Спосіб виготовлення пожежного рукава
Формула / Реферат
Спосіб виготовлення пожежного рукава, що включає нанесення на тканий чохол гідроізоляційного шару з наступною вулканізацією, який відрізняється тим, що гідроізоляційний шар виконують у вигляді внутрішньої оболонки шляхом екструдування співполімерів етилену, наприклад етилену з вінілацетатом або з акриловими ефірами, на формувальній головці екструдера при t° = 120°-130°С зі швидкістю 900-1000 м/годину і протягання усередину тканого чохла пожежного рукава на стрічкопротягувальному пристрої з наступною вулканізацією на паропроводі протягом 5-10 хв.
Текст
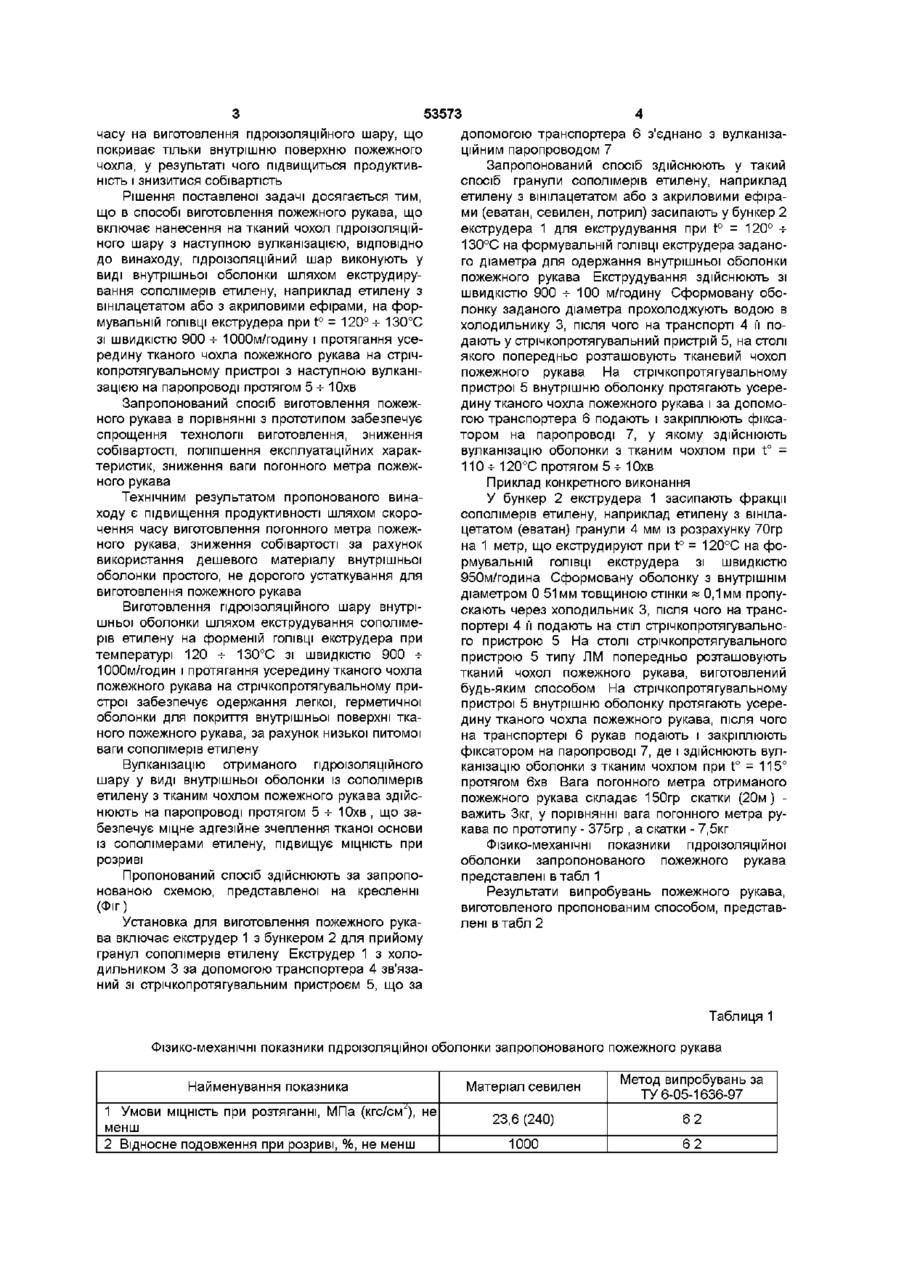
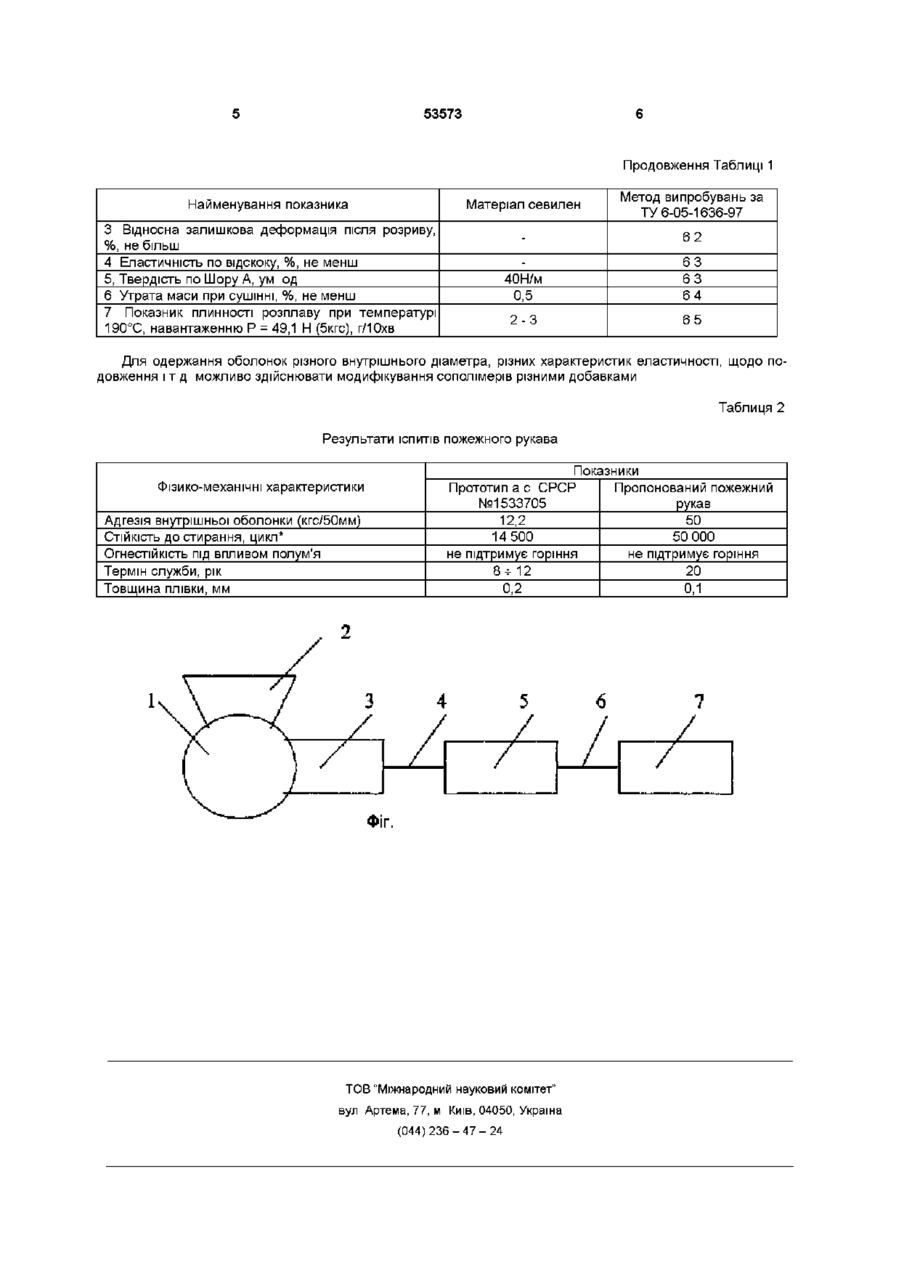
Спосіб виготовлення пожежного рукава, що включає нанесення на тканий чохол гідроізоляційного шару з наступною вулканізацією, який відрізняється тим, що гідроізоляційний шар Винахід відноситься до текстильної промисловості, зокрема до виготовлення пожежних і наливних рукавів на основі текстильного чохла Відомий спосіб виготовлення пожежного рукава шляхом попередньої обробки чохла латексом, віджимом, обробки коагулянтом, повторного віджиму й обробки латексом внутрішньої поверхні чохла з наступними промиванням, сушінням і талькируванням, де попередню обробку чохла здійснюють латексом зі змістом сухої