Пристрій для розливання спокійної сталі на виливки
Номер патенту: 52222
Опубліковано: 16.12.2002
Автори: Корохов Костянтин Володимирович, Онищенко Сергій Олександрович, Крикунов Борис Петрович, Азаров Сергій Іванович, Шевченко Тарас Григорович, Кукуй Давид Пенхусович

Формула / Реферат
Пристрій для розливання спокійної сталі на виливки, що містить звужену донизу виливницю і встановлену над нею футеровану зсередини прибуткову металеву надставку, робочий простір якої звужується догори, який відрізняється тим, що нижня частина надставки висотою 0,2-0,7 h , де h - висота надставки, виконана не футерованою, а товщина стінки металевого каркаса у футерованій частині надставки становить 0,1-0,5 від товщини стінки в не футерованій частині.
Текст
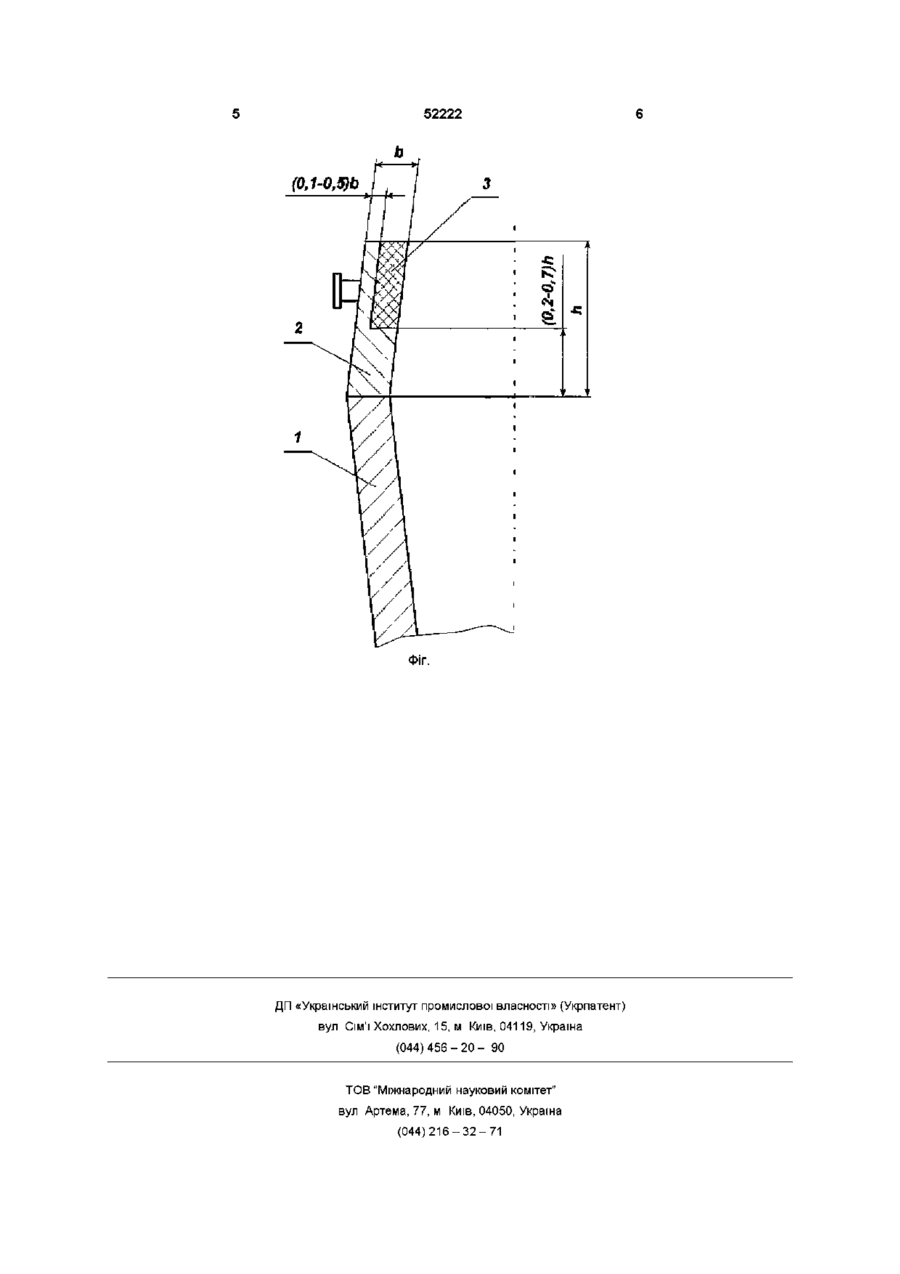
Пристрій для розливання спокійної сталі на виливки, що містить звужену донизу виливницю і встановлену над нею футеровану зсередини прибуткову металеву надставку, робочий простір якої звужується догори, який відрізняється тим, що нижня частина надставки висотою 0,2-0,7 h , де h висота надставки, виконана не футерованою, а товщина стінки металевого каркаса у футерованій частині надставки становить 0,1-0,5 від товщини стінки в не футерованій частині Винахід відноситься до чорної металурги, а більш конкретно до розливання на виливки спокійних марок сталей, які прокатуються на обтискних станах, і може бути використаним на заводах чорної металургії Відомий пристрій для розливання спокійної сталі, що містить звужену донизу виливницю, над якій установлена металева надставка, робочій простір якої звужується догори, а стінки футеровані вогнетривкою масою малої теплопровідності Завдяки такому виконанню надставки сталь у прибутку довго залишається рідкою і живить виливок, так, що усадочна раковина виходить зосередженою і має глибоке устя (Технология конструкционных материалов / ААДальский, И А Арутюнова, ТМ Барсукова и др Под общ Ред А М Дал ьс ко го,-2-е изд , перер и доп -М Машиностроение, 1985 -448 с -с 41-44) цеглою товщиною 65-И15 мм із додатковим ізолюючим шаром із піношамоту, азбесту і т д (Разливка черных металлов Власов Н Н , Король В В , Радя В С Справочное издание -М Металлургия, 1987 -272 с -С228-Т-230 , рис 104) Цей пристрій по КІЛЬКОСТІ сукупних істотних ознак є найбільш близьким до винаходу, що заявляється і тому прийнятий як найближчий аналог Перехід до прибуткової надставки круглого чи овального перерізу знижує обрізки з головної частини виливка на 1,5 -ь 2,0%, що обумовлено згладжуванням профілю нижньої частини усадочної раковини на виливку Однак подальше зменшення обрізків неможливо, тому що це призвело б до збереження неякісного металу на головній частині розкату, викликаного не вилученою нижньою частиною зосередженої усадочної раковини, нездатною заварюватися при оброблянні тиском на обтискних станах Вадою відомого пристрою є те, що виливки, ВІДЛИТІ в цей пристрій, мають значні обрізки з головної частини, які досягають 16%, що є слідством утворення зосередженої усадочної раковини з вузьким глибоким устям Відомий пристрій, для розливання спокійної сталі на виливки, також містить звужену донизу виливницю з установленою над нею прибутковою надставкою з робочим простором круглого чи овального перерізу, який звужується догори У