Спосіб виготовлення корпусів балонів з вуглецевої сталі
Номер патенту: 52488
Опубліковано: 16.12.2002
Автори: Мельник Віктор Григорович, Юр'єв Михайло Павлович, Сергєєв Віктор Володимирович, Макатьора Володимир Сергійович, Іванов Анатолій Іванович
Формула / Реферат
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з кінців обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з кінців днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють, підвищують шляхом подачі кисню в осередок деформації на величину ![]() , що залежить від швидкості повороту інструмента і температури нагрівання кінця перед закаткою, і визначену з виразу:
, що залежить від швидкості повороту інструмента і температури нагрівання кінця перед закаткою, і визначену з виразу:
![]() ,
,
де: V - швидкість повороту інструмента тертя ковзання, град/с;
Т - температура нагрівання кінця циліндричної заготовки перед закаткою, °С;
К - числовий коефіцієнт, рівний 0,007-0,011 с/град,
причому підвищену температуру кінця заготовки підтримують у осередку деформації, починаючи з досягнення поворотним інструментом кута повороту 45-50 град і закінчуючи в момент стикування кромок, що утворюють днище.
Текст
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з КІНЦІВ обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з КІНЦІВ днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють, підвищують шляхом подачі кисню в осередок деформації на величину At, що залежить від швидкості повороту інструмента і температури нагрівання кінця перед закаткою, і визначену з виразу At = K-V-T, де V - швидкість повороту інструмента тертя ковзання, град/с, Т - температура нагрівання кінця циліндричної заготовки перед закаткою, °С, К - числовий коефіцієнт, рівний 0,007-0,011 с/град, причому підвищену температуру кінця заготовки підтримують у осередку деформації, починаючи з досягнення поворотним інструментом кута повороту 45-50 град і закінчуючи в момент стикування кромок, що утворюють днище Винахід відноситься до обробки металів тиском, а саме до виготовлення корпусів балонів з вуглецевих сталей, зокрема балонів високого тиску для збереження стиснутих газів і рідин під тиском, наприклад, балонів для вуглекислотних вогнегасників ВІДПОВІДНО ДО норм Держнаглядохоронпраці України виробництво балонів високого тиску повинне забезпечувати високу надійність одержуваних виробів, зокрема корпусів балонів, при мінімальному розкиді їхніх функціональних характеристик Через масовість даного виробництва ці балони повинні мати низьку матеріалоємність при високій надійності Відомий спосіб виготовлення корпусів балонів з гарячекатаної заготовки прошивкою у гарячому стані з наступним формуванням "стакана", а потім горловини балона (патент США № 3948073, В21Д 21/24,1976) Використання даного способу характеризується підвищеною матеріалоємністю через стовщення днища (практично в 3 рази в порівнянні з розрахунковою величиною) при прошивці гарячекатаної заготовки Відомий також спосіб виготовлення корпусів балонів з листової заготовки за допомогою глибокої витяжки в холодному стані (патент США № 4148208, В21Д 22/20, 1972) Даний спосіб дуже трудомісткий, тому що базується на процесі глибокої витяжки листової заготовки для масового виробництва не може бути використаний Відомий також спосіб виготовлення корпусів балонів, що включає одно операційну закатку нагрітого кінця обертової трубчастої заготовки обертовими навколо своїх осей роликами, що переміщуються по криволінійній траєкторії відносно осі заготовки до утворення необхідного профілю горловини При цьому одночасно здійснюють деформування назустріч одна другій торцевої і периферійної частин кінця заготовки з постійно зростаючою величиною контактної поверхні роликів із заготовкою (а с СРСР № 683841, В21Д 51/24,1979) Корпуса балонів, отримані даним способом мають дефекти у виді концентричних западин на 00 00 ю 52488 продеформованій сферичній частині, що утворилися через осьовий вплив одного з роликів на заключному етапі Відомий також спосіб виготовлення корпусів балонів з вуглевої сталі, що включає почергове нагрівання кожного з КІНЦІВ обертової циліндричної заготовки, до температури 1180 - 1200°С, наступну його закатку за допомогою поворотного інструмента тертя ковзання до формоутворення на одному КІНЦІ днища, а на іншому горловини При цьому нагрівання КІНЦІВ перед формоутворенням днища і горловини здійснюють до однакової температури (патент РФ № 2044586, В21Д 51/24,1995) При використанні даного способу має місце недостатня герметизація центральної частини днища корпуса балонів через відсутність повної зварюваності кромок, що стикуються, у наслідок наявності окалини й окісної плівки на торцях при здавлюванні і недостатньо високої для її руйнування температури осередку деформації В основі даного винаходу лежить рішення задачі по удосконаленню способу виготовлення корпусів балонів з вуглецевих сталей шляхом зміни умов закатки, за рахунок чого забезпечується герметизація центральної частини днища корпуса балона й отже підвищується його експлуатаційна надійність Поставлена задача вирішена тим, що в способі виготовлення корпусів балонів, що включає почергове нагрівання кожного з КІНЦІВ обертової циліндричної заготовки до температури 1180° 1220°С, наступну його закатку за допомогою поворотного інструмента тертя ковзання до формоутворення на одному КІНЦІ днища, а на іншому - горловини, ВІДПОВІДНО до винаходу, у процесі закатки днища температуру кінця циліндричної заготовки, на якій, його формоутворюють підвищують шляхом подачі кисню у осередок деформації на величину At, що залежить від швидкості повороту інструмента і температури нагрівання кінця перед закаткою, і визначену з вираження At = К • V • Т, Де V - швидкість повороту інструмента тертя ковзання, град/с, Т - температура нагрівання кінця циліндричної заготовки перед закаткою, °С, К - числовий коефіцієнт рівний 007 0,011с/град, при цьому підвищену температуру кінця заготовки підтримують у осередку деформації починаючи з досягнення поворотним інструментом кута повороту 45 - 50 град і закінчуючи в момент стикування кромок, що утворять днище Параметри, що заявляються, отримані дослідним шляхом ВІДМІННІСТЮ пропонованого способу від найбільш близького з аналогів є заявлене підвищення температури кінця циліндричної заготовки, на якій формоутворюють днище в процесі його закатки шляхом подачі кисню в осередок деформації, починаючи з досягнення поворотним інструментом кута повороту 45 - 50 град і закінчуючи в момент стикування кромок, що утворять днище Технічним результатом від використання пропонованого способу є забезпечення герметичності центральної частини днища корпуса балона і, ВІДПОВІДНО, підвищення його експлуатаційної надійності Це досягається тим, що підвищення температури, що заявляється, кінця циліндричної заготовки в процесі закатки днища шляхом подачі кисню в зазначених діапазонах кутів повороту інструмента забезпечує повне зварювання по товщині здавлюваних кромок як за рахунок руйнування окалини й окісної плівки, що утворилися в процесі нагрівання заготовки під закатку, так і виключення виникнення їх до моменту змикання в процесі деформування Пропонований спосіб здійснюється таким чином Один з КІНЦІВ циліндричної заготовки з вуглецевої сталі, утримуваної в обертовому шпинделі закатної машини нагрівають накладним індуктором ТВЧ до температури 1180 - 1220°С, що фіксується фотоелектричним пірометром Інструмент тертя ковзання, що має форму паралелепіпеда, установлений на поворотному супорті, повертаючи навколо осі з заданою кутовою швидкістю, починає деформувати нагріту ділянку, у цей момент індуктор відключається При досягненні інструментом кута повороту, який дорівнює 45 - 50 град, в осередок деформації під тиском подається кисень технічний Струмінь кисню, обдуваючи кромки, що змикаються, видаляє окалину і частину окісної плівки, що утворилися, і, завдяки ХІМІЧНИМ процесам окислювання з виділенням тепла, підвищує температуру в осередку деформації на At = К • V • Т, Де V - швидкість повороту інструмента тертя ковзання, град/с, Т - температура нагрівання кінця циліндричної заготовки перед закаткою, °С, К - числовий коефіцієнт рівний 0,007 0,011с/град Вплив кисню здійснюється до моменту змикання кромок, тобто при кутах повороту інструмента, які дорівнюють -55 - 65 град Подача кисню припиняється Розігріті, очищені від окалини кромки зусиллям інструмента, що рухається далі до кута 90 град, здавлюються, окісна плівка при цьому руйнується, а метал у зоні стикування, знаходячись у пластичному стані, ущільнюється і зварюється, утворюючи днище Далі циліндрична заготовка зі сформованим днищем ("стакан") встановлюється в шпиндель закатної машини, другий кінець її при обертанні нагрівають до температури 1180 - 1220°С накладним індуктором ТВЧ і закатують горловину інструментом тертя ковзання, що встановлений на поворотному супорті Інструмент виготовлений зі спеціально відкаліброваною робочою поверхнею, профіль якої при повороті на кут 90 град має конфігурацію твірної горловини корпуса балона, що закатується Приклад При виготовленні корпусів балонів зі сталі марки 45 для вуглекислотних вогнегасників були використані трубчасті заготовки розміром 108 х 4,5мм і 140 х 5,5мм, визначеної, у залежності від необхідного об'єму, довжини Заготовки закатували на закатній машині ГД-130 у процесі обертання 52488 з частотою п = 630об/хв Нагрівання кінцевих ділянок здійснювали на довжині ~0,8DH трьохвитковим накладним індуктором високочастотної установки ЦЭП-322С до температури 1200°С, що контролювали фотоелектричним пірометром мод ПВ-6213 Для закатки днища був використаний інструмент тертя ковзання, що має форму паралелепіпеда розміром І _ х Н х В = 1 4 0 х 7 0 х 50мм із робочою поверхнею у виді площини і швидкістю повороту 12,86град/с Виходячи зі швидкості повороту інструмента і температури нагрівання кінця перед закаткою, по заявленому вираженню знаходять At = 0,009с/град • 12,86град/с • 1200°С = 139°С «140°С Щоб забезпечити зазначене підвищення температури в процесі закатки днища при досягненні інструментом кутів повороту 45 - 50 град на торцеві кромки через наконечник газового пальника подавався технічний кисень за ДСТ 5583, сорт II з тиском на редукторі кисневого балона рівним 6кгс/см2 При змиканні кромок (кут повороту інструмента -55 - 65 град) струмінь кисню відтинався, на табло пірометра фіксувалася температура у осередку деформації рівна 1340°С, отже підвищення температури крайок складало 140°С Подальший рух інструмента до досягнення кута повороту 90 град забезпечував остаточне формоутворення днища на КІНЦІ, ЩО деформується, з повним змиканням крайок При візуальному контролі внутрішньої поверхні днищ яких-небудь дефектів (тріщин, раковин і т п ) виявлено не було Потім на другому КІНЦІ циліндричної заготовки зі сформованим днищем виконувалась операція закатки горловини Другий кінець установленої в обертовому шпинделі заготовки з днищем нагрівався до температури 1200°Стим же індуктором, що і при нагріванні кінця під закатку днища При цьому формоутворення горловини здійснювалося інструментом тертя ковзання, що представляє собою паралелепіпед з робочою поверхнею, профіль якої є дзеркальним відображенням конфігурації горловини Отримані корпуси піддавалися термічній і механічній обробкам, а потім випробувалися гідравлічним тиском, рівним 225кгс/см2 (при робочому 150кгс/см2) Партія балонів, виготовлена ВІДПОВІДНО ДО запропонованого способу іспити витримала і була визнана технічним контролем придатною Запропонований спосіб був випробуваний з температурними параметрами як нижче, так і вище заявлених значень при тих же кутах повороту