Проміжний ківш для розливання сталі
Номер патенту: 37161
Опубліковано: 16.04.2001
Автори: Учитель Лев Михайлович, Гресс Олександр Володимирович, Бродський Сергій Сергійович, Огурцов Анатолій Павлович, Пікус Марк Іссерович, Макшеєв Володимир Миколайович


Текст
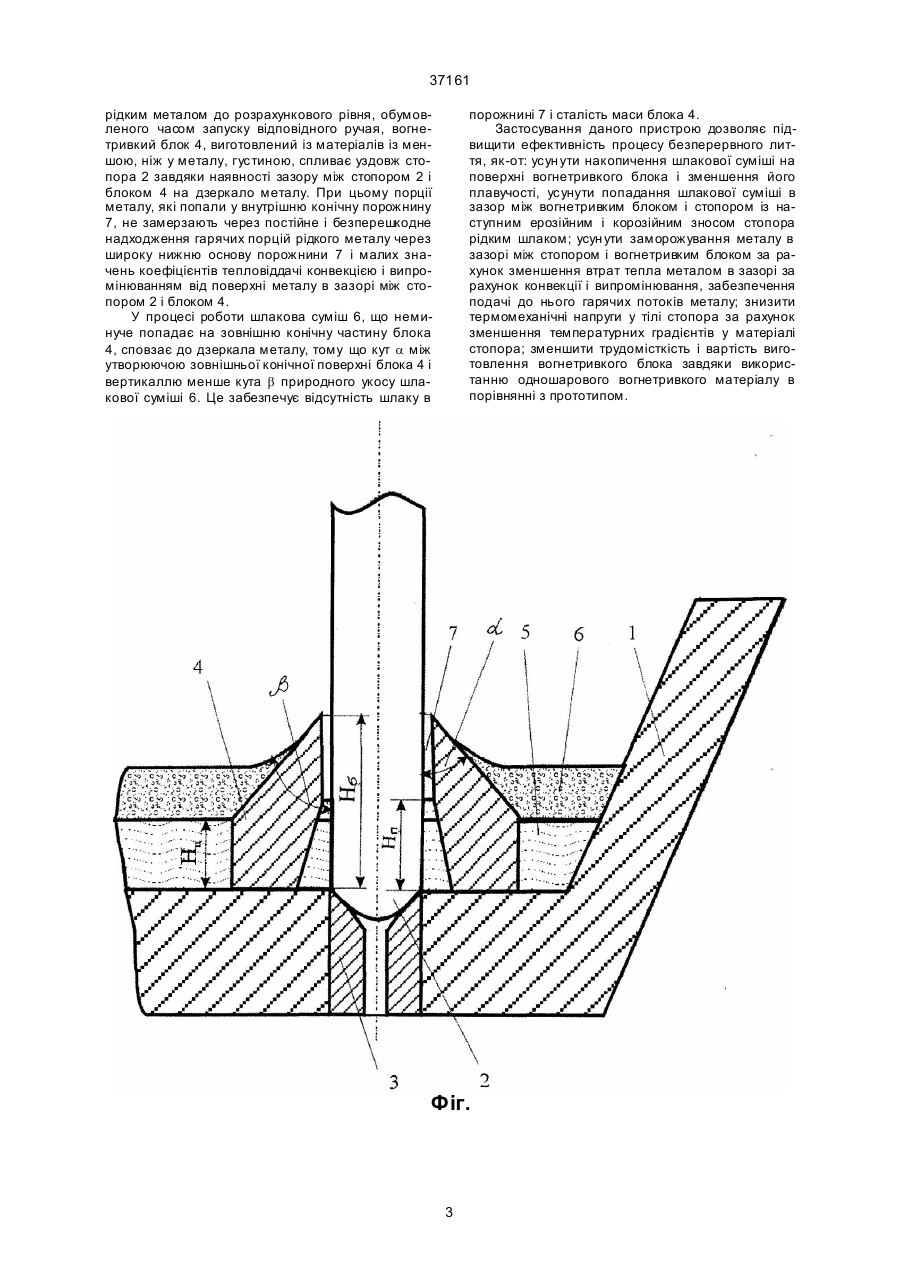
Проміжний ківш для розливання сталі, що містить стопор і вогнетривкий плаваючий блок, установлений коаксіальнj стопору з можливістю переміщення уздовж нього, який відрізняється тим, що вогнетривкий блок виконаний у циліндроконічному вигляді з внутрішньою коаксіальною конічною порожниною, при цьому висота вогнетривкого блока визначається по залежності: r H б = Hц ст де; rб Винахід відноситься до металургії і може бути використаний, наприклад, на машині безперервного лиття заготівок для захисту стопорів від ерозійного і корозійного впливу рідкого шлаку. Відомо пристрій для подачі металу в кристалізатор машини безперервного лиття заготівок, що містить стакан, вільно вставлений у центральний отвір вогнетривкої плити, розміщеної з зазором у кристалізаторі (А.с. СССР №614883, МКИ 2, В22D 11/10. Заявл. 08.12.75, №21996066/22-02, опубл. 15.07.78, Б.и. №26). Застосування даного пристрою дозволяє підвищити якість поверхні заготівок за рахунок запобігання примороження плити до кірочки заготівки й оптимізації якості захисної суміші, що змащує і що надходить у зазор між плитою і стінкою кристалізатора. Водночас, при веденні процесу розливання, метал, який знаходиться в зазорі між розпивочним стаканом і вогнетривкою плитою, замерзає внаслідок обмеженого доступу в зазор високотемпературних потоків металу. Примороження вогнетривкої плити до розпивочного стакана перешкоджає вільному переміщенню плити вздовж розпивочного стакана, що при зміні рівня рідкого металу в кристалізаторі призведе до руйнації плити і розпивочного стакана в результаті виникаючих механічних напруг. При подачі шлакової суміші в зазор між вогнетривкою плитою і стінками кристалізатора неминуче попадання суміші на поверхню вогнетривкої плити, що призводить до збільшення маси (осадки в рідкому металі) плити. Збільшення осадки плити спричиняє перетікання рідкого металу через зазори між плитою, розпивочним стаканом і кристалізатором на поверхню плити і наступного заморожування металу, що також підвищує масу (осадку) плити. Найбільш близьким з технічної сутності і результату, що досягається є проміжний ківш для розливання сталі, що містить стопор і вогнетривкий елемент, установлений коаксиально стопору з можливістю переміщення уздовж нього. Причому внутрішній прошарок вогнетривкого елемента виконаний з екзотермічної суміші або з легкоплавкого матеріалу (А.с. СССР №1715478, МКИ, В22D 11/10. Заявл. 27.06.89, №4710797/02, опубл. 29.02.92, Б.