Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їх потоковому виробництві
Номер патенту: 50358
Опубліковано: 15.11.2004
Автори: Лісничий Віктор Миколайович, Дзензерський Віктор Олександрович, Сіренко Максим Вікторович, Буряк Олександр Панасович, Бурилов Сергій Володимирович
Формула / Реферат
Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їх потоковому виробництві, що містить машину для заливання в них електроліту, резервуари для охолодження проточною водою, гідрокомунікаційну систему з теплообмінником, комплект електроперетворювачів для подачі формуючого та зарядного струму, який відрізняється тим, що всі резервуари встановлені в ряд між двома конвеєрними лініями для переміщення акумуляторів, обидві торцеві стінки кожного резервуара виконані стулчастими з можливістю двопозиційної фіксації - робочої (стулені) та завантажувальної/розвантажувальної (відкриті), по всій довжині дна кожного резервуара, на одному рівні з конвеєрними стрічками, розміщені рольганги, а уздовж конвеєра напроти вхідних стулок кожного резервуара встановлені штовхачі для переміщення акумуляторів з конвеєра на рольганг резервуара і подальшого просування їх по ньому під дією ланцюгового імпульсу.
Текст
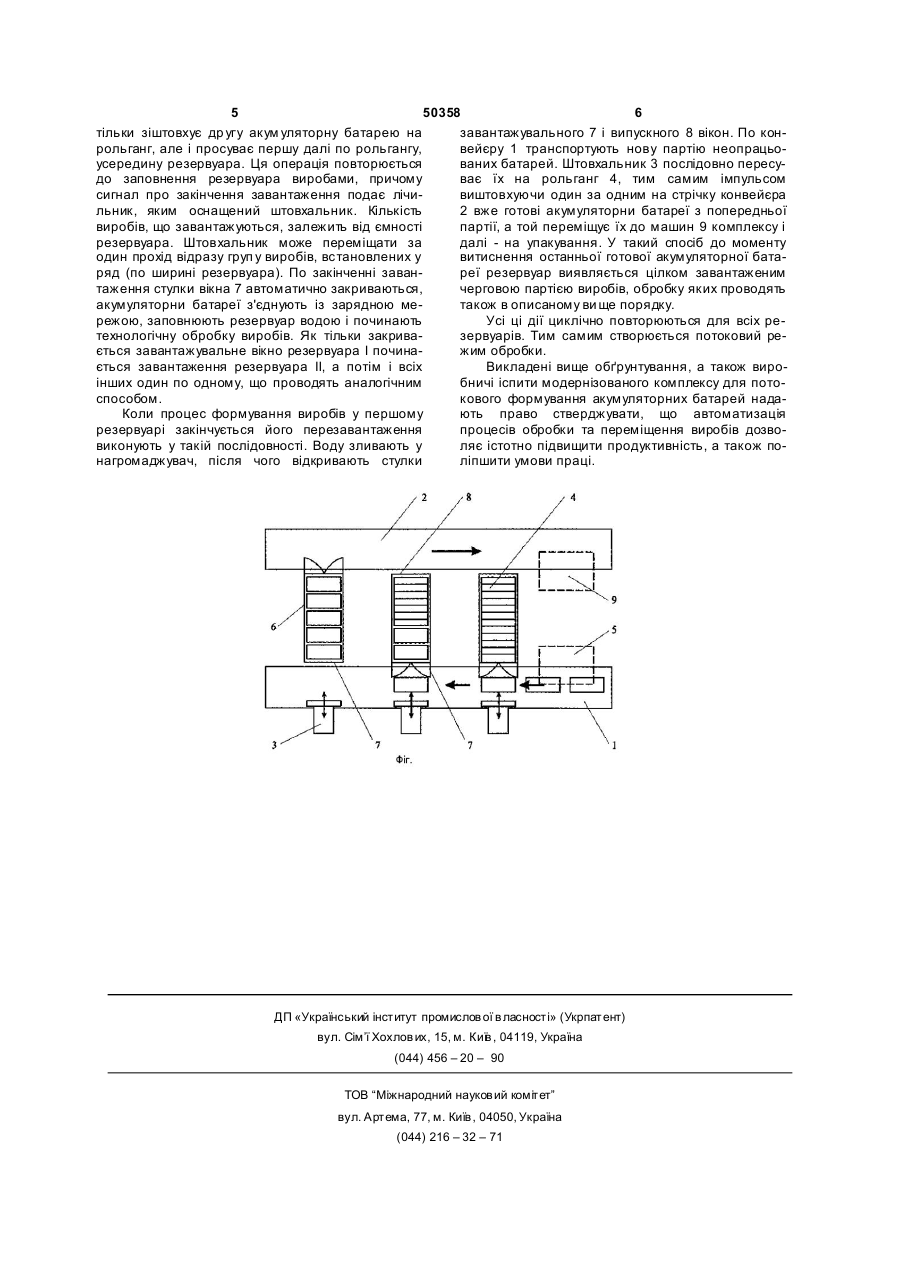
Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їх потоковому виробництві, що містить машину для заливання в них електроліту, резервуари для охолодження проточною водою, гідрокомунікацій 3 50358 4 рахунок функціонально обумовленого компонуновані істотні ознаки, що характеризують суть вивання вузлів комплексу і максимальної автоматинаходу, не відомі в даному розділі техніки. зації процесів обробки і переміщення виробів. Запропоноване технічне рішення може бути Поставлена задача вирішується тим, що в завикористане на підприємствах по виробництву пропонованій схемі модернізації потокової лінії по акумуляторних батарей з пастованими електроформуванню акумуляторних батарей всі резервудами, зокрема - свинцево-кислотних типів. ари встановлені в ряд між двома конвейєрними Критерій «промислове впровадження» підтвелініями для переміщення акумуляторів, обидві рджується актуальністю способу і його практичною торцеві стінки кожного резервуару виконані стулприв'язкою до реальних виробничих те хнологій. частими з можливістю двопозиційної фіксації На фіг. приведена схема функціонального стиробочої (стулені) та завантажувалькування вузлів те хнологічного комплексу із систеної/розвантажувальної (відкриті), по всій довжині мою переміщення. На ній (стрілками) відображедна кожного резервуара, на одному рівні з конний також принцип їхніх взаємозв'язків. Оскільки вейєрними стрічками, розміщені рольганги, а узвсі площини руху мають один загальний рівень, то довж конвейєра напроти вхідних стулок кожного схема представлена в плані. Система переміщенрезервуара встановлені штовхальники для переня містить пряму 1 і зворотну 2 конвейєрні лінії для міщення акумуляторів з конвейєра на рольганг прямолінійного переміщення, штовхальники 3 для резервуара і подальшого просування їх по ньому зміни напрямку руху виробів і рольганги 4. До під дією ланцюгового імпульсу. складу технологічної лінії входять також машина Для полегшення доступу до резервуарів і зрудля заливання електроліту 5 в акумулятори, резечності технічного обслуговування усі резервуари рвуари 6 для їх охолодження проточною водою, розташовують на одному рівні й у ряд. Це зручно гідрокомунікаційна система з теплообмінником і по двох причинах. По-перше, вільний доступ до комплект зарядних пристроїв (не показані). Для всіх резервуарів необхідний для оперативної ліквіутворення зв'язку між системою автоматичного дації дрібних неполадок у системі комутації, чи переміщення виробів і технологічною лінією (вузпорушень плавності переміщення виробів по рольлами обробки) конструкція резервуарів серйозно гангу внаслідок