інструмента У першому випадку, при гідравлічних іспитах близько 15% балонів даної партії були відбраковані через течу, що виявилася, чи "потіння" у центральній частині днища В другому випадку на внутрішній поверхні заготовок із днищем у центральній частині були виявлені поперечні тріщини і частки розплавленого металу Відбраковування склало 9% У партії корпусів балонів, виготовлених способом, що відповідає найбільш близькому з аналогів при іспитах гідравлічним тиском 225кгс/см2 було відбраковано по негерметичності днищ більш 30% виробів Таким чином, використання запропонованого способу виготовлення корпусів балонів з вуглецевої сталі забезпечує герметизацію центральної частини днища і, отже, підвищує їхню експлуатаційну надійність ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making bodies of balloons of carbon steel
Автори англійськоюSerhieiev Viktor Volodymyrovych, Ivanov Anatolii Ivanovych, Yuriev Mykhailo Pavlovych, Melnyk Viktor Hryhorovych
Назва патенту російськоюСпособ изготовления корпусов баллонов из углеродистой стали
Автори російськоюСергеев Виктор Владимирович, Иванов Анатолий Иванович, Юрьев Михаил Павлович, Мельник Виктор Григорьевич
МПК / Мітки
МПК: B21D 51/16
Мітки: спосіб, сталі, балонів, виготовлення, вуглецевої, корпусів
Код посилання
<a href="https://ua.patents.su/3-52488-sposib-vigotovlennya-korpusiv-baloniv-z-vuglecevo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусів балонів з вуглецевої сталі</a>
Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Номер патенту: 13781
Опубліковано: 25.04.1997
Автори: Щіпіцин Вадим Михайлович, Іванов Анатолій Іванович, Острін Григорій Якович, Атаманенко Олена Євгенівна, Сирота Олександр Володимирович, Літвінський Яків Ісаакович, Близнюков Євгеній Олександрович, Сергєєв Віктор Володимирович
МПК: B21D 51/16
Мітки: виготовлення, спосіб, сосудів, сплавів, алюмінію, балонів
Формула / Реферат:
Способ изготовления баллонов и сосудов из алюминия и его сплавов обкаткой вращающейся трубчатой заготовки, отличающийся тем, что формообразование элементов профиля осуществляют путем закатки концевого участка инструментом трения скольжения или качения, при этом перед закаткой формоизменяемый участок заготовки охлаждают в жидком азоте, а закатку ведут таким образом, что конечный радиус торца деформируемой заготовки после одного ее оборота...
З’єднання стрілкової частини деталі із манганової сталі з рейкою із вуглецевої сталі
Номер патенту: 1227
Опубліковано: 15.05.2002
Автор: Петр Черни
МПК: B23K 31/02
Мітки: манганової, вуглецевої, частини, стрілкової, деталі, рейкою, з'єднання, сталі
Формула / Реферат:
З'єднання деталі стрілкової частини із манганової сталі з рейкою із вуглецевої сталі, зокрема стрілкових частин залізничних і трамвайних стрілок, виконане за допомогою проміжної деталі із бейнітної сталі, яке відрізняється тим, що бейнітна сталь, окрім заліза, містить у процентному ваговому співвідношенні (%): Вуглець 0,07-0,15 Марганець 0,50-1,20 ...
Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлення сляба, виконаного з вуглецевої сталі
Номер патенту: 51757
Опубліковано: 16.12.2002
Автори: Майданнік Володимир Яковлевич, Крутіков Радій Георгійович, Хаецький Сергій Петрович, Пузрін Леонід Густавович, Шевцов Віктор Львович
МПК: B22D 19/08, B23K 25/00, B22D 19/16
Мітки: біметалу, переважно, спосіб, шляхом, отримання, сталі, заготовок, сляба, електрошлакового, прокатування, листового, вуглецевої, наплавлення, гарячого, виконаного
Формула / Реферат:
1. Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлювання сляба, виконаного з вуглецевої сталі, з використанням нерухомого електрода, підключеного до однофазного джерела струму, згідно з яким на грані нерухомого електрода наносять покриття, при цьому на широку грань з боку, зверненого до наплавлюваної поверхні, наносять легкоплавке покриття, а з боку кристалізатора -...