и. №8). Проте під час наповнення проміжного ковша на поверхню вогнетривкого елемента попадають краплі металу, збільшуючи тим самим масу вогнетривкого елемента. До підвищення маси вогнетривкого елемента також призводить неминуче попадання шлакової суміші на поверхню плаваючого вогнетривкого елемента. У результаті цього висота елемента над рівнем поверхні рідкого металу знижується і з'являється можливість перетікання рідкого металу на поверхню вогнетривкого елемента з наступним його замерзанням і подальшим (19) UA (11) 37161 (13) A Нб – висота вогнетривкого плаваючого блока, Нц – висота зовнішньої циліндричної частини вогнетривкого плаваючого блока, rб , r ст – густина матеріалу вогнетривкого плаваючого блока і рідкої сталі відповідно, а твірна конуса зовнішньої поверхні вогнетривкого блока складає кут до вертикалі, менший кута природного укосу шлакової суміші, а висота внутрішньої конічної порожнини блока більше висоти його зовнішньої циліндричної частини. 37161 зануренням елемента в рідкий метал. Попадання шлакової суміші в зазор між стопором і вогнетривким елементом сприяє підвищенню зносу тіла стопора за рахунок ерозійного і корозійного впливу рідкого шлаку. Відносно велика тепловіддаюча поверхня рідкого металу у зазорі між стопором і вогнетривким елементом призводить до появи твердої кірки металу в зазорі між стопором і вогнетривким елементом і примороженню вогнетривкого елемента до стопора. Технологічна зміна рівня рідкого металу при незмінному положенні вогнетривкого елемента щодо стопора, спричиняє підвищення механічних напруг у тілі стопора, що в сукупності з високими термічними напругами в тілі стопора на межі рідкий метал, шлак-атмосфера призводить до короблення і поломки стопора. Виконання внутрішнього прошарку вогнетривкого елемента з екзотермічної суміші або з легкоплавкого матеріалу збільшує тр удомісткість і вартість вогнетривкого елемента. Розчинення екзотермічної суміші або легкоплавкого матеріалу в рідкому металі на початковому етапі розливання сприяє підвищенню рівня неметалевих включень у сталі і різноманітної їхньої концентрації в заготівці, розлитої на початку і в кінці процесу розливання. До того ж, зазор між стопором і вогнетривким елементом зростає, що призводить до підвищеної тепловіддачі від прошарку металу в зазорі, його заморожуванню, попаданню шлаку в зазор і наступний інтенсивний знос стопора в результаті ерозійного і корозійного впливу шлаку. Зазначені недоліки названого пристрою знижують ефективність його застосування в проміжному ковші при безупинному розливанні металу. В основу винаходу поставлена задача удосконалення проміжного ковша, що містить стопор і вогнетривкий плаваючий блок, у котрому шляхом виконання вогнетривкого блока в циліндроконічному вигляді з внутрішньою коаксиальною конічною порожниною забезпечується захист стопора від ерозійного і корозійного впливу рідких шлаків у процесі безперервного розливання і за рахунок цього зростає стійкість стопорів і збільшується серійність розливання. Поставлена задача вирішується тим, що в проміжному ковші для розливання сталі, що містить стопор і вогнетривкий плаваючий блок, установлений коаксиально стопору з можливістю переміщення уздовж нього, вогнетривкий блок виконаний у циліндро-конічному вигляді з внутрішньою коаксиальною конічною порожниною, при цьому висота зовнішньої циліндричної частини вогнетривкого блока визначається по