речовини 47 55% одночасно з зовнішньої і внутрішньої поверхні чохла, а обробку внутрішньої поверхні чохла проводять тим же латексом зі змістом сухої речовини 38 - 44%, (Див а с СРСР №1239183, МПКЧ ДО6М15/28, публ 23 06 86 Бюл №23 «Способ изготовления пожарного рукава») Відомий спосіб виготовлення пожежного рукава складний і трудомісткий, ДВІЧІ ЗДІЙСНЮЮТЬ по криття латексом поверхонь пожежного тканого чохла з різною концентрацією сухої речовини латексу, з наступним промиванням, на що затрачають значний час, при цьому потрібно складне устаткування, а в результаті - низька продуктивність і пожежний рукав має значну вагу погонного метра при високій собівартості Найбільш близьким технічним рішенням із пропонованих, узятим за прототип є відомий спосіб виготовлення пожежного рукава, що включає двостороннє нанесення на капроновий чохол каучукового латексу в просочувальній ванні, сушіння і талькирование, де перед сушінням чохол додатково підсушують і наносять латекс, а підсушування здійснюють за допомогою електродів шляхом бе виконують у вигляді внутрішньої оболонки шляхом екструдування співполімерів етилену, наприклад етилену з вінілацетатом або з акриловими ефірами, на формувальній головці екструдера при t° = 120° - 130°С зі швидкістю 900 - 1000 м/годину і протягання усередину тканого чