Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
Формула / Реферат
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %:
Графіт
17,5-30,6
Силікокальцій
18,9-34,2
Мармур
11,5-19,7
Феромарганець
0,30-3,87
Нікелевий порошок
6,2-13,8
Залізний порошок
решта
при цьому коефіцієнт заповнення порошкового дроту складає 26,2-32,4%.
Текст
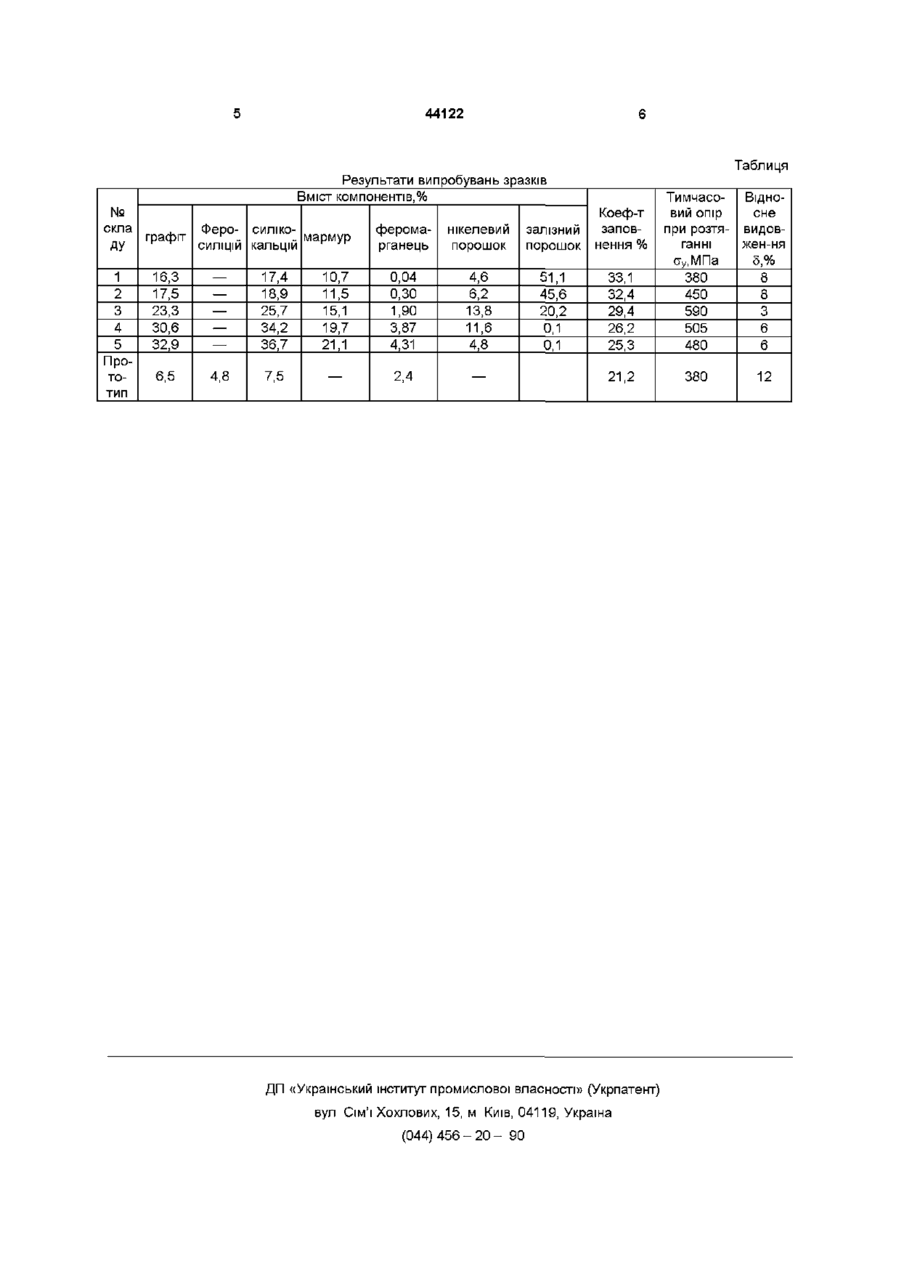
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас % Графіт 17,5-30,6 Силікокальцій 18,9 - 34,2 Мармур 11,5-19,7 Феромарганець 0,30 - 3,87 Нікелевий порошок 6,2 -13,8 Залізний порошок решта при цьому коефіцієнт заповнення порошкового дроту складає 26,2 - 32,4% Винахід відноситься до зварювального виробництва, а саме до матеріалів, що застосовуються для зварювання і наплавлення високоміцного чавуну, переважно дня заварювання дефектів на відливках із високоміцного чавуну з кулястим графітом Відомий порошковий дріт, що містить компоненти в наступному співвідношенні, мас % Низьковуглецева сталь оболонки решта (див авт св СРСР № 468735, кл В 23 К 35/36, 1975р ) Недоліком цього складу є низький вміст кальцію в складі порошкового дроту При цьому в структурі наплавленого металу утворюється лише незначна частка кулястої форми графіту, а основну частину займає вермикулярна форма графіту, до того ж зерна металевої матриці мають значні розміри, що призводить до зниження властивостей МІЦНОСТІ наплавленого металу В основу винаходу поставлене завдання створення порошкового дроту для зварювання і наплавлення високоміцного чавуну з кулястим графітом, де шляхом додавання мармуру забезпечується утворення у наплавленому металі кулястої форми графіту, досягається здрібнювання зерна, та видалення в шлак шкідливих домішок Крім того, завдяки нікелевому порошку, який сприяє утворенню перлітної структури металевої основи вдається підвищити рівень і вирівняти властивості МІЦНОСТІ та пластичності наплавленого метану у різних його ділянках За рахунок усього цього підвищуються властивості МІЦНОСТІ наплавленого металу Графіт Силікокальцій Феромарганець Феротитан Залізний порошок 3,0-5,1 5,6-9,0 0,5-1,3 0,8-1,4 7,6-16,1 Низьковуглецева сталь оболонки - решта (див авт св СРСР № 356077, кл В 23 К 35/368, 1972р)Однак склад цього порошкового дроту не забезпечує достатніх властивостей МІЦНОСТІ наплавленого металу за рахунок утворення пластинчастої форми графіту замість кулястої через низький вміст елемента - глобуляризатора - кальцію Найближчим по технологічній суті і досягнутих результатах є склад порошкового дроту, що містить наступні компоненти, мас % Графіт Феросиліцій Силікокальцій Феромарганець 5,2-7,8 3,2-6,3 5,6-9,32 1,2-3,7 Поставлене завдання вирішується тим що порошковий дріт для зварювання і наплавлення високоміцного чавуну з кулястим графітом, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, згідно винаходу, шихта додатково містить мармур і нікелевий порошок при наступному 44122 співвідношенні компонентів, мас % Графіт