цьому пристрої металевий каркас має постійну по висоті товщину стінки, футеровану зсередини шамотною В основу винаходу поставлено задачу такого удосконалення пристрою для розливання спокійної сталі на виливки, що дозволило б розосередити нижню частину усадочної раковини, здатну заварюватися при оброблянні тиском на обтискних станах, за рахунок прискорення процесу затвердіння в області переходу до головної частини виливка і завдяки тому зменшити обрізки з його головної частини Поставлена задача вирішується тим пристрій ю 52222 для розливання спокійної сталі на виливки містить звужену донизу виливницю і встановлену над нею прибуткову металеву надставку, футеровану зсередини Робочий простір надставки звужується догори Нижня частина надставки висотою 0,2 + 0,7п , де h - висота надставки, виконана не футерованою, а товщина стінки металевого каркаса у футерованіи частині становить 0,1 -ь 0,5 від товщини стінки в не футерованіи частині Ознаками пристрою для розливання спокійної сталі на виливки, спільними з найближчим аналогом, є звужена донизу виливниця з установленою над нею прибутковою металевою надставкою, футерованою зсередини і яка має звужений догори робочий простір Новими суттєвими ознаками є те, що нижня частина надставки висотою 0,2 -ь 0,7п, де h - висота надставки, виконана не футерованою, а товщина стінки металевого каркаса у футерованіи частині становить 0,1 -ь 0,5 від товщини стінки в не футерованіи частині Виконання нижньої частини надставки висотою 0,2 -ь 0,7п, де h висота надставки не футерованою, і товщиною стінки металевого каркаса у футерованіи частині, яка становить 0,1 -ь 0,5 від товщини стінки в не футерованіи частині дозволяє розосередити нижню частину усадочної раковини за рахунок прискорення процесу затвердіння в області переходу до головної частини виливка При цьому в рідкому металі швидше утвориться металевий кістяк із деревоподібних кристалів дендритів, що перешкоджають опусканню рідкого металу вниз Завдяки тому, обсяг зосередженої усадочної раковини зменшується, а метал у розосередженій нижній її частині заварюється при гарячому пластичному деформуванні, а це приводить до зменшення обрізків із головної частини виливка При висоті нижньої не футерованої частини надставки менше ніж 0,2п, ефект розосередження нижньої частини усадочної раковини практично дуже малий і таке виконання надставки недоцільно При висоті нижньої не футерованої частини надставки більш ніж 0,7п помітно погіршується якість поверхні прибуткової частини виливка, так, що обрізки металу знову збільшуються При товщині стінки металевого каркаса надставки у футерованіи частині менш 0,1 від товщини стінки в не футерованіи частині знижується конструктивна МІЦНІСТЬ надставки При експлуатації такої надставки можливе руйнування и верхньої частини При товщині стінки металевого каркаса надставки у футерованіи частині більш 0,5 від товщини стінки в не футерованіи частині товщина футерівки зменшується настільки, що ВІДВІД тепла у верхній частині надставки інтенсифікується Це приводить до несприятливого перекручування форми усадочної раковини й псуванню поверхні головної частини виливка Конструкція пристрою, що заявляється, пояснюється фіг, на якій показаний фрагмент вертикального розрізу пристрою Пристрій для розливання спокійної