їх перекосу. По-друге, навіть на змінена. Кожен резервуар 6 перетворений із просмаксимально автоматизованій лінії операції підтого водяного термостату у вузол, що бере участь ключення акумуляторів до джерел електроенергії у виконанні механічних операцій у загальному ди(закріплення гнучких перемичок і кабелів), а також намічному ланцюжку. На його дні встановлений закріплення датчиків для моніторингу процесу вирольганг 4, що є елементом системи переміщення. конуються вручну. Дві торцеві стінки виконані стулчастими і перетвоОсновною ж причиною подібного компонуванрені таким чином у завантажувальні 7 і випускні 8 ня є те, що при таком розміщенні резервуарів аввікна. Вони мають два фіксованих положення: ротоматичне завантаження і вивантаження виробів боче (герметично закриті) та перезавантажувальможна здійснювати по найпростішій кінематичній не (відкриті). Порядок їхньої фіксації погоджений схемі. як з ритмом роботи системи переміщення, так і з Оскільки переміщення виробів до резервуарів, режимними циклами технологічного процесу. Паа після обробки - від них виконується за допоморалельно зворотній конвейєрній лінії 2 можуть гою конвейєрних ліній, то для простоти завантабути розміщені агрегати для подальшої обробки ження торцеві стінки всіх контейнерів пороблені виробів (дозаливки електроліту, виміру ступеня їх двостулковими. Вони автоматично відкриваються зарядженості, мийки, таврування, упакування і т.і.), при завантаженні/вивантаженні виробів і гермеале вони не деталізовані і зазначені на схемі як тично закриваються в робочому режимі перед заоб'єкт 9, ув'язаний з комплексом тільки геометричповненням резервуарів водою. Рольганги ж розно. ташовані на одному рівні з конвейєрними Описаний автоматизований комплекс функціполотнинами, тому переміщення акумуляторів з онує у такий спосіб. Зібрані і готові до формування конвейєра на рольганг виконується шляхом просакумуляторні батареї по черзі встановлюють на того пересування їх за допомогою найпростішого стрічку конвейєрної лінії 1. Рухаючись по ній, виоднокоординатного маніпулятора (штовхальника). роби потрапляють у зону дії заливальної машини Задача автоматизації процесу транспортуван5, яка автоматично заправляє їх формуючою рідиня акумуляторів по лінії складається у функціонаною. Це і всі подальші пересування акумуляторів льному сполученні технологічної лінії із системою регулюються автоматизованою системою управпереміщення. ління. Моніторинг процесу формування організоКінематична схема транспортування виробів ваний по кібернетичному принципу і реалізується в по всьому технологічному ланцюгу між агрегатами програмній оболонці. Першу акумуляторну батакомплексу зводиться до прямолінійного руху з зурею (чи груп у акумуляторних батарей) переміщапинками біля кожного виконавчого органа для проють по конвейєрі і зупиняють напроти завантажуведення операції. І тільки процес власне формувального вікна вільного і готового до прийому вання, пов'язаний із завантаженням акумуляторів виробів резервуара (наприклад, І). Стулки його у резервуари, експозиційною зупинкою, просуванзавантажувального вікна 7 на цій стадії відкриті, а ням усередині резервуарів і вивантаженням на випускного 8 -закриті. У цей момент спрацьовує зворотну конвейєрну лінію, вимагає більш складвідповідний штовхальник 3, пересуває акумулятор ної кінематичної схеми з дворазовою зміною нана рольганг 4 і повертається у ви хідну позицію. Під прямку руху. час підходу наступного акумулятора штовхальник За наявними у авторів відомостями запропознову спрацьовує, причому цим же ходом він не 5 50358 6 тільки зіштовхує др угу акум уляторну батарею на завантажувального 7 і випускного 8 вікон. По конрольганг, але і просуває першу далі по рольгангу, вейєру 1 транспортують нову партію неопрацьоусередину резервуара. Ця операція повторюється ваних батарей. Штовхальник 3 