Силікокальцій Мармур Феромарганець Нікелевий порошок 17,5-30,6 18,9 - 34,2 11,5-19,7 0,30 - 3,87 6,2 -13,8 Залізний порошок - решта при цьому коефіцієнт заповнення порошкового дроту складає 26,2 32,4%, Наявність компонентів у таких кількостях є необхідним і достатнім для підвищення властивостей МІЦНОСТІ наплавленого металу Мармур проявляє глобуляризуючі властивості на утворення кулястої форми графіту Крім того, він забезпечує здрібнювання зерна металевої матриці, та видалення в шлак шкідливих домішок При ВМІСТІ в порошковому дроті мармуру в КІЛЬКОСТІ менше 11,5% не проявляються вище зазначені дм При збільшенні його КІЛЬКОСТІ понад 19,7% зварювальна ванна зашлаковусться і в наплавленому металі з'являються шлакові включення Нікелевий порошок проявляє графітизуючу дію у процесі кристалізації зварювальної ванни Крім того, він зміцнює ферит та сприяє перлитизацм металевої основи, підвищує рівень і вирівнює властивості МІЦНОСТІ та пластичності наплавленого металу у різних його ділянках Нижня межа (6,2%) обумовлена ефектом його введення Збільшити КІЛЬКІСТЬ нікелевого порошку неможливо через відсутність трубчатого простору порошкового дроту Наявність у складі порошкового дроту графіту сприяє одержанню наплавленого металу без відбілу, та забезпеченню захисної атмосфери зварювальної ванни Включення до складу шихти менш ніж 17,5% графіту є недостатнім для утворення структурно-вільного графіту кулястої форми Збільшення КІЛЬКОСТІ графіту понад 30,6% приводить до утворення СПІЛІ на поверхні рідкої зварювальної ванни, що виключає одержання якісного наплавлення Силікокальцій, як і графіт, проявляє графітизуючу дію Якщо його вміст менше 18,9%, то в структурі наплавленого металу можливе утворення ледебуритних ділянок Наявність більш ніж 34,2% силікокальцію знижує МІЦНІСТЬ І підвищує крихкість наплавленого металу за рахунок збільшення КІЛЬКОСТІ графіту Феромарганець забезпечує необхідний рівень МІЦНОСТІ і пластичності Крім того, він протидіє шкідливому впливу сірки Якщо КІЛЬКІСТЬ феромарганцю менше 0,30%, то не проявляється ефект від його введення, а перевищення 3,87% - приводить до зниження ступеня графітизації Залізний порошок виконує роль баластового компонента, а його КІЛЬКІСТЬ визначається розрахунковим шляхом Таким чином, сукупність всіх істотних ознак за пропонованого порошкового дроту за рахунок утворення в наплавленому металі кулястої форми графіту, здрібнювання зерен металевої матриці, а також видалення в шлак шкідливих домішок забезпечує підвищення властивостей МІЦНОСТІ наплавленого металу Для виготовлення порошкових дротів запропонованого складу застосовуються наступні матеріали Графіт електродний Силікокальцій Мармур Феромарганець Фмн 1,0 Нікелевий порошок ПНЭ-1 Залізний порошок ПЖВ-2 за ДСТ 1027479 за ДСТ 476277 за ДСТ 441673 за ДСТ 475580 за ДСТ 972279 за ДСТ 984987 Низьковуглецева сталева стрічка марки ст 08кп 0,3 х 12 за ДСТ 503-81 Компоненти шихти порошкових дротів попередньо дроблять до стану, що забезпечує вміст в пилеподібних частках більш 60% маси об'єму Перед звішуванням всі інгредієнти з вологістю більш 0,1% просушують при температурі 200 - 250°С, а потім просівають через сито № 04 за ДСТ 3584-73 Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою і наступним калібруванням і вальцюванням на необхідний діаметр дроту Кінцевий діаметр порошкового дроту складає 2,6мм, коефіцієнт заповнення становить 26,2 - 32,4% Дня випробування властивостей дроту всіх складів проводили наплавлення ванним способом на пластини з високоміцного чавуну марки ВЧ 60 розмірами 100x100x40 мм Температура нагріву пластин складала 700°С Наплавлення проводилося зварювальним напівавтоматом А-765 від джерела живлення ВР-600 відкритою дугою на постійному струмі прямої полярності на режимі Ісв = 250 - 280А, и д = 26 - 28В, V = 286м/ч Приклади складів порошкових дротів для зварювання і наплавлення високоміцного чавуну із кулястим графітом і властивостями МІЦНОСТІ приведені в таблиці Із таблиці видно, що порошкові дроти запропонованих складів забезпечують одержання наплавленого металу, що відповідає властивостям МІЦНОСТІ високоміцного чавуну ВЧ 45 - ВЧ 60 Найбільш високі властивості МІЦНОСТІ має метал, наплавлений порошковим дротом складу № 3, шихта якого містить, мас % 23,3 графіту, 25,7 силікокальцію, 15,1 мармуру, 1,90 феромарганцю, 13,8 нікелевого порошку і 20,2 залізного порошку 44122 Таблиця Результати випробувань зразків Вміст компонентів,% № скла ДУ графіт Феро- силікомармур силіцій кальцій феромарганець нікелевий порошок залізний порошок Коеф-т заповнення % 51,1 45,6 20,2 0,1 0,1 33,1 32,4 29,4 26,2 25,3 1 2 3 4 5 16,3 17,5 23,3 30,6 32,9 — — — — — 17,4 18,9 25,7 34,2 36,7 10,7 11,5 15,1 19,7 21,1 0,04 0,30 1,90 3,87 4,31 4,6 6,2 13,8 11,6 4,8 Прототип 6,5 4,8 7,5 — 2,4 — 21,2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТимчасоВідновий опір сне при розтя- видовганні жен-ня сіу.МПа 5,% 380 8 450 8 590 3 505 6 480 6 380 12
ДивитисяДодаткова інформація
Автори англійськоюPustovhar Oleksandr Volodymyrovych, Liubych Oleksandr Yosypovych
Автори російськоюПустовгар Александр Владимирович, Любич Александр Иосифович
МПК / Мітки
МПК: B23K 35/368
Мітки: високоміцного, дріт, чавуну, зварювання, порошковий, наплавлення
Код посилання
<a href="https://ua.patents.su/3-44122-poroshkovijj-drit-dlya-zvaryuvannya-i-naplavlennya-visokomicnogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для зварювання і наплавлення високоміцного чавуну</a>
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Марченко Станіслав Вікторович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: зварювання, високоміцного, чавуну, наплавлення, порошковий, дріт
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Порошковий дріт для наплавлення
Номер патенту: 34778
Опубліковано: 15.03.2001
Автори: Пустовгар Олександр Володимирович, Марченко Станіслав Вікторович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: наплавлення, порошковий, дріт
Формула / Реферат:
Порошковий дріт для наплавлення, переважно сталей і чавунів, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, що містить графіт, силікокальцій, феротитан, феромарганець і залізний порошок, який відріз няеться тим, що шихта додатково містить карба мід при наступному співвідношенні компонєнтіе мас.%:при цьому коефіцієнт заповнення порошкового дроту складає 34-38%.
Порошковий дріт для позапічної десульфурації чавуну
Номер патенту: 30276
Опубліковано: 15.11.2000
Автори: Лифенко Микола Трофимович, Зборщик Олександр Михайлович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Тітієвський Володимир Маркович
МПК: C21C 7/00
Мітки: дріт, десульфурації, позапічної, чавуну, порошковий
Формула / Реферат:
1. Порошковий дріт для позапічної десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту складається з механічної суміші 30-95% сплаву системи залізо - кремній - магній з вмістом магнію 8-30% та 5-70% речовини, яка містить оксид магнію.2. Порошковий дріт по п.1, який відрізняється тим, що оксид магнію введений до складу заповнювача у вигляді обпеченого доломіту або...
Порошковий дріт для десульфурації чавуну
Номер патенту: 30196
Опубліковано: 15.08.2001
Автори: Зборщик Олександр Михайлович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Лифенко Микола Трофимович
МПК: C21C 7/064, C21C 1/02, C22C 33/10, C21C 1/10
Мітки: десульфурації, дріт, порошковий, чавуну
Формула / Реферат:
1. Порошковий дріт для десульфурації чавуну, який складається з металевої оболонки та заповнювача із сплаву системи залізо - кремній - магній, який відрізняється тим, що вміст магнію у сплаві складає 17 - 30%, до того ж у структурі твердого сплаву не менше 50% магнію сконцентровано у евтектичних включеннях силіциду магнію, розмір яких знаходиться у межах 0,15 - 0,6 мм.2. Порошковий дріт по п.1, який відрізняється тим, що сплав системи...
Порошковий дріт для десульфурації чавуну
Номер патенту: 28740
Опубліковано: 15.10.2001
Автори: Лифенко Микола Трофимович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Зборщик Олександр Михайлович, Дюдкін Дмитро Олександрович
МПК: C21C 7/064, C22C 33/10, C21C 1/02
Мітки: чавуну, десульфурації, дріт, порошковий
Формула / Реферат:
1. Порошковий дріт для десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту містить суміш магнію та сплаву системи залізо - кремній - магній у наступному співвідношенні компонентів, (мас. %):магній - 2 -10%; сплав – решта,до того ж у структурі твердого сплаву не менше ніж 70% магнію сконцентровано у евтектичних включеннях, розмір яких не перевищує 0,15...
Попередній патент: Спосіб лікування кістозної трансформації жовчовивідних шляхів
Наступний патент: Спосіб функціональної оцінки динаміки формування умовних реакцій уникнення тварини
Випадковий патент: Вогнетривка теплоізоляційна суміш для захисного покриття балок системи випарювального охолодження нагрівальних печей