сталі на виливки містить звужену донизу виливницю 1 і встановлену над нею металеву надставку 2 із футерівкою 3 зсередини Нижня частина надставки 2 на висоту 0,2 -ь 0,7п, де h - висота надставки, не футерована Товщина стінки металевого каркаса у футерованіи частині становить 0,1 -ь 0,5Ь, де b товщина стінки надставки в не футерованіи частині Пристрій для розливання спокійної сталі на виливки працює так На виливницю 1 установлюють металеву надставку 2 із футерівкою 3 зсередини Висота не футерованої частини надставки становить 0,2 + 0,7 від загальної висоти надставки Товщина металевої стінки у футерованіи частині становить 0,1 -ь 0,5 від товщини стінки в не футерованіи частині У пристрій заливають розплавлену спокійну сталь Після затвердіння роблять роздягання виливків і їхнє гаряче прокатування на обтискному стані з видаленням обрізків з донної й головної частин виливка Пропонований пристрій для розливання спокійних сталей на виливки виготовили і випробували при розливанні виливків масою 7,7 -ь 7,8 т із спокійної сталі СтЗсп Надставку висотою 480мм відливали із сірого чавуну Висота не футерованої частини надставки становила 120мм, тобто 0,25 від загальної и висоти Товщина нижньої не футерованої частини надставки становила 150мм, а верхньої футерованої - 45мм, що становить 0,3 від товщини стінки в нижній не футерованіи частині При затвердінні, стриперуванні й прокатуванні відхилень від звичайної поведінки металу цієї сталі не спостерігали По макротемплету установили розосередження нижньої частини усадочної раковини Загальна КІЛЬКІСТЬ обрізків з розкату, отриманого із виливків, відлитих у пристрій, що заявляється, зменшилася на 2,5 -ь 3% за рахунок зменшення обрізків із головної частини розкату 52222 (0,1-0,5)Ь і § • і 1 1 ! ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for casting killed steel to ingots
Автори англійськоюKrikunov Borys Petrovich, Azarov Serhii Ivanovych, Shevchenko Taras Hryhorovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Korokhov Kostiantyn Volodymyrovych, Onyschenko Serhii Oleksandrovych
Назва патенту російськоюУстройство для розлива спокойной стали в отливки
Автори російськоюКрикунов Борис Петрович, Азаров Сергей Иванович, Шевченко Тарас Григорьевич, Кукуй Давид Пенхусович, Корохов Константин Владимирович, Онищенко Сергей Александрович
МПК / Мітки
МПК: B22D 7/06
Мітки: пристрій, спокійної, розливання, сталі, виливки
Код посилання
<a href="https://ua.patents.su/3-52222-pristrijj-dlya-rozlivannya-spokijjno-stali-na-vilivki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розливання спокійної сталі на виливки</a>
Теплоізолююча суміш для розливання сталі в злитки
Номер патенту: 50867
Опубліковано: 15.11.2002
Автори: Шостак Сергій Владилинович, Котенко Володимир Григорович, Шлемко Степан Васильович
МПК: B22D 27/04, B22D 7/10
Мітки: сталі, теплоізолююча, злитки, суміш, розливання
Формула / Реферат:
Теплоізолююча суміш для розливання сталі в злитки, що містить теплоізолюючі вогнетривкі компоненти, яка відрізняється тим, що містить графіт, що спучується, золу ТЕЦ, дрібнодисперсні відходи виробництва вугільних електродів, легковагові відходи виробництва феросиліцію, сажу і соду кальциновану при наступному співвідношенні компонентів, мас. % : графіт, що спучується 2- 5 зола ТЕЦ ...
