Вихрострумовий спосіб контролю поверхневого зміцнення
Номер патенту: 52844
Опубліковано: 10.09.2010
Автори: Тищенко Анна Анатоліївна, Горкунов Борис Митрофанович, Тюпа Ігор Васильович
Формула / Реферат
Вихрострумовий спосіб контролю поверхневого зміцнення, що включає збудження у виробі вихрових струмів змінним магнітним полем, який відрізняється тим, що виріб розміщують у змінне магнітне поле, яке збуджує поперечні вихрові струми, вимірюють внесену електрорушійну силу Евн та її фазу ![]() вн, за якими визначають універсальний узагальнений параметр
вн, за якими визначають універсальний узагальнений параметр ![]() , а за ним визначають глибину зміцненого шару
, а за ним визначають глибину зміцненого шару ![]() металевого виробу за формулою:
металевого виробу за формулою:
![]()
де ![]() - радіус циліндричного виробу.
- радіус циліндричного виробу.
Текст
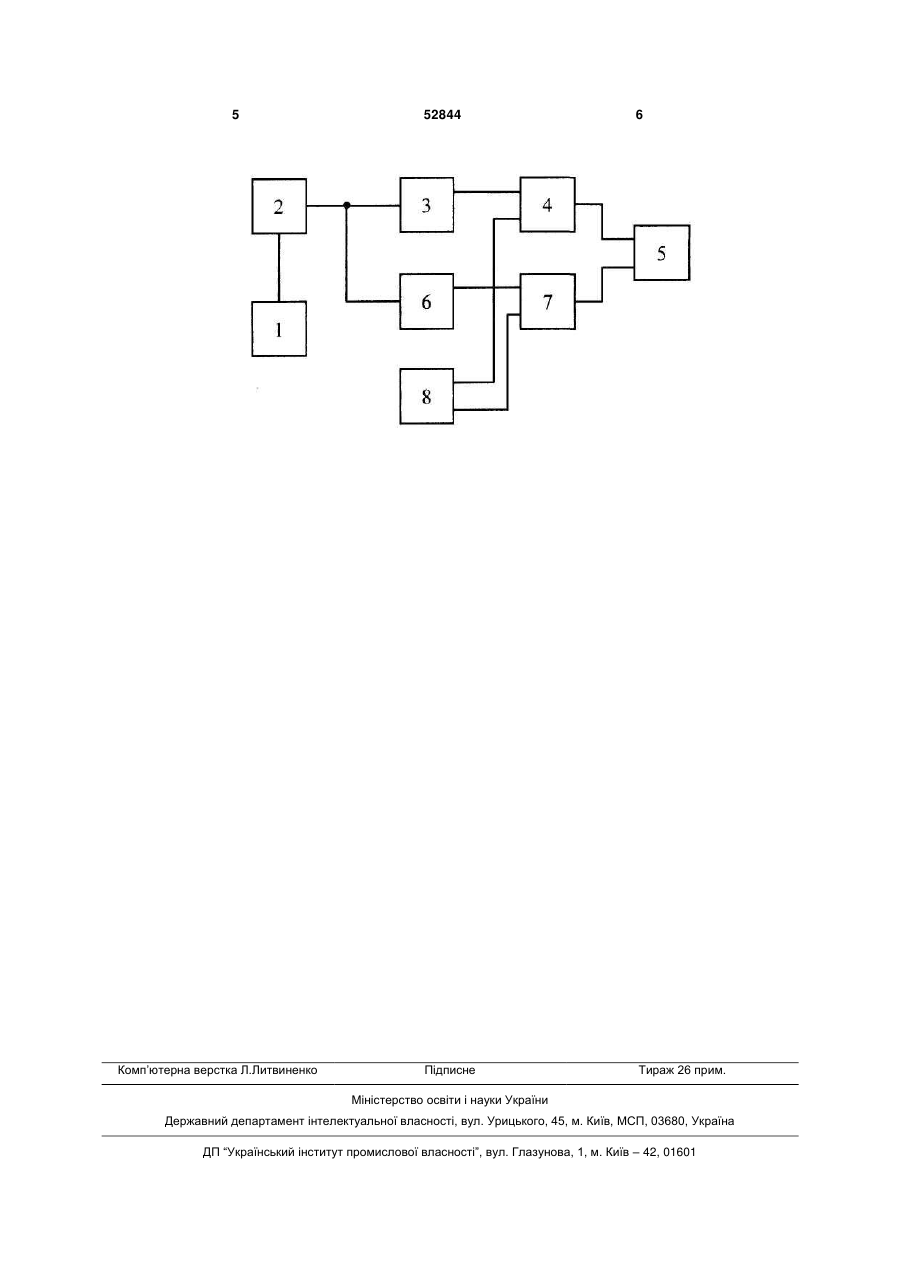
Вихрострумовий спосіб контролю поверхневого зміцнення, що включає збудження у виробі вихрових струмів змінним магнітним полем, який відрізняється тим, що виріб розміщують у змінне магнітне поле, яке збуджує поперечні вихрові струми, вимірюють внесену електрорушійну силу Евн та її фазу вн, за якими визначають універсальний узагальнений параметр x , а за ним визначають глибину зміцненого шару металевого виробу за формулою: Запропонована корисна модель належить до засобів неруйнівного вихрострумового контролю і може бути використана для структуроскопії електропровідних матеріалів та виробів. На сьогодні відомі два основні метода контролю фізико-механічних характеристик металевих виробів: руйнівні і неруйнівні. При визначенні фізико-механічних характеристик матеріалу за допомогою руйнівного контролю необхідно виконувати умови проведення випробувань, які викладені в стандартах або в інших нормативних документах [1]. Недоліком даного контролю є те, що він є тривалим процесом і приводить до руйнування зразка, що досліджується. Неруйнівний контроль усуває дані недоліки. В неруйнівному контролі фізикомеханічних характеристик металевих виробів широке застосування знайшов вихрострумовий метод, заснований на аналізі взаємодії зовнішнього електромагнітного поля, створюваного вихрострумовим перетворювачем (ВСП), який представляє собою індуктивні котушки, з електромагнітним полем вихрових струмів, які збуджуються в об'єкті контролю (ОК) змінним магнітним полем. Теоретичною основою вихрострумової структуроскопії є наявність кореляційних зв'язків між електромагнітними характеристиками металів і їх хімічним складом або структурним станом. Відомий спосіб контролю електромагнітних параметрів виробів і на його основі визначення фізикомеханічних властивостей виробів на підставі вимірювань питомої електричної провідності [2]. Такий спосіб контролю можна віднести до прототипу запропонованого способу. Недоліком даного способу є те, що при контролі одного параметра інші заважають і їх вплив необхідно зменшувати, а також те, що питома електрична провідність залежить від температури ОК. В основу корисної моделі поставлено завдання створити безконтактний вихрострумовий метод контролю поверхневого зміцнення металевих виробів, який дозволяє вирішити задачу підвищення надійності контролю фізико-механічних характеристик поверхневих шарів електропровідних матеріалів. Для вирішення поставленої задачі використовується вихрострумовий спосіб контролю поверхневого зміцнення, що включає збудження у виробі вихрових струмів змінним магнітним полем. Виріб розміщують у змінне магнітне поле, яке збуджує поперечні вихрові струми, вимірюють внесену електрорушійну силу Евн та її фазу вн, за якими визначають універсальний узагальнений параметр х, а за ним визначають глибину зміцненого шару металевого виробу за формулою: де а - радіус циліндричного виробу. Алгоритм полягає у наступному: спочатку знаходять частоту f, яка відповідає конкретно заданій глибині зміцнення , яка визначена для заданого зразка з формули: 2/ де 0 r 0 r , - магнітна постійна (2) 0 4 10 7 - відносна магнітна проникність; Гн/м; (13) 52844 (11) UA (19) (1) 2a / x, U 2a / x, де a - радіус циліндричного виробу. 3 52844 - питома електрична провідність; - циклічна частота, =2 f. Звідки 2 (3) . Після чого, використовуючи [3], визначаємо внесену електрорушійну силу Евн: f 1/ 0 r E2 2 E вн де Е2 = E2 20 2E 2E 20 сos 2 , (4) rKE 0, 2 a2 / an ; - коефіцієнт заповнення, аn - радіус вимірювальної обмотки ВСП; K - параметр, значення якого знаходять з функціональної залежності; E 0 1,11fWвим an 2 0 Wнам , n Wвим, Wнам - кількість витків вимірювальної і намагнічуючої обмоток ВСП; n - довжина намагнічуючої обмотки ВСП; І - намагнічуючий струм; Е20 = E 0; 2 - різниця фаз між магнітними потоками в зразку і магнітним потоком в зазорі між вимірювальною обмоткою ВСП і зразком, яка співпадає з різницею фаз між Е2 і Е20, значення якої знаходять з функціональної залежності 2 = f(x). Далі визначимо фазовий кут вн, скориставшись формулою [3]: 2 2 E вн E 2 20 E 2 . (5) вн 2E вн E 20 На кресленні зображена функціональна схема пристрою для контролю глибини зміцненого шару металевих виробів, яка містить послідовно сполучені генератор 1, ВСП 2, амплітудний детектор 3, компаратор 4, блок керування роботою зміцнювального пристрою 5. Крім того, пристрій містить фазовий детектор 6, вхід якого підключений до виходу ВСП 2, а вихід сполучений з першим входом компаратора 7, вихід якого сполучений з другим входом блоку керування роботою зміцнюваль cos 4 ного пристрою 5, і задатчик амплітуди та фази 8, виходи якого підключені на другі входи компараторів 4 і 7. Принцип дії пристрою полягає в наступному: напруга з генератора 1 поступає на ВСП 2, далі сигнал з виходу ВСП поступає на амплітудний 3 і фазовий 6 детектори для виділення сигналів пропорційних Евн і вн відповідно, які поступають на перші входи компараторів 4 і 7. На другі входи компараторів поступають опорні сигнали з задатчика 8, значення яких раніше розраховані за формулами (4) і (5). Як тільки сигнали за амплітудою на блоці 4 і за фазою на блоці 7 зрівняються із заданими опорними (розрахованими) значеннями амплітуди та фази, спрацює блок керування роботою зміцнювального пристрою 5 і відключить його, тобто припиниться процес зміцнення. Таким чином, можна зробити висновок про те, що контрольована глибина зміцненого шару металевого виробу стала відповідати заданій. Технічним результатом є те, що даний спосіб більш ефективний в реалізації, значно підвищує точність і надійність контролю за рахунок вимірювання двох параметрів, скорочує час контролю і дає можливість проводити автоматизований процес контролю зміцнення виробів. Джерела інформації 1. ГОСТ 2999-75. Металлы и сплавы. Метод измерения твердости по Виккерсу. - Введ. 01.07.1976 (изм. 23.06.2009). 2. Хайлов А.Н., Пенькова Т.Н., Бакунов А.С., Мужицкий В.Ф., Преснов Н.Д., Агальцов В.И. Неразрушающий контроль механических характеристик алюминиевых сплавов по удельной электрической проводимости. - Дефектоскопия, 2006, №7, с. 3-14. 3. Горкунов Б.М., Тюпа И.В. Вихретоковый двухпараметровый контроль ферромагнитных цилиндрических изделий. - Вестник Национального технического университета «Харьковский политехнический институт». – Харьков. НТУ „ХПИ”, 2004, №5, с. 93-99. 5 Комп’ютерна верстка Л.Литвиненко 52844 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюVortex current method for control of surface strengthening
Автори англійськоюHorkunov Borys Mytrofanovych, Tiupa Ihor Vasyliovych, Tyschenko Anna Anatoliivna
Назва патенту російськоюВихретоковый способ контроля поверхностного укрепления
Автори російськоюГоркунов Борис Митрофанович, Тюпа Игорь Васильевич, Тищенко Анна Анатолиевна
МПК / Мітки
МПК: G01N 27/90
Мітки: контролю, зміцнення, спосіб, вихрострумовий, поверхневого
Код посилання
<a href="https://ua.patents.su/3-52844-vikhrostrumovijj-sposib-kontrolyu-poverkhnevogo-zmicnennya.html" target="_blank" rel="follow" title="База патентів України">Вихрострумовий спосіб контролю поверхневого зміцнення</a>
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Черватюк Володимир Арсенович, Бережницька Марія Пилипівна, Ткачов Володимир Іванович
МПК: C21D 1/34
Мітки: спосіб, виробів, зміцнення, металевих, поверхневого
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб поверхневого зміцнення інструменту, що має форму тіл обертання
Номер патенту: 41413
Опубліковано: 25.05.2009
Автори: Литвиненко Дмитро Сергійович, Самотугіна Юлія Сергіївна, Мазур Владислав Олександрович, Гагарін Володимир Олександрович, Самотугін Сергій Савелійович
МПК: C21D 1/06
Мітки: поверхневого, форму, тіл, інструменту, спосіб, зміцнення, має, обертання
Формула / Реферат:
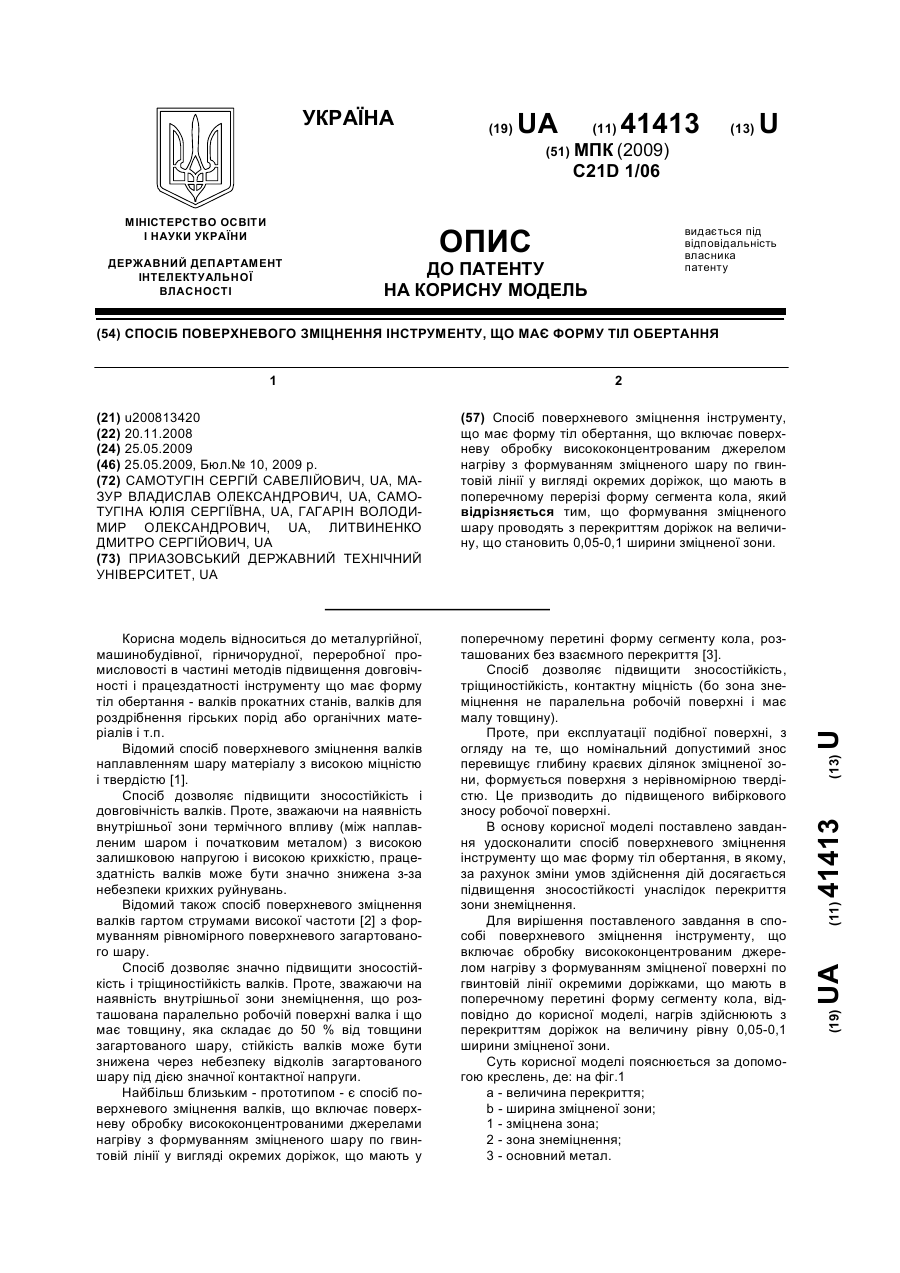
Спосіб поверхневого зміцнення інструменту, що має форму тіл обертання, що включає поверхневу обробку висококонцентрованим джерелом нагріву з формуванням зміцненого шару по гвинтовій лінії у вигляді окремих доріжок, що мають в поперечному перерізі форму сегмента кола, який відрізняється тим, що формування зміцненого шару проводять з перекриттям доріжок на величину, що становить 0,05-0,1 ширини зміцненої зони.