Спосіб з’єднання аустенітних марганцовистих сталевих відливок хрестовин з рельсами з вуглецевої сталі
Номер патенту: 5991
Опубліковано: 29.12.1994
Автори: Альфред Мозер, Хуберт Аугустін
МПК: B23K 11/04
Мітки: сталі, сталевих, спосіб, вуглецевої, хрестовин, аустенітних, з'єднання, марганцовистих, відливок, рельсами
Формула / Реферат:
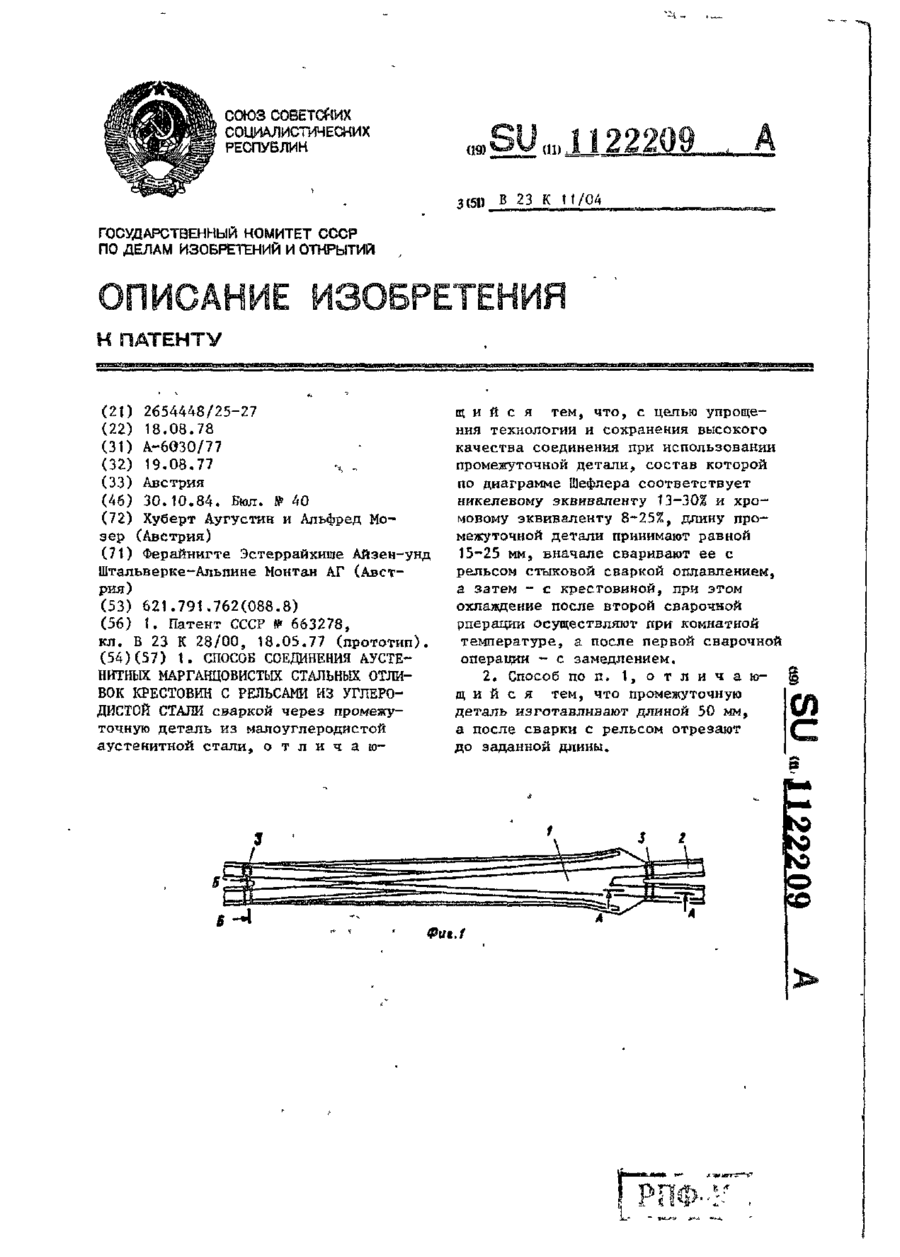
1. Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали сваркой через промежуточную деталь из малоуглеродистой аустенитной стали, отличающийся тем, что, с целью упрощения технологаи и сохранения высокого качества соединения при использовании промежуточной детали, состав которой по диаграмме Шефлера соответствует никелевому эквиваленту 13-30% и хромовому эквиваленту 8-25%, длину...
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Хусід Осип Семенович, Ектова Галина Константиновна, Чернишов Сергій Михайлович
Мітки: виготовлення, нарізних, сталі, виробів, маловуглецевої, кріпильних, спосіб
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Попередній патент: Пристрій для розливання спокійної сталі на виливки
Наступний патент: Стіл
Випадковий патент: Спосіб розвантаження та зміцнення масиву гірничих порід