Проміжний ківш для розливання сталі

Номер патенту: 37161
Опубліковано: 16.04.2001
Автори: Пікус Марк Іссерович, Гресс Олександр Володимирович, Макшеєв Володимир Миколайович, Бродський Сергій Сергійович, Учитель Лев Михайлович, Огурцов Анатолій Павлович
МПК: B22D 41/14, B22D 11/08
Мітки: проміжний, ківш, сталі, розливання
Текст:
...уздовж нього, вогнетривкий блок виконаний у циліндро-конічному вигляді з внутрішньою коаксиальною конічною порожниною, при цьому висота зовнішньої циліндричної частини вогнетривкого блока визначається по залежності: Hц = Hб rб r ст (фіг.). Проміжний ківш 1 містить стопор 2, стакандозатор 3, вогнетривкий плаваючий блок 4 циліндро-конічного вигляду загальною висотою Нб із висотою Н ц зовнішньої циліндричної частини, що відповідає...
Спосіб розливання сталі і пристрій для його здійснення
Номер патенту: 11059
Опубліковано: 25.12.1996
Автор: Федорович Віктор Георгійович
МПК: B22D 11/14, B22D 11/00
Мітки: спосіб, розливання, пристрій, сталі, здійснення
Формула / Реферат:
(57) 1. Способ разливки стали, включающий подачу металла через металлоприемник на горизонтально расположенную теплоотводящую поверхность кристаллизатора, экранируемую низкотеплопроводным сводом и боковыми стенками устройства, обеспечивающих односторонне направленную кристаллизацию отливок, отличающийся тем, что перед подачей металла на теплоотводящую поверхность кристаллизатора осуществляют накопление всего металла отливки в емкости свода, а...
Спосіб розливання сталі

Номер патенту: 23175
Опубліковано: 17.12.2001
Автори: Волков Анатолій Іванович, Якін Михайло Миколайович, Шебаніц Єдуард Миколайович, Лещенко Єгор Миколайович, Остроушко Анатолій Вікторович, Бондар Владислав Іванович, Овсянніков Олександр Матвійович, Налча Георгій Іванович
МПК: B22D 11/18, B22D 7/00
Мітки: сталі, розливання, спосіб
Формула / Реферат:
1. Способ разливки стали, включающий последовательную присадку при наполнении изложницы металлом титансодержащего материала, а затем ферросилиция, отличающийся тем, что титансодержащий материал вводят под струю при наполнении изложницы жидким металлом до уровня, определяемого из выражения:,Но уровень налива металла в изложнице в соответствии с заданной массой...
Спосіб розливання сталі в зливки

Номер патенту: 29500
Опубліковано: 15.11.2000
Автор: Лоза Аркадій Васильович
МПК: B22D 7/00
Мітки: сталі, спосіб, зливки, розливання
Текст:
Попередній патент: Віброударна площадка для ущільнення бетонної суміші
Наступний патент: Спосіб виготовлення корпусів балонів з вуглецевої сталі
Випадковий патент: Ходова гайка