Спосіб розливання сталі
Номер патенту: 23175
Опубліковано: 17.12.2001
Автори: Шебаніц Єдуард Миколайович, Овсянніков Олександр Матвійович, Якін Михайло Миколайович, Остроушко Анатолій Вікторович, Налча Георгій Іванович, Бондар Владислав Іванович, Волков Анатолій Іванович, Лещенко Єгор Миколайович

Формула / Реферат
1. Способ разливки стали, включающий последовательную присадку при наполнении изложницы металлом титансодержащего материала, а затем ферросилиция, отличающийся тем, что титансодержащий материал вводят под струю при наполнении изложницы жидким металлом до уровня, определяемого из выражения:
![]() ,
,
Но уровень налива металла в изложнице в соответствии с заданной массой слитка;
tо- время наполнения металлом изложницы до уровня Но;
t ф- время усвоения титансодержащего материала.
2. Способ по п. 1, отличающийся тем, что время наполнения металлом изложницы до уровня Н определяют из выражения:
![]() ,
,
где:
t¢ - время наполнения металлом предыдущей по ходу разливки изложницы;
Dt- временная поправка, равная 2-3 с.
Текст
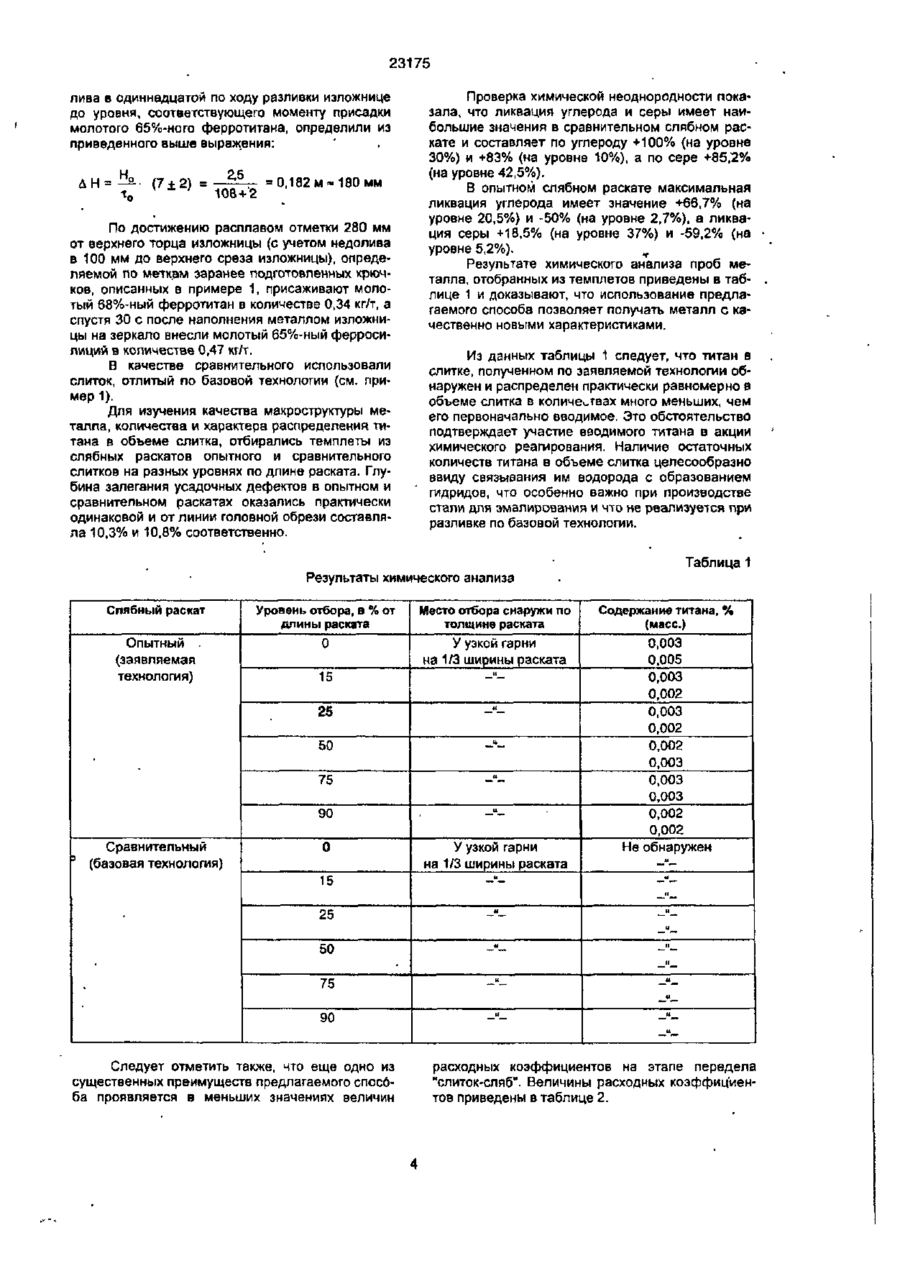
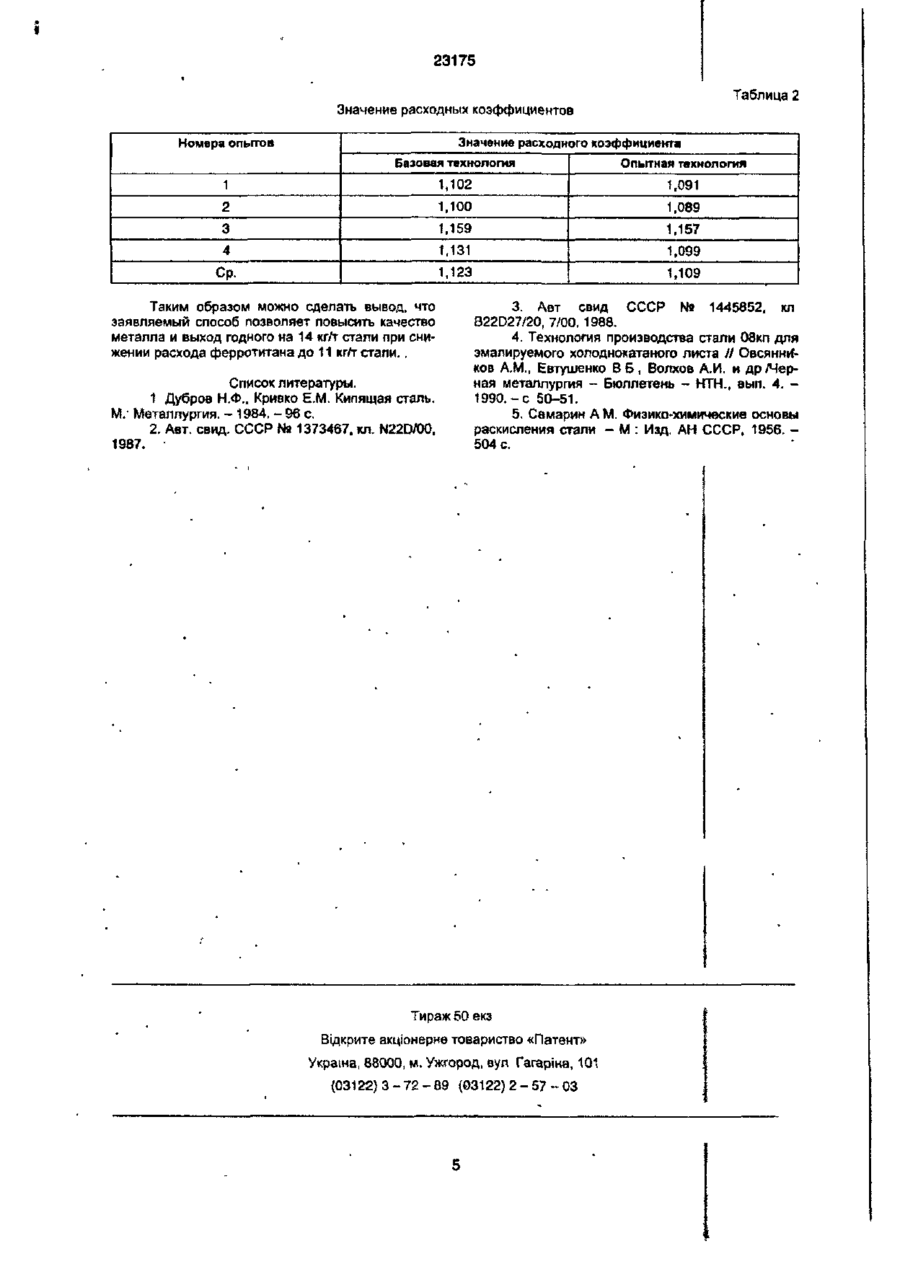
1. Способ разливки стали, включающий последовательную присадку при наполнении иэлож ницы металлом титансодержащего материала, а затем ферросилиция, отличающийся тем, что титансодержащий материал вводят под струю при наполнении изложницы жидким металлом до уровня, определяемого из выражения: н. где Но - уровень налива металла в изложнице в соответствии с заданной массой слитка, То - время наполнения металлом изложницы до уровня Но; Х • время усвоения титансодержащего материаф ла. 2. Способ по п. 1, отличающийся тем, что время наполнения металлом изложницы до уровня Н определяют из выражения: т„ - т + Дт где: т/ - время наполнения металлом предыдущей по ходу разливки изложницы; Дт> временная поправка, равная 2-3 с. О ю Изобретение относится к черной металлургии, в частности к производству стали для эмалируемого холоднокатанного листа. Качество слитков кипящей стали и заготовок, полученных из МНЛЗ, в значительной степени зависит от состава, количества, размеров, формы и характера неметаллических включений. На загрязненность стали неметаллическими включениями и их характеристики существенное влияние оказывает интенсивность кипения металла в изложнице и методы закупоривания слитков. Считается установленным тот факт [1], что увеличение интенсивности кипения металла до определенного предела способствует очищению его от неметаллических включений, а при чрезмерной интенсивности кипения сталь начинает загрязняться ими. Для принудительного сокращения продолжительности кипения металла в изложнице в настоящее время наиболее широко применяется химическое закупоривание слитков кипящей стали. Известный способ разливки кипящей стали для эмалирования [2] включает заливку жидкого металла в изложницу с последующим дополнительным раскислением его после заполнения изложницы смесью титана, ферросилиция и отходов угольной футеровки при массовом соотношении компонентов 1(0,5...2,0):(0,1...0,3). Применение титана для химического закупоривания слитков, предназначенных для производства стали для эмалирования, позволяет исключить образование дефекта типа "рыбья чешуя", а также в смеси с ферросилицием и отходами угольной футеровки осуществить практически пол см 23175 ное химическое закупоривание стали в течение 510 с после ввода смеси. 