послідовно пересудо заповнення резервуара виробами, причому ває їх на рольганг 4, тим самим імпульсом сигнал про закінчення завантаження подає лічивиштовхуючи один за одним на стрічку конвейєра льник, яким оснащений штовхальник. Кількість 2 вже готові акумуляторни батареї з попередньої виробів, що завантажуються, залежить від ємності партії, а той переміщує їх до машин 9 комплексу і резервуара. Штовхальник може переміщати за далі - на упакування. У такий спосіб до моменту один прохід відразу груп у виробів, встановлених у витиснення останньої готової акумуляторної батаряд (по ширині резервуара). По закінченні заванреї резервуар виявляється цілком завантаженим таження стулки вікна 7 автоматично закриваються, черговою партією виробів, обробку яких проводять акумуляторни батареї з'єднують із зарядною метакож в описаному ви ще порядку. режою, заповнюють резервуар водою і починають Усі ці дії циклічно повторюються для всіх ретехнологічну обробку виробів. Як тільки закривазервуарів. Тим самим створюється потоковий реється завантажувальне вікно резервуара І починажим обробки. ється завантаження резервуара II, а потім і всіх Викладені вище обґрунтування, а також вироінших один по одному, що проводять аналогічним бничі іспити модернізованого комплексу для потоспособом. кового формування акумуляторних батарей надаКоли процес формування виробів у першому ють право стверджувати, що автоматизація резервуарі закінчується його перезавантаження процесів обробки та переміщення виробів дозвовиконують у такій послідовності. Воду зливають у ляє істотно підвищити продуктивність, а також понагромаджувач, після чого відкривають стулки ліпшити умови праці. ДП «Український інститут промислов ої в ласності» (Укрпатент) вул. Сім’ї Хохлов их, 15, м. Київ , 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науков ий коміт ет” вул. Артема, 77, м. Київ , 04050, Україна (044) 216 – 32 – 71
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatically operated industrial unit for forming and charging accumulator batteries in line production process
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Burylov Serhii Volodymyrovych
Назва патенту російськоюАвтоматизированный производственный комплекс для формования и зарядки аккумуляторных батарей при их поточном производстве
Автори російськоюДзензерський Виктор Александрович, Дзензерский Виктор Александрович, Бурилов Сергей Владимирович
МПК / Мітки
МПК: H02J 7/00, H01M 10/50
Мітки: потоковому, батарей, формування, зарядки, виробничий, акумуляторних, виробництві, комплекс, автоматизований
Код посилання
<a href="https://ua.patents.su/3-50358-avtomatizovanijj-virobnichijj-kompleks-dlya-formuvannya-ta-zaryadki-akumulyatornikh-batarejj-pri-kh-potokovomu-virobnictvi.html" target="_blank" rel="follow" title="База патентів України">Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їх потоковому виробництві</a>
Спосіб уніфікації зовнішніх режимних параметрів процесу формування та зарядки акумуляторних батарей при їх потоковому виробництві
Номер патенту: 50359
Опубліковано: 15.10.2004
Автори: Лісничий Віктор Миколайович, Буряк Олександр Панасович, Дзензерський Віктор Олександрович, Сіренко Максим Вікторович, Бурилов Сергій Володимирович
МПК: H01M 10/50, H02J 7/00
Мітки: акумуляторних, батарей, зовнішніх, уніфікації, зарядки, параметрів, виробництві, потоковому, процесу, формування, спосіб, режимних
Формула / Реферат:
Трясильна машина, що складається з верхнього гребеневого поля і голчастого транспортера, яка відрізняється тим, що під верхньою гілкою голчастого транспортера встановлений вібровузол, виконаний у вигляді двох закріплених на загальному валу ударних механізмів, кожний з яких складається із двох щік та набору бойків, що мають можливість вільно обертатися на осях, а осі бойків закріплені на щоках у пазах, виконаних по їх радіусу.
