Джгутовий порошковий дріт для зварювання і наплавлення
Номер патенту: 50057
Опубліковано: 15.10.2002
Автори: Пліс Сергій Григорович, Шрамко Олександр Павлович, Карпенко Володимир Михайлович
Формула / Реферат
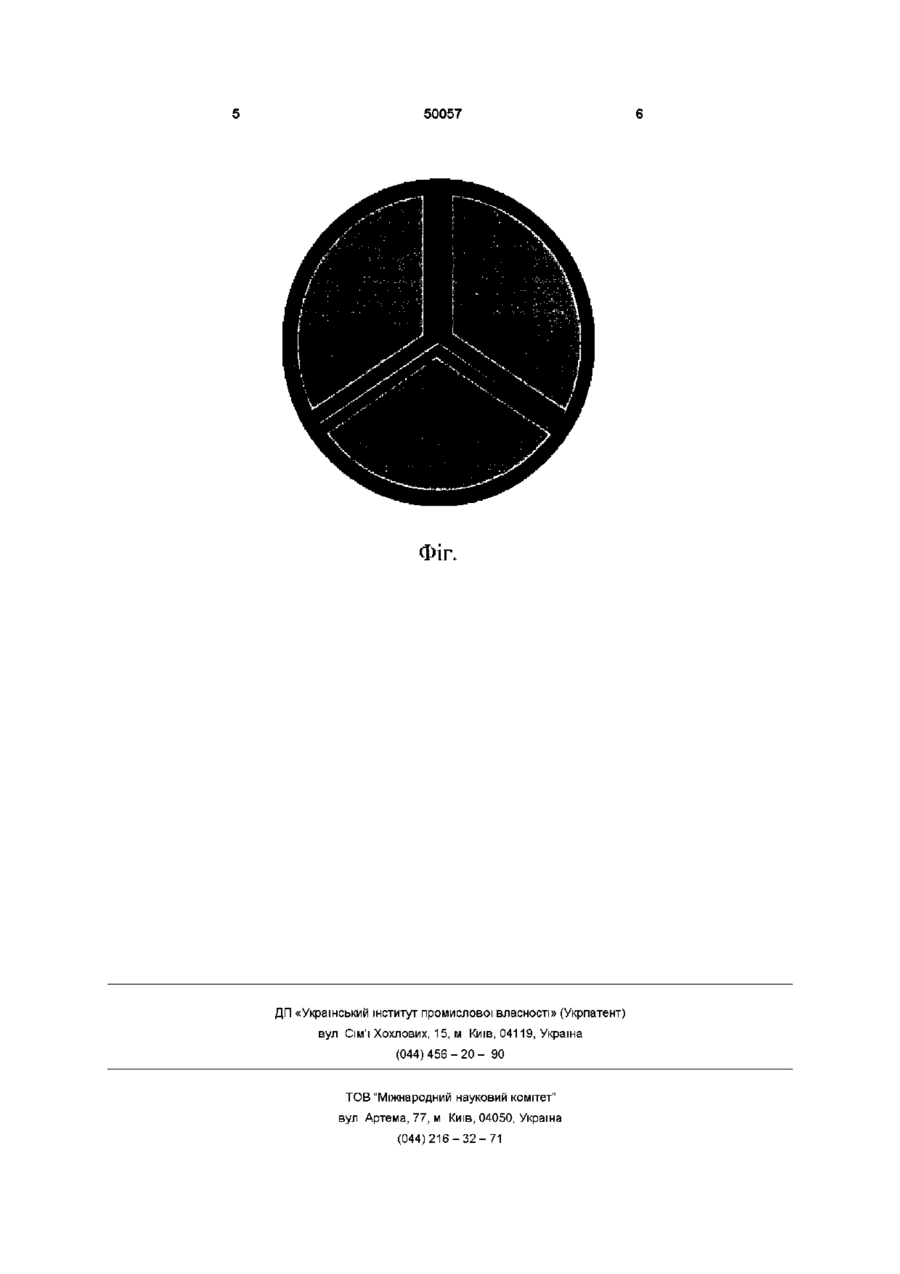
Джгутовий порошковий дріт для зварювання і наплавлення, що складається зі скрутня декількох порошкових дротів, який відрізняється тим, що складові дроту розташовані під кутом 20°-30° відносно осі і мають вигляд секторів, між якими додатково може розміщуватись шихта, ідентична шихті порошкових дротів, або інша, а переріз джгута має вигляд кола.
Текст
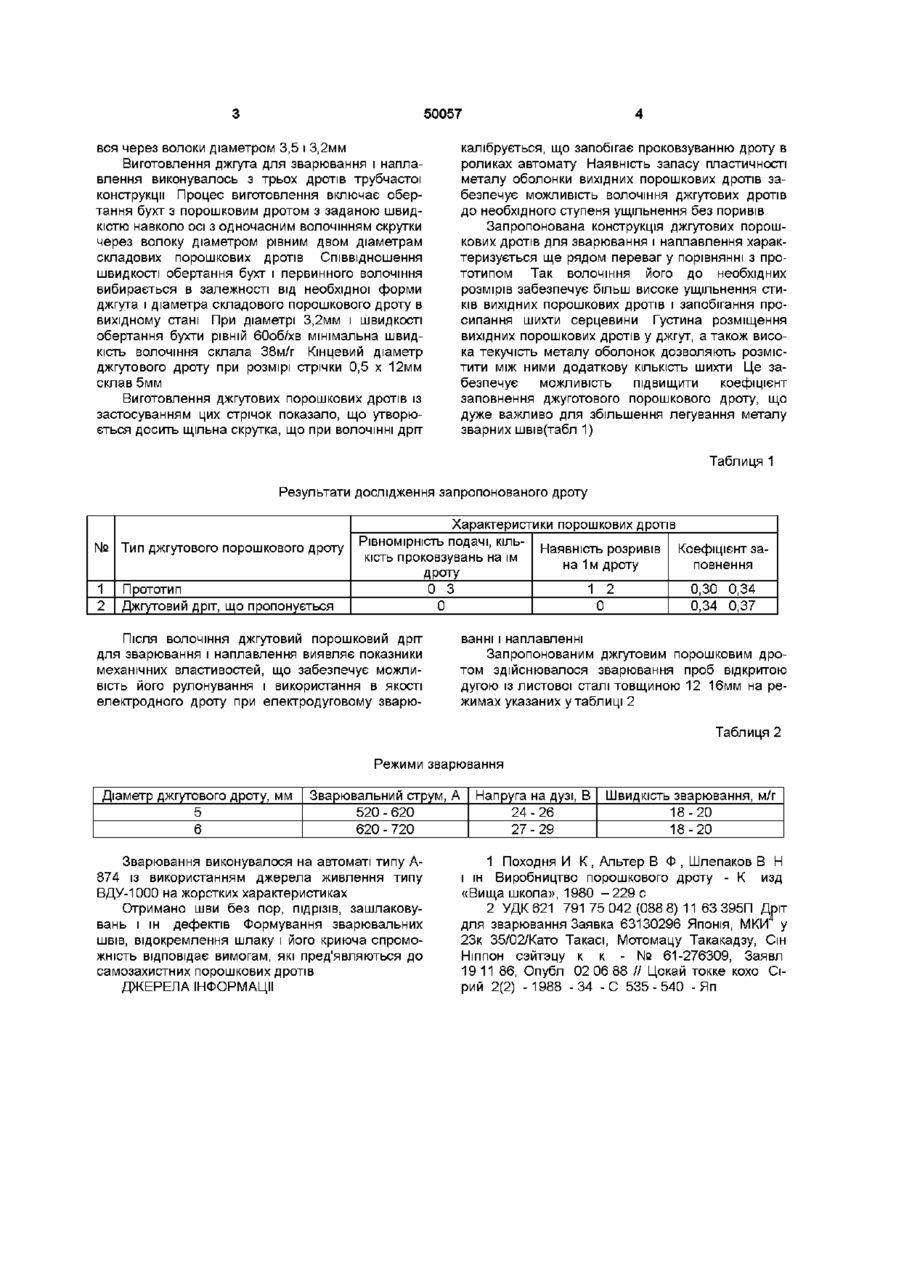
Джгутовий порошковий дріт для зварювання і наплавлення, що складається зі скрутня декількох порошкових дротів, який відрізняється тим, що складові дроту розташовані під кутом 20°-30° відносно осі і мають вигляд секторів, між якими додатково може розміщуватись шихта, ідентична шихті порошкових дротів, або інша, а переріз джгута має вигляд кола Винахід відноситься до конструкцій порошкових дротів, що застосовуються для зварювання і наплавлення При зварюванні і наплавленні порошковими дротами трубчатого типу [1] в силу теплофізичних властивостей оболонки і серцевини, останній оплавляється з відставанням При підвищенні зварювального струму це явище стає особливо вагомим недоліком зварювання і наплавлення порошковими дротами, тому що не розплавлені частки серцевини, які потрапляють у зварювальну ванну, можуть бути причиною засмічення її неметалевими включеннями й утворення пористості, а при наплавленні ще хімічної і структурної неоднорідності наплавленого металу Дроти цієї конструкції характеризуються порівняно невисоким коефіцієнтом наплавлення (9,5 13,5г/А*г), тому що останній можна підвищити шляхом збільшення зварювального струму, що виконати неможливо через зріст відставання плавлення серцевини порошкового дроту Для усунення цього відставання застосовують порошкові дроти складної конструкції, які забезпечують можливість поліпшення умов підводу тепла до часток серцевини Найбільше близькою конструкцією порошкового дроту є джгутовий порошковий дріт для зварювання і наплавлення, ВІДПОВІДНО ДО [2] Такі порошкові дроти (фіг) поряд з забезпеченням рівномірності плавлення оболонки і серцевини мають зварювально-технологічні властивості, до яких відносяться стабільність і СТІЙКІСТЬ дугового процесу, гарне формування металу зварних швів, їх хімічна і структурна неоднорідність Проте джгу товий порошковий дріт, виконаний при довільному кроці скручування з готових порошкових дротів, не забезпечує рівномірності подачі, через проповзання джгута в роликах зварювальних апаратів і обриву джгута при перетяжці, в зв'язку з використанням раніше (на стадії виготовлення порошкових дротів, що складають джут) запасу пластичності металу оболонок В основу винаходу поставлена задача забезпечення рівномірності подачі джгутового порошкового дроту через ролики зварювальних апаратів, виключення розривання його при перетяжці через волоки до заданого розміру і підвищення коефіцієнту заповнення джгутового порошкового дроту Поставлена задача досягається тим, що пропонується скручувати в джгут 3 і більш порошкових дротів, попередньо перетягнених тільки 1 - 2 рази (замість 5 - 7 разів, як потрібно до заданого діаметру) для зберігання запасу пластичності металу, а скручування виконувати з розташуванням складових порошкових дротів стосовно осі джгута під кутом 60 - 70°((до волочіння) ПІСЛЯ скручування джгутовий порошковий дріт піддається волочінню до заданого діаметра, при цьому складові порошкові дроти розташовуються під кутом 20 - 30° (до осі джгута) Порошкові джгутові дроти виготовлялися таким способом застосовувалася лабораторна установка, яка складена із модулів волочильний стан типу ЭЛ-80, касетний магазин порошкових дротів, привод з коробкою швидкостей Порошкові дроти трубчатого виду формувався зі сталевої стрічки марки 08кп перетином 0,5 х 12мм, через волоку 3,8мм Потім вони перетягува 1 ю о о ю 50057 вся через волоки діаметром 3,5 і 3,2мм Виготовлення джгута для зварювання і наплавлення виконувалось з трьох дротів трубчастої конструкції Процес виготовлення включає обертання бухт з порошковим дротом з заданою швидкістю навколо осі з одночасним волочінням скрутки через волоку діаметром рівним двом діаметрам складових порошкових дротів Співвідношення швидкості обертання бухт і первинного волочіння вибирається в залежності від необхідної форми джгута і діаметра складового порошкового дроту в вихідному стані При діаметрі 3,2мм і швидкості обертання бухти рівній бОоб/хв мінімальна швидкість волочіння склала 38м/г Кінцевий діаметр джгутового дроту при розмірі стрічки 0,5 х 12мм склав 5мм Виготовлення джгутових порошкових дротів із застосуванням цих стрічок показало, що утворюється досить щільна скрутка, що при ВОЛОЧІННІ дріт калібрується, що запобігає проковзуванню дроту в роликах автомату Наявність запасу пластичності металу оболонки вихідних порошкових дротів забезпечує можливість волочіння джгутових дротів до необхідного ступеня ущільнення без поривів Запропонована конструкція джгутових порошкових дротів для зварювання і наплавлення характеризується ще рядом переваг у порівнянні з прототипом Так волочіння його до необхідних розмірів забезпечує більш високе ущільнення стиків вихідних порошкових дротів і запобігання просипання шихти серцевини Густина розміщення вихідних порошкових дротів у джгут, а також висока текучість металу оболонок дозволяють розмістити між ними додаткову КІЛЬКІСТЬ ШИХТИ Це забезпечує можливість підвищити коефіцієнт заповнення джуготового порошкового дроту, що дуже важливо для збільшення легування металу зварних швів(табл 1) Таблиця 1 Результати дослідження запропонованого дроту № Тип джгутового порошкового дроту 1 2 Прототип Джгутовий дріт, що пропонується Характеристики порошкових дротів Рівномірність подачі, КІЛЬНаявність розривів Коефіцієнт заКІСТЬ проковзувань на їм на 1м дроту повнення дроту 0 3 1 2 0,30 0,34 0 0 0,34 0,37 Після ВОЛОЧІННЯ джгутовий порошковий дріт для зварювання і наплавлення виявляє показники механічних властивостей, що забезпечує можливість його рулонування і використання в якості електродного дроту при електродуговому зварю ванні і наплавленні Запропонованим джгутовим порошковим дротом здійснювалося зварювання проб відкритою дугою із листової сталі товщиною 12 16мм на режимах указаних у таблиці 2 Таблиця 2 Режими зварювання Діаметр джгутового дроту, мм 5 6 Зварювальний струм А 520 - 620 620 - 