4 Однако при одновременном вводе ферротитата и ферросилиция на зеркало металла в изложницу в таких количествах образуются тугоплавкие неметаллические включения, загрязняющие металл [1], кроме того, приготовление смесей связанно с повышением затрат и трудоемкости производства. Для снижения количества неметаллических продуктов раскисления в слитке предложен способ обработки расплавов, включающий введение на зеркало расплава раздельно ферротитана через 1,6...2,0 мин после окончания заливки расплава, а затем (через 0,2. 0,3 мин после окончания ввода ферротитана кремния [3]. Последовательный ввод ферросилиция после ферротитана исключает проникновение кремния в тело слитка, но увеличивает угар титата и загрязнение металла оксидами и нитридами титана. Наиболее близким техническим решением к заявляемому по совокупности признаков и достигаемому результату является технология производства стали 08 кп для эмалируемого холоднокатанного листа [4], осуществляемая последовательными присадками дробленого 65-68%-ного ферротитана в количестве 0,40-0,45 кг/т стали, присаживаемого через 1-2 мин после наполнения сталью изложницы, и дробленного 65%-ного ферросилиция, вводимого в количестве 0,4-0,5 кг/т, после усвоения ферротитана. Осадка металла в изложнице производится 65-68% ферротитаном, подаваемым под струю металла в количестве 0,02-0,03 кг/т за 100-200 мм до верхнего уровня налива Применение 65-68%-ного ферротитана в количестве 0,4-0,45 кг/т стали позволило исключить образование дефекта типа "рыбья чешуи1' при эмалировании, а двухстадийный ввод ферротитана, а затем ферросилиция способствовала увеличению выхода годного за счет увеличения количества оптимально закупоренных слитков и снижения брака по расслою при штамповке изделий" Вместе с тем присадка ферротитана на зеркало металла после наполнения изложницы металлом до заданного уровня по известному способу [4] приводит к значительному угару титана, взаимодействующего с кислородом воздуха на поверхности металла, так как плотность 65-68% ферротитана ниже плотности жидкой стали (5280 кг/м против 7000 кг/м3). При этом выделяется 11249 кДж/кг теплоты, которая частично расходуется на нагрев воздуха в зоне взаимодействия ферросплава со сталью и частично отводится.к слитку. Продуктами окисления являются тугоплавкие оксиды титана, главным образом ТїОг, которые конвективными потоками заносятся в верхнюю часть слитка. Кроме того, процесс растворения титана в металле и степень раскисления им металла в значительной степени зависят от колебаний температуры и скорости разливки металла разных плавок. Это приводит к увеличению доли слитков с наплывами или вогнутой поверхностью и, как следствие, повышению расходного коэффициента металла. В основу изобретения поставлена задача разработать способ разливки кипящей стали, в котором использованы новые условия осуществления способа разливки, позволяющие уменьшить образование тугоплавких продуктов окисления ферросплава, угар ферросплава и за счет этого повысить качество металла и выход годного при минимальных материальных затратах Для решения поставленной задачи в способе разливки кипящей стали, включающем последовательную присадку при наполнении изложни-' цы металлом титансодержащего материала, а затем ферросилиция. В соответствии с изобретением титансодержащий материал вводят под струю при наполнении изложницы металлом до уровня, определяемого из выражения Н, - н -ІІ2. т . П П 1 - о т о ; '-ф' где Н о - уровень налива металла в изложнице, в соответствии с заданной массой слитка; т 0 - время наполнения металлом изложницы до уровня Но; Тф - время усвоения титансодержащего материала. Присадка материала, содержащего титан, под струю металла до окончания наполнения изложницы металлом обеспечивает затягивание его в объем металла падающей струей при разливке сверху, намораживание металла из расплава на частицах материала, их нагрев, плавление и химическое взаимодействие с расплавом в течение времени Х - времени усвоения титансодержащеф го материала. Жидкие продукты взаимодействия расплава и вводимого материала выносятся восходящими конвективными потоками кипящего металла в изложнице в верхнюю ее часть. Титан, содержащийся в титансодержащемся материале реагирует с кислородом, растворенным в стали. Отсутствие контакта с воздухом значительной части материала повышает степень его полезного расходования на раскисление стали и растворение в расплаве, что позволяет снизить его расход, а следовательно, и количество неметаллических 8КЛЮЧЄНИЙ: оксидов и нитридов титана. Величина Т зависит от температуры плавф ления титансодержащего материала, размера его кусков, их формы, температуры стали. Чем ниже температура плавления материала, меньше размеры его кусков и выше температура жидкой стали, тем быстрее он усваивается. В форме пластин титансодержащих материал усваивается дольше, чем в форме шара. На основании литературных данных, физического моделирования и расчета времени намораживания расплава на частицы титансодержащего материала их последующего нагрева, плавления и химического взаимодействия с расплавом установлено, что время, необходимое для усвоения молотого 65-68%-ного ферротитана, имеющего температуру плавления 1250°С и средний размер частиц неправильной формы -10 мм, при температуре жидкой стали в изложнице 1550°С, что составляет (7 + 2с), ферротитана 30%-ного с тем 23175 пературой плавления 1450°С-10 + Зс, а чистого титана с температурой плавления 1670°С-15 + Зс. В-соответствии с предлагаемой технологией разливки кипящей стали при отливке первого слитка определяют время т0, необходимое для обеспечивания уровня налива Но, соответствующего заданной массе слитка Обычно Н о соответствует отметке -100 мм от верхнего торца изложницы. При наполнении первой изложницы титансодержащий материал присаживают под струю металла при недоливе изложницы на -300 мм При отливке второго и последующих слитков материал, содержащий титан вводят под струю при наполнении изложницы металлом до уровня Hi, определяемого из выражения: і = Но н где to - время наполнения первого слитка до уровня Н о ; Т - время, в течение которого частицы тиф тансодержащего материала, усваиваются расплавом, с. Для учета уменьшения скорости заполнения металлом изложницы вследствие уменьшения его количества в сталеразливочном ковше время то при разливке больших серий слитков может значительно изменяться - увеличиваться Это обстоятельство учитывают путем определения времени to как времени наполнения металлом до уровня Н о каждого предыдущего отливаемого слитка плюс время, учитывающее уменьшение скорости наполнения расплавом каждого последующего слитка по сравнению с отливаемым В этом случае момент ввода ферротитана в изложницу соответствует величине недолива до уровня Н о , определяемого из выражения' Г Ф где А Н - величина недолива до уровня Но, мм; Тф - время усвоения титансодержащего материала, с; Тс = Т' + Д 1 , ГДЄ т0 - время наполнения расплавом изложницы до уровня Но. с; т.1 - время наполнения расплавом предыдущей изложницы, с; Дт - временная поправка, определяемая экспериментально и учитывающая увеличение времени наполнения расплавом изложницы до уровня Но отливаемого слитка, с. На основании экспериментальных данных и обобщения сведений из литературных источников величина временной поправки составпяет 2-3 с при массе отливаемых слитков до 30 т и емкости стали разливочного ковша до 500 т. Если титансодержащий материал вводить при меньшем или большем уровне недолива металла в изложницу, чем это рекомендуется, то увеличивается загрязненность металла неметал лическими включениями и величина расходного коэффициента. Известно [5], что при содержании титана в стали более 0,04% (масс) продукты химического реагирования титана насыщены двуокисью титана (ТіОг) и ее активность можно считать равной единице. При низком содержании титана ( « 0,04% масс.)) продукты химического реагирования насыщены соединением РегТіО4, образующимся по реакции[Ті] + 4[О] + 2[Fe] = Fe2TiO4, причем это соединение легкоплавкое и находится в расплаве в жидком состоянии Последнее обстоятельство отвечает благоприятным условиям для всплывания частиц этого химического соединения В нашем случае ввод 7 кг 65%-ного ферротитана обеспечивает его концентрацию на уровне 0,026% (масс), что удовлетворяет условию образования соединения Fe2TiO4, находящегося в жидком состоянии Пример 1. Сталь марки 08 кп, имеющую химический состав (% по массе). С - 0,06; Мп - 0,27; Si - 0,01; S - 0,027; Р ~ 0,019; Сг - 0,007; Ni - 0,008; Си - 0,007, разливали сверху из 480-т ковша в уширенные книзу изложницы на слитки массой 19 т для эмалируемого хо.лоднокатанного листа Время отливки первого слитка при его высоте 2,5 м составило 90 с, что соответствовало скорости наполнения изложницы металлом V = 90 = 0,028 м/с. Величину недолива до уровня наполнения изложницы металлом, соответствующего моменту присадки молотого 65%-ного ферротитана, определили из найденного выражения. ДН= ^ т (7 ± 2) = 0,024 м = 200 мм о Перед разливкой стали заранее готовят крючки с отогнутыми под углом 90° концами длиной 100, 200, 300 мм на следующих по ходу разливки изложницах. При подходе металла до отметки 300 мм от верхнего торца изложницы (с учетом недолива до верхнего торца изложницы 100 мм) присаживали под струю 65%-ный ферротитан в количестве 0,34 кг/т. Через 30 с после наполнения металлом изложницы на зеркало металла присадили молотый 65%-ный ферросилиций в количестве 0,47 кг/т. Для сравнения был отлит слиток в соответствии с известной технологией: ферротитан 65%-ный присаживали на зеркало металла после наполнения изложницы до уровня Но в количестве 0,42 кг/т стали и после его усвоения - ферросилиций в количестве 0,47 кг/т. Пример 2. Сталь марки 08 кп, следующего химического состава (% по массе): С - 0,06; Мп - 0,26; Si - 0,02; S - 0,026; Р 0,020; Сг - 0,008; Ni - 0,007; Си - 0,007 разливали сверху из 480-тонного ковша в уширенные книзу изложницы на слитки массой 19 т для эмалируемого хол одно катан но го листа. Время отливки десятого слитка при высоте наполнения расплавом изложницы 2,5 м составило 108 с Величина недо 23175 лива в одиннадцатой по ходу разливки изложнице до уровня, соответствующего моменту присадки молотого 65%-ного ферротитана, определили из приведенного выше выражения: ДН--2- (7±2) = 2.5 108 + 2 0,182 м -180 мм По достижению расплавом отметки 280 мм от верхнего торца изложницы (с учетом недолива в 100 мм до верхнего среза изложницы), определяемой по меткам заранее подготовленных крючков, описанных в примере 1, присаживают молотый 68%-ный ферротитан в количестве 0,34 кг/т, а спустя 30 с после наполнения металлом изложницы на зеркало внесли молотый 65%-ный ферросилиций в количестве 0,47 кг/т. В качестве сравнительного использовали слиток, отлитый по базовой технологии (см. пример 1). Для изучения качества макроструктуры металла, количества и характера распределения титана в объеме слитка, отбирались темплеты из слябных раскатов опытного и сравнительного слитков на разных уровнях по длине раската. Глубина залегания усадочных дефектов в опытном и сравнительном раскатах оказались практически одинаковой и от линии головной обрези составляла 10,3% и 10,8% соответственно. Проверка химической неоднородности показала, что ликвация углерода и серы имеет наибольшие значения в сравнительном слябном раскате и составляет по углероду +100% (на уровне 30%) и +83% (на уровне 10%), а по сере +85,2% (на уровне 42,5%). В опытном слябном раскате максимальная ликвация углерода имеет значение +66,7% (на уровне 20,5%) и -50% (на уровне 2,7%). а ликвация серы +18,5% (на уровне 37%) и -59,2% (на уровне 5,2%). т Результате химического анализа проб металла, отобранных из темплетов приведены в таблице 1 и доказывают, что использование предлагаемого способа позволяет получать металл с качественно новыми характеристиками. Из данных таблицы 1 следует, что титан в слитке, полученном по заявляемой технологии обнаружен и распределен практически равномерно в объеме слитка в количествах много меньших, чем его первоначально вводимое. Это обстоятельство подтверждает участие вводимого титана в акции химического реагирования, Наличие остаточных количеств титана в объеме слитка целесообразно ввиду связывания им водорода с образованием гидридов, что особенно важно при производстве стали для эмалирования и что не реализуется при разливке по базовой технологии. Таблица 1 Результаты химического анализа Спябный раскат Уровень отбора, в % от длины раската Опытный (заявляемая технология) 0 15 Место отбора снаружи по толщине раската У узкой гарни на 1/3 ширины раската — 25 50 — 90 Сравнительный (базовая технология) — 75 ' — — — ' 0 У узкой гарни на 1/3 ширины раската 15 Содержание титана, % (масс.) 0,003 0,005 0,003 0,002 0,003 0,002 0,002 0,003 0,003 0,003 0,002 0,002 Не обнаружен V 25 — 50 —— 75 и —— 90 и Следует отметить также, что еще одно из существенных преимуществ предлагаемого спосбба проявляется в меньших значениях величин расходных коэффициентов на этапе передела "слиток-сляб". Величины расходных коэффициентов приведены в таблице 2. 23175 Таблица 2 Значение расходных коэффициентов Номера опытов Значение расходного коэффициента Базовая технология Опытная технология 1 1,102 1,091 2 1,100 1,089 3 1,159 1.157 4 1,131 1.099 Ср. 1,123 1,109 Таким образом можно сделать вывод, что заявляемый способ позволяет повысить качество металла и выход годного на 14 кг/т стали при снижении расхода ферротитана до 11 кгАг стали.. Список литературы. 1 Дубров Н.Ф.. Кривко Е.М. Кипящая сталь. М.' Металлургия. - 1984. - 96 с. 2. Авт. свид. СССР № 1373467. кл. N22D/00, 1987. 3. Авт свид СССР № 1445852, кл B22D27/20, 7/00, 1988. 4. Технология производства стали 08кп для эмалируемого холоднокатаного листа // Овсянников А.М., Евтушенко В Б , Волхов А.И. и др /Черная металлургия - Бюллетень - НТН., вып. 4. 1990.-с 50-51. 5. Самарин А М. Физико-химические основы раскисления стали - М : Изд. АН СССР, 1956. 504 с. Тираж 60 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вуп Ґагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pouring steel
Автори англійськоюOstroushko Anatolii Viktorovych, Bondar Vladyslav Ivanovych, Leschenko Yehor Mykolaiovych, Ovsiannikov Oleksandr Matviiovych, Volkov Anatolii Ivanovych, Yakin Mykhailo Mykolaiovych, Shebanits Eduard Mykolaiovych, Nalcha Heorhii Ivanovych
Назва патенту російськоюСпособ разливки стали
Автори російськоюОстроушко Анатолий Викторович, Бондарь Владислав Иванович, Лещенко Егор Николаевич, Овсянников Александр Матвеевич, Волков Анатолий Иванович, Якин Михаил Николаевич, Шебаниц Эдуард Николаевич, Налча Георгий Иванович
МПК / Мітки
МПК: B22D 7/00, B22D 11/18
Мітки: сталі, розливання, спосіб
Код посилання
<a href="https://ua.patents.su/6-23175-sposib-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб розливання сталі</a>
