение дуги между нерасходуемым электродом и подом кристаллизатора, расплавление флюса, замену нерасходуемого электрода на расходуемый, отличающийся тем, что дугу возбуждают перед загрузкой флюса, причем загрузку флюса осуществляют дискретно, а замену нерасходуемого электрода на расходуемый осуществляют после нагрева катализатора до...
Пристрій електрошлакового переплаву
Номер патенту: 15275
Опубліковано: 30.06.1997
Автор: Гуляєв Анатолій Васильович
Мітки: електрошлакового, переплаву, пристрій
Формула / Реферат:
Устройство для электрошлакового переплава, включающее по меньшей мере один электрод, охлаждаемый кристаллизатор, головку со сквозной полостью, введенную в полость охлаждаемого кристаллизатора и герметично соединенную с ним, и шлаковую летку, сообщенную с полостью головки , отличающееся тем, что электрод введен в зазормежду охлаждаемым кристаллизатором и головкой через герметизируемое отверстие в головке, а полость головки сверху...
Пристрій електрошлакової переплавки та спосіб електрошлакової переплавки

Номер патенту: 51774
Опубліковано: 16.12.2002
Автори: Чернець Олександр Владиславович, Грабівський Цезарій Францович, Саєнко Володимир Якович, Ус Василь Іванович, Патон Борис Євгенович, Медовар Борис Ізраїльович, Ланцман Ізраїль Абович, Федоровський Борис Борисович, Медовар Лев Борисович, Шевченко Віталій Юхимович, Цикуленко Анатолій Костянтинович
МПК: C22B 9/187, C22B 9/18, B22D 19/16, B22D 11/04
Мітки: переплавки, електрошлакової, пристрій, спосіб
Формула / Реферат:
1. Пристрій електрошлакової переплавки, що містить струмопідвідний кристалізатор, щонайменше один витратний електрод, розташований уздовж вертикальної осі кристалізатора, джерело живлення й електричний ланцюг кристалізатора, що з'єднує струмопідвідний кристалізатор із джерелом живлення, який відрізняється тим, що містить додаткове джерело живлення й електричний ланцюг витратного електрода, що з'єднує згаданий щонай- менше один витратний...
Попередній патент: Спосіб перевірки автентичності носія даних
Наступний патент: Секційний кристалізатор
Випадковий патент: Спосіб одержання препарату трипсин-подібних протеолітичних ферментів для внутрішньосудинного введення