залежності: Hц = Hб rб r ст (фіг.). Проміжний ківш 1 містить стопор 2, стакандозатор 3, вогнетривкий плаваючий блок 4 циліндро-конічного вигляду загальною висотою Нб із висотою Н ц зовнішньої циліндричної частини, що відповідає глибині занурення блока 4 у рідкий метали 5. При такому конструктивному виконанні вогнетривкого блока 4 його найбільш товста частина розташовується на межі поділу метал 5 шлакова суміш 6, де має місце найбільш інтенсивний знос вогнетривких матеріалів у сталеплавильному виробництві. Вогнетривкий плаваючий блок 4 має внутрішню коаксиальну порожнину 7, виконану в циліндроконічному вигляді. Внутрішня конічна порожнина блока 4 спрямована більш широкою основою до днища промковша 1, а її висота Н п більша висоти зовнішньої циліндричної частини Нц . У противному разі прошарок рідкого металу в порожнині 7 замерзне в результаті зниження теплопідводу від більш гарячих прошарків рідкого металу. Це призведе до підвисання блока 4 на тілі стопора 2 при технологічній зміні рівня металу 5 у проміжному ковші 1, що обумовить підвищення термомеханічних напруг у стопорі 2 і вогнетривкому блоці 4, попадання шлакової суміші 6 у порожнину 7 із наступним інтенсивним зносом стопора 2. Діаметри зовнішньої, внутрішньої циліндричної частини й основ внутрішньої конічної порожнини вогнетривкого плаваючого блока 4 залежать від розмірів використовуваних стопорів 2, виду вогнетривкого матеріалу блока 4, його необхідного терміна служби. Висота Hб вогнетривких блоків 4 може бути однаковою на всіх ручаях проміжного ковша 1, або змінюватися в залежності від необхідного часу початку запуску ручая, тобто для багаторівчакових машин безперервного лиття з коритоподібними, трапецієподібними і "т"-образними ковшами, обладнаними кристалізаторами однакового перетину, висота Hб вогнетривких блоків 4 послідовно знижується від центральних ручаїв, що відкриваються в першу чергу, до периферійних ручаїв, що відкриваються в останню чергу. З метою ліквідації можливого проникнення шлакової суміші 6 у порожнину 7 у результаті захоплення потоками металу шлакової суміші з поверхні ванни проміжного ковша глибина занурення вогнетривкого блока 4 у рідкий метал не повинна бути менше 50 мм. Кут a нахилу утворюючої зовнішньої конічної поверхні вогнетривкого плаваючого блока 4 до вертикалі визначається коефіцієнтом тертя між шлаковою сумішшю 6 і блоком 4, і агрегатного стана шлаку. З метою ліквідації попадання шлакової суміші в порожнину 7 кут a повинен бути менше кута b природного укосу шлакової суміші 6, що розташовується на поверхні рідкого металу 5. У противному разі шлакова суміш, що потрапила в порожнину 7, призведе до інтенсивного зносу матеріалу стопора 2. Пристрій працює таким чином. У процесі роботи при заповненні проміжного ковша 1 металом 5, його перші, найбільш холодні порції попадають на дно ковша, при цьому завдяки присутності вогнетривкого плаваючого блока 4 у нижній частині стопора 2 не буде відбуватися примороження стопора 2 до верхнього торця стаканадозатора 3. В міру заповнення проміжного ковша 1 , де: Нц – висота зовнішньої циліндричної частини вогнетривкого плаваючого блока; Нб – висотавогнетривкого блока; rб , r ст – густина матеріалу вогнетривкого блока і рідкої сталі відповідно, а утворююча конуса зовнішньої поверхні вогнетривкого плаваючого блока проміжного ковша складає кут до вертикалі, менший кута природного укосу шлакової суміші, а висота внутрішньої конічної порожнини блока більша висоти його зовнішньої циліндричної частини. Сутність винаходу пояснюється кресленням 2 37161 рідким металом до розрахункового рівня, обумовленого часом запуску відповідного ручая, вогнетривкий блок 4, виготовлений із матеріалів із меншою, ніж у металу, густиною, спливає уздовж стопора 2 завдяки наявності зазору між стопором 2 і блоком 4 на дзеркало металу. При цьому порції металу, які попали у внутрішню конічну порожнину 7, не замерзають через постійне і безперешкодне надходження гарячих порцій рідкого металу через широку нижню основу порожнини 7 і малих значень коефіцієнтів тепловіддачі конвекцією і випромінюванням від поверхні металу в зазорі між стопором 2 і блоком 4. У процесі роботи шлакова суміш 6, що неминуче попадає на зовнішню конічну частину блока 4, сповзає до дзеркала металу, тому що кут a між утворюючою зовнішньої конічної поверхні блока 4 і вертикаллю менше кута b природного укосу шлакової суміші 6. Це забезпечує відсутність шлаку в порожнині 7 і сталість маси блока 4. Застосування даного пристрою дозволяє підвищити ефективність процесу безперервного лиття, як-от: усун ути накопичення шлакової суміші на поверхні вогнетривкого блока і зменшення його плавучості, усунути попадання шлакової суміші в зазор між вогнетривким блоком і стопором із наступним ерозійним і корозійним зносом стопора рідким шлаком; усун ути заморожування металу в зазорі між стопором і вогнетривким блоком за рахунок зменшення втрат тепла металом в зазорі за рахунок конвекції і випромінювання, забезпечення подачі до нього гарячих потоків металу; знизити термомеханічні напруги у тілі стопора за рахунок зменшення температурних градієнтів у матеріалі стопора; зменшити трудомісткість і вартість виготовлення вогнетривкого блока завдяки використанню одношарового вогнетривкого матеріалу в порівнянні з прототипом. Фіг. 3 37161 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюIntermediate ladle for steel teeming
Автори англійськоюBrodskyi Serhii Serhiiovych, Ohurtsov Anatolii Pavlovych, Uchytel Lev Mykhailovych, Hress Oleksandr Volodymyrovych, Pikus Mark Isserovych
Назва патенту російськоюПромежуточный ковш для разливки стали
Автори російськоюБродский Сергей Сергеевич, Огурцов Анатолий Павлович, Учитель Лев Михайлович, Гресс Александр Владимирович, Пикус Марк Иссерович
МПК / Мітки
МПК: B22D 11/08, B22D 41/14
Мітки: розливання, ківш, проміжний, сталі
Код посилання
<a href="https://ua.patents.su/4-37161-promizhnijj-kivsh-dlya-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Проміжний ківш для розливання сталі</a>
Спосіб безперервної розливки сталі через секційний проміжний ківш
Номер патенту: 12981
Опубліковано: 28.02.1997
Автори: Бєлов Борис Федорович, Носоченко Олег Васильович, Лоік Михайло Петрович, Ніколаєв Геннадій Андрійович, Троцан Анатолій Іванович, Лоік Валерій Петрович, Бродецький Ігор Леонідович, Юшко Ігор Олегович, Поживанов Михайло Олександрович
МПК: B22D 11/10
Мітки: секційний, сталі, спосіб, ківш, безперервної, розливки, проміжний
Формула / Реферат:
(57)1. Способ непрерывной разливки стали через секционный промежуточный ковш, включающий подачу металла из приемной секции промежуточного ковша посредством вертикального металлопровода в его разливочную секцию и обработку металла в вертикальном метаплопроводе инертным газом и реагентами, отличающийся тем, что реагенты и инертный газ подают в вертикальный металлопровод во встречных направлениях с расходом, соответственно m1 = K1V и...
Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок
Номер патенту: 812
Опубліковано: 16.04.2001
Автори: Бродський Сергій Сергійович, Слівченко Анатолій Іванович, Пікус Марк Ісерович, Учитель Лев Михайлович, Сітало Олександр Олексійович, Єрмоленко Ганна Володимирівна, Митрофанов Лев Сергійович, Івко Володимир Вікторович, Несвіт Володимир Васильович
МПК: B22D 41/08, B22D 11/10
Мітки: сортової, ківш, лиття, безперервного, заготовок, машини, багатоструминної, проміжний
Формула / Реферат:
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, який відрізняється...
Спосіб розливання сталі в зливки

Номер патенту: 29500
Опубліковано: 15.11.2000
Автор: Лоза Аркадій Васильович
МПК: B22D 7/00
Мітки: зливки, спосіб, сталі, розливання
Текст:
Теплоізолююча суміш для розливання сталі

Номер патенту: 1473
Опубліковано: 25.07.1994
Автори: Гляненко Юрій Якович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Локтіонов Петро Якович, Скороход Микола Михайлович, Жердєв Олександр Сергійович, Дворядкін Борис Олександрович, Тарасов Віктор Іванович
МПК: B22D 7/10
Мітки: сталі, теплоізолююча, розливання, суміш
Формула / Реферат:
Теплоизолирующая смесь для разливки стали, включающая вспученный перлит и углерод-содержащий материал, отличающаяся тем, что в качестве углеродсодержащего материала она содержит отходы производства графитированных электродов при следующем соотношении компонентов, мас.%:отходы производства графитированныхэлектродов 10,0-18,0перлит вспученный...
Спосіб розливання сталі і пристрій для його здійснення
Номер патенту: 11059
Опубліковано: 25.12.1996
Автор: Федорович Віктор Георгійович
МПК: B22D 11/00, B22D 11/14
Мітки: спосіб, здійснення, розливання, пристрій, сталі
Формула / Реферат:
(57) 1. Способ разливки стали, включающий подачу металла через металлоприемник на горизонтально расположенную теплоотводящую поверхность кристаллизатора, экранируемую низкотеплопроводным сводом и боковыми стенками устройства, обеспечивающих односторонне направленную кристаллизацию отливок, отличающийся тем, что перед подачей металла на теплоотводящую поверхность кристаллизатора осуществляют накопление всего металла отливки в емкости свода, а...
Попередній патент: Вітроенергетична установка
Наступний патент: Синтаксичний аналізатор контекстно-вільних граматик
Випадковий патент: Дозатор