Теплоізолююча суміш для розливання сталі

Номер патенту: 1473
Опубліковано: 25.07.1994
Автори: Локтіонов Петро Якович, Скороход Микола Михайлович, Жердєв Олександр Сергійович, Бросєв Олександр Олександрович, Бондаренко Микола Андрійович, Гляненко Юрій Якович, Дворядкін Борис Олександрович, Тарасов Віктор Іванович
МПК: B22D 7/10
Мітки: сталі, теплоізолююча, розливання, суміш
Формула / Реферат:
Теплоизолирующая смесь для разливки стали, включающая вспученный перлит и углерод-содержащий материал, отличающаяся тем, что в качестве углеродсодержащего материала она содержит отходы производства графитированных электродов при следующем соотношении компонентов, мас.%:отходы производства графитированныхэлектродов 10,0-18,0перлит вспученный...
Спосіб розливання сталі в зливки

Номер патенту: 29500
Опубліковано: 15.11.2000
Автор: Лоза Аркадій Васильович
МПК: B22D 7/00
Мітки: спосіб, сталі, розливання, зливки
Текст:
Спосіб розливки сталі

Номер патенту: 23175
Опубліковано: 19.05.1998
Автори: Шебаніц Єдуард Миколайович, Бондар Владислав Іванович, Остроушко Анатолій Вікторович, Лещенко Єгор Миколайович, Волков Анатолій Іванович, Овсянніков Олександр Матвійович, Якін Михайло Миколайович, Налча Георгій Іванович
МПК: B22D 7/00, B22D 11/18
Мітки: розливки, спосіб, сталі
Формула / Реферат:
1. Способ разливки стали, включающий последовательную присадку при наполнении изложницы металлом титансодержащего материала, а затем ферросилиция, отличающийся тем, что титансодержащий материал вводят под струю при наполнении изложницы жидким металлом до уровня, определяемого из выражения:,Но уровень налива металла в изложнице в соответствии с заданной массой...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Трілевська Людмила Микитівна, Фролов Володимир Миколайович, Явойський Володимир Іванович, Ігнатьєв Вадим Петрович, Грєбєнюков Анатолій Васильович, Сарамутін Валерій Іванович, Воронов Юрій Федосович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб розливу сталі зверху
Номер патенту: 6861
Опубліковано: 31.03.1995
Автори: Димченко Євген Миколайович, Голіков Сєргєй Кузьміч, Єрмоленко Ганна Володимирівна, Авер'янов Олексій Венедиктович, Літвінов Леонід Федорович, Голубєв Алєксандр Алєксандровіч, Оробцев Юрій Вікторович, Ємченко Юрій Борисович
МПК: B22D 7/00
Мітки: сталі, зверху, спосіб, розливу
Формула / Реферат:
Способ разливки стали сверху, преимущественно в изложницы с теплоизоляционными плитами, включающий нанесение на торцевую поверхность теплоизоляционных плит сгораемого красящего вещества, заливку стали в изложницы и последующую ее доливку, отличающийся тем, что доливку прекращают или уменьшают ее интенсивность на время горения красящего вещества, а продолжительность горения регулируют количеством сгораемого красящего вещества, нанесенного на...
Попередній патент: Спосіб та пристрій для відливання металевої стрічки
Наступний патент: Електроноакцепторні композиції
Випадковий патент: Спосіб виділення високоочищеного стандарту тромбіну людини