720 Зварювання виконувалося на автоматі типу А874 із використанням джерела живлення типу ВДУ-1000 на жорстких характеристиках Отримано шви без пор, підрізів, зашлаковувань і ш дефектів Формування зварювальних швів, відокремлення шлаку і його криюча спроможність відповідає вимогам, які пред'являються до самозахистних порошкових дротів ДЖЕРЕЛА ІНФОРМАЦІЇ Напруга на дузі, В 24 -26 27 -29 Швидкість зварювання, м/г 18 20 18 20 1 Походня И К , Альтер В Ф , Шлепаков В Н і ш Виробництво порошкового дроту - К изд «Вища школа», 1980 - 2 2 9 с 2 УДК 621 791 75 042 (088 8) 11 63 395П Дріт для зварювання Заявка 63130296 Японія, МКИ у 23к 35/02/Като Такасі, Мотомацу Такакадзу, Сін Ніппон сэйтэцу к к - № 61-276309, Заявл 19 11 86, Опубл 02 06 88 // Цокай токке кохо Сірий 2(2) -1988 -34 -С 535-540 - Яп 50057 ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюBraid powder wire for welding and facing
Автори англійськоюKarpenko Volodymyr Mykhailovych
Назва патенту російськоюЖгутовый порошковый провод для сварки и наплавки
Автори російськоюКарпенко Владимир Михайлович
МПК / Мітки
МПК: B23K 35/02
Мітки: дріт, наплавлення, порошковий, джгутовий, зварювання
Код посилання
<a href="https://ua.patents.su/3-50057-dzhgutovijj-poroshkovijj-drit-dlya-zvaryuvannya-i-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Джгутовий порошковий дріт для зварювання і наплавлення</a>
Двошаровий джгутовий самозахисний порошковий дріт для зварювання і наплавлення
Номер патенту: 50056
Опубліковано: 15.10.2002
Автори: Шрамко Олександр Павлович, Карпенко Володимир Михайлович, Пліс Сергій Григорович
МПК: B23K 35/02
Мітки: зварювання, самозахисний, порошковий, джгутовий, двошаровий, наплавлення, дріт
Формула / Реферат:
Двошаровий джгутовий самозахисний порошковий дріт для зварювання й наплавлення, який виконано сплетенням центрального та зовнішніх дротів, кожен з яких складається із трубчастої оболонки і флюсового наповнювача, де центральний дріт заповнено порошковими легуючими і розкислюючими елементами, зовнішні - заповнено газошлакоутворюючими матеріалами, який відрізняється тим, що джгут виконаний накручуванням п'яти - дев'яти напівготових вихідних...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: наплавлення, чавуну, дріт, високоміцного, зварювання, порошковий
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Марченко Станіслав Вікторович, Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: високоміцного, наплавлення, порошковий, зварювання, дріт, чавуну
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: чавуну, зварювання, високоміцного, дріт, порошковий, наплавлення
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,6 Силікокальцій ...
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Мікаелян Генріх Суренович, Рябцев Ігор Олександрович, Євтушенко Віктор Вікторович
МПК: B23K 35/368
Мітки: наплавлення, дріт, порошковий
Формула / Реферат:
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...