Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович, Марченко Станіслав Вікторович

Текст
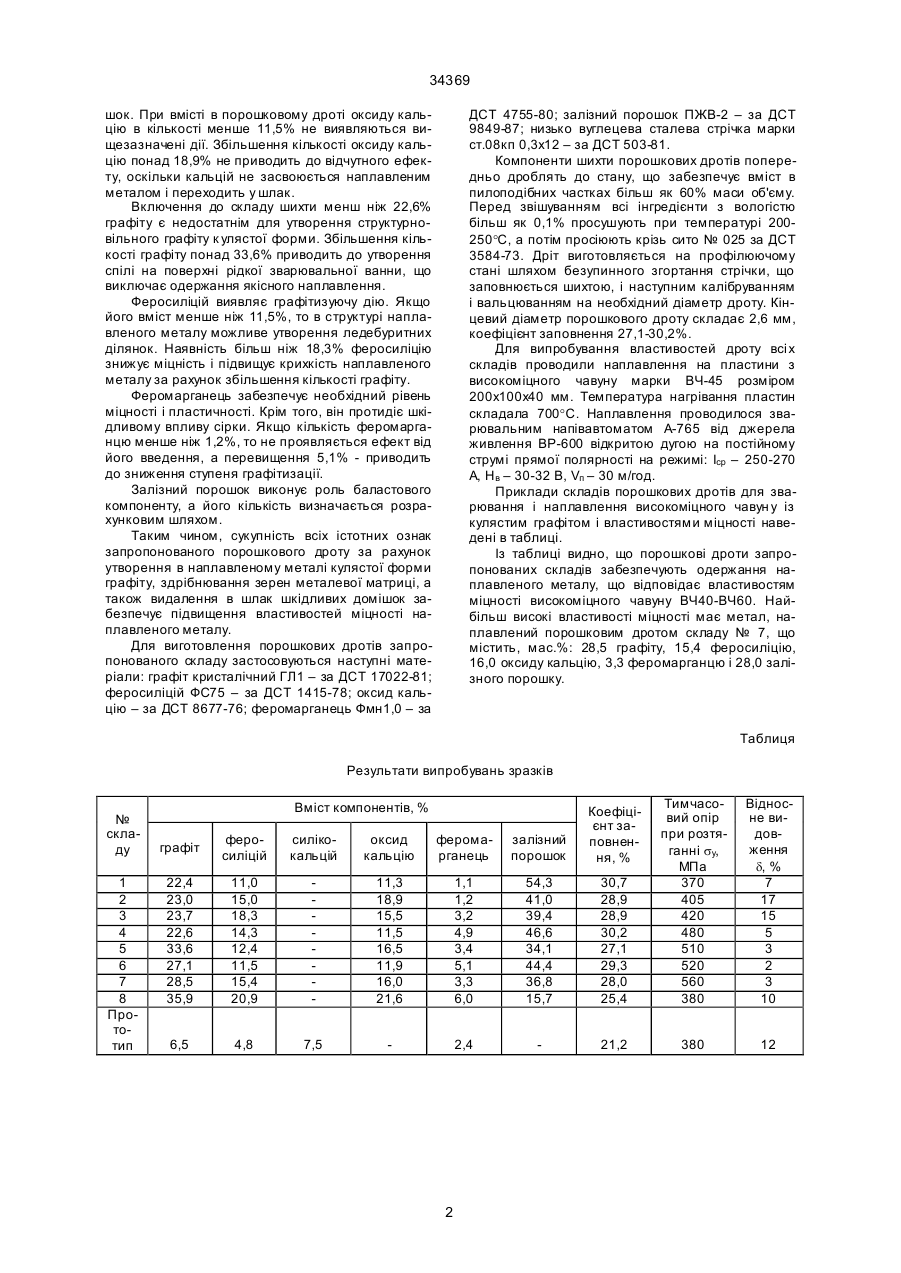
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низько вуглецевої оболонки і порошкопо 34369 шок. При вмісті в порошковому дроті оксиду кальцію в кількості менше 11,5% не виявляються вищезазначені дії. Збільшення кількості оксиду кальцію понад 18,9% не приводить до відчутного ефекту, оскільки кальцій не засвоюється наплавленим металом і переходить у шлак. Включення до складу шихти менш ніж 22,6% графіту є недостатнім для утворення структурновільного графіту к улястої форми. Збільшення кількості графіту понад 33,6% приводить до утворення спілі на поверхні рідкої зварювальної ванни, що виключає одержання якісного наплавлення. Феросиліцій виявляє графітизуючу дію. Якщо його вміст менше ніж 11,5%, то в структурі наплавленого металу можливе утворення ледебуритних ділянок. Наявність більш ніж 18,3% феросиліцію знижує міцність і підвищує крихкість наплавленого металу за рахунок збільшення кількості графіту. Феромарганець забезпечує необхідний рівень міцності і пластичності. Крім того, він протидіє шкідливому впливу сірки. Якщо кількість феромарганцю менше ніж 1,2%, то не проявляється ефект від його введення, а перевищення 5,1% - приводить до зниження ступеня графітизації. Залізний порошок виконує роль баластового компоненту, а його кількість визначається розрахунковим шляхом. Таким чином, сукупність всіх істотних ознак запропонованого порошкового дроту за рахунок утворення в наплавленому металі кулястої форми графіту, здрібнювання зерен металевої матриці, а також видалення в шлак шкідливих домішок забезпечує підвищення властивостей міцності наплавленого металу. Для виготовлення порошкових дротів запропонованого складу застосовуються наступні матеріали: графіт кристалічний ГЛ1 – за ДСТ 17022-81; феросиліцій ФС75 – за ДСТ 1415-78; оксид кальцію – за ДСТ 8677-76; феромарганець Фмн1,0 – за ДСТ 4755-80; залізний порошок ПЖВ-2 – за ДСТ 9849-87; низько вуглецева сталева стрічка марки ст.08кп 0,3х12 – за ДСТ 503-81. Компоненти шихти порошкових дротів попередньо дроблять до стану, що забезпечує вміст в пилоподібних частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для випробування властивостей дроту всі х складів проводили наплавлення на пластини з високоміцного чавуну марки ВЧ-45 розміром 200х100х40 мм. Температура нагрівання пластин складала 700°С. Наплавлення проводилося зварювальним напівавтоматом А-765 від джерела живлення ВР-600 відкритою дугою на постійному струмі прямої