Спосіб уніфікації зовнішніх режимних параметрів процесу формування та заряду акумуляторних батарей при їх потоковому виробництві

Номер патенту: 50359
Опубліковано: 15.10.2002
Автори: Лісничий Віктор Миколайович, Буряк Олександр Панасович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Сіренко Максим Вікторович
МПК: H01M 10/50, H02J 7/00
Мітки: потоковому, уніфікації, параметрів, батарей, заряду, процесу, формування, режимних, виробництві, зовнішніх, акумуляторних, спосіб
Формула / Реферат:
Трясильна машина, що складається з верхнього гребеневого поля і голчастого транспортера, яка відрізняється тим, що під верхньою гілкою голчастого транспортера встановлений вібровузол, виконаний у вигляді двох закріплених на загальному валу ударних механізмів, кожний з яких складається із двох щік та набору бойків, що мають можливість вільно обертатися на осях, а осі бойків закріплені на щоках у пазах, виконаних по їх радіусу.
Пристрій для зарядки акумуляторних батарей
Номер патенту: 58230
Опубліковано: 15.07.2003
Автори: Волківський Вадим Борисович, Петергеря Юлія Сергіївна, Жуйков Валерій Якович, Терещенко Тетяна Олександрівна
МПК: H02J 7/00
Мітки: пристрій, зарядки, акумуляторних, батарей
Формула / Реферат:
Пристрій для зарядки акумуляторних батарей, що містить задану кількість зарядних ланок, підключених до вхідного виводу, кожна з яких, в свою чергу, містить широтно-імпульсний перетворювач з накопичувальним дроселем, вихід якого має виводи для підключення акумуляторної батареї, який відрізняється тим, що до кожної з зарядних ланок введено ключ, підключений до виводу для підключення акумуляторної батареї, причому вихід широтно-імпульсного...
Пристрій для зарядки акумуляторних батарей
Номер патенту: 19095
Опубліковано: 25.12.1997
Автор: Івашков Сергій Олексійович
МПК: H02J 7/10
Мітки: пристрій, батарей, зарядки, акумуляторних
Формула / Реферат:
Устройство для заряда аккумуляторных батарей бытовых приборов, содержащее балластный токоограничивающий конденсатор, двухполупериодный выпрямитель, к которому на выходе подключен параметрический стабилизатор, транзисторный ключ в цепи заряда, связанный по цепи управления с пороговым узлом, отличающееся тем, что пороговый узел выполнен ступенчатым из фиксированных сопротивлений, число которых соответствует числу стандартных напряжений батарей...
Спосіб батарейного формування з водяним охолодженням свинцево-кислотних акумуляторних батарей
Номер патенту: 40509
Опубліковано: 15.01.2004
Автори: Бурилов Сергій Володимирович, Видута Олена Леонідівна, Косенко Андрій Сергійович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович, Сорокендя Віктор Степанович
МПК: H01M 4/16
Мітки: батарейного, акумуляторних, спосіб, охолодженням, батарей, водяним, свинцево-кислотних, формування
Формула / Реферат:
Спосіб батарейного формування з водяним охолодженням свинцево-кислотних акумуляторних батарей, який полягає в тому, що батареї заливають електролітом, збирають у групи, встановлюють у резервуари, які заповнюють рідиною для охолодження, і після відстоювання формують постійним та/або імпульсним струмом, який відрізняється тим, що підведення струму проводять у чотири етапи, причому на першому етапі спочатку через батареї протягом 5 - 20 хвилин...
Попередній патент: Сигарета з фільтром, оснащена вентиляційними засобами
Наступний патент: Шина дітеріхса модернізована (шдм)
Випадковий патент: Вибухова речовина для запобіжного накладного заряду