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 36651
Опубліковано: 16.04.2001
Автори: Бережницька Марія Пилипівна, Кириленко Степан Миколайович, Паустовський Олександр Васильович, Черватюк Володимир Арсенович
Мітки: металевих, поверхневого, спосіб, зміцнення, виробів
Текст:
...0,5 хв/см 2. Зміцнені зразки піддавали дослідженням на мікротвердість та випробуванням на контактну втому на установці з електронним автоматичним вимикачем для фіксації контактновтомного викришування. Установка працювала за принципом фрикційної подачі з двома циклами навантаження за один оберт зразка (зразок Ø 10 мм обкатувався між двома навантажуючими дисками Ø 150 мм). В якості технологічного середовища використовували масло...
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 35857
Опубліковано: 10.10.2008
Автори: Балицький Олександр Іванович, Бережницька Марія Пилипівна
МПК: C21D 1/00
Мітки: виробів, поверхневого, спосіб, металевих, зміцнення
Формула / Реферат:
Спосіб поверхневого зміцнення металевих виробів, який містить поверхневе пластичне деформування - віброобробкою, який відрізняється тим, що перед поверхневим пластичним деформуванням - віброобробкою - вводять процес наводнювання в інгібувальному кислотному середовищі.
Спосіб поверхневого зміцнення виробів з композиційних матеріалів
Номер патенту: 25530
Опубліковано: 30.10.1998
Автори: Пилипенко Олександр Михайлович, Чорний Геннадій Петрович, Таньков Костянтин Миколайович
МПК: C23C 18/31
Мітки: поверхневого, композиційних, матеріалів, зміцнення, виробів, спосіб
Формула / Реферат:
1. Спосіб поверхневого зміцнення виробів з композиційних матеріалів шляхом хімічного відновлення на його поверхні зміцнювального покриття з наступним механічним згладженням і термообробкою, який відрізняється тим, що з поверхневого шару виробу попередньо видаляють, у крайньому разі, одну з структурних складових з наступним заповненням пор, що утворилися хімічно відновленим зносостійким покриттям.2. Спосіб за п.1, який відрізняється...
Попередній патент: Біологічно активна домішка “метаболік вдк”
Наступний патент: Хвостове з’єднання робочої лопатки турбіни
Випадковий патент: Спосіб лікування варикозної хвороби, ускладненої флебітом, тромбофлебітом, за терновською т.о.