полярності на режимі: Іср – 250-270 А, Нв – 30-32 В, Vп – 30 м/год. Приклади складів порошкових дротів для зварювання і наплавлення високоміцного чавун у із кулястим графітом і властивостями міцності наведені в таблиці. Із таблиці видно, що порошкові дроти запропонованих складів забезпечують одержання наплавленого металу, що відповідає властивостям міцності високоміцного чавуну ВЧ40-ВЧ60. Найбільш високі властивості міцності має метал, наплавлений порошковим дротом складу № 7, що містить, мас.%: 28,5 графіту, 15,4 феросиліцію, 16,0 оксиду кальцію, 3,3 феромарганцю і 28,0 залізного порошку. Таблиця Результати випробувань зразків № складу 1 2 3 4 5 6 7 8 Прототип графіт феросиліцій силікокальцій оксид кальцію феромарганець залізний порошок Коефіцієнт заповнення, % 22,4 23,0 23,7 22,6 33,6 27,1 28,5 35,9 11,0 15,0 18,3 14,3 12,4 11,5 15,4 20,9 11,3 18,9 15,5 11,5 16,5 11,9 16,0 21,6 1,1 1,2 3,2 4,9 3,4 5,1 3,3 6,0 54,3 41,0 39,4 46,6 34,1 44,4 36,8 15,7 30,7 28,9 28,9 30,2 27,1 29,3 28,0 25,4 Тимчасовий опір при розтяганні sу, МПа 370 405 420 480 510 520 560 380 6,5 4,8 7,5 2,4 21,2 380 Вміст компонентів, % 2 Відносне видовження d, % 7 17 15 5 3 2 3 10 12 34369 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux cored electrode for welding and hard-facing of articles of high-strength cast iron
Автори англійськоюLiubych Oleksandr Yosypovych, Pustovhar Oleksandr Volodymyrovych, Marchenko Stanislav Viktorovych
Назва патенту російськоюПорошковая проволока для сварки и наплавки высокопрочного чугуна
Автори російськоюЛюбич Александр Иосифович, Пустовгар Александр Владимирович, Марченко Станислав Викторович
МПК / Мітки
МПК: B23K 35/368
Мітки: порошковий, дріт, наплавлення, зварювання, високоміцного, чавуну
Код посилання
<a href="https://ua.patents.su/3-34369-poroshkovijj-drit-dlya-zvaryuvannya-i-naplavlennya-visokomicnogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для зварювання і наплавлення високоміцного чавуну</a>
Порошковий дріт для позапічної десульфурації чавуну
Номер патенту: 30276
Опубліковано: 15.11.2000
Автори: Тітієвський Володимир Маркович, Лифенко Микола Трофимович, Зборщик Олександр Михайлович, Бать Сергій Юрійович, Дюдкін Дмитро Олександрович
МПК: C21C 7/00
Мітки: позапічної, десульфурації, порошковий, дріт, чавуну
Формула / Реферат:
1. Порошковий дріт для позапічної десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту складається з механічної суміші 30-95% сплаву системи залізо - кремній - магній з вмістом магнію 8-30% та 5-70% речовини, яка містить оксид магнію.2. Порошковий дріт по п.1, який відрізняється тим, що оксид магнію введений до складу заповнювача у вигляді обпеченого доломіту або...
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Любич Олександр Йосипович, Анікін Анатолій Афанасьєвіч, Корягін Владімір Алєксєєвіч, Пчелінцев Віктор Олександрович, Любич Сергій Олександрович
МПК: B23K 35/368
Мітки: дріт, порошковий, чавуну, наплавки
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Порошковий дріт для зварювання сталей
Номер патенту: 23931
Опубліковано: 31.08.1998
Автори: Проскудін Валерій Миколайович, Пазірук Ігор Феофілович, Гришанов Аркадій Олександрович, Паньков Василь Іванович, Ігнатушенко Аркадій Анатолійович
МПК: B23K 31/00
Мітки: дріт, зварювання, сталей, порошковий
Формула / Реферат:
1. Порошковая проволока для сварки сталей, состоящая из металлической оболочки и порошкообразной шихты, содержащей фторид кальция, фторид лития, фторид кобальта, углекислый кальций, двуокись кремния, алюминий, молибден, никель, отличающаяся тем, что шихта дополнительно содержит феррохром при следующем соотношении компонентов, мас.%:Фторид кальция 40-49Фторид лития 5-11Фторид...
Порошковий дріт для зварювання під водою
Номер патенту: 19627
Опубліковано: 25.12.1997
Автори: Гришанов Аркадій Олександрович, Білоусов Олексій Валерійович
МПК: B23K 35/36
Мітки: водою, дріт, зварювання, порошковий
Формула / Реферат:
Порошковая проволока для сварки под водой, состоящая из стальной оболочки и порошкообразной шихты, включающей рутиловый концентрат, гематит, марганец, железный порошок, отличающаяся тем, что шихта содержит дополнительно никель, фторид лития, фторид кобальта, полевой шпат при следующем соотношении компонентов, мас.%:при этом коэффициент заполнения порошковой проволоки составляет 30-35%.
Порошковий дріт для одержання покрить напиленням
Номер патенту: 21270
Опубліковано: 04.11.1997
Автор: Студент Михайло Михайлович
МПК: C23C 4/12
Мітки: покрить, одержання, напиленням, дріт, порошковий
Формула / Реферат:
1. Порошковий дріт для одержання покрить напиленням, що складається Із стальної оболонки, наповненою порошковою алюмініймісткою шихтою, який відрізняється тим, що порошкова шихта додатково містить боромістку лігатуру при відповідній кількості компонентів порошкового дроту, мас.%.при коефіцієнті заповнення порошкового дроту шихтою 16-22%.2. Порошковий дріт для одержання покрить напиленням по п. 1, який відрізняється тим,...
Попередній патент: Спосіб лікування підгострих запалювальних захворювань придатків матки
Наступний патент: Кранові ваги
Випадковий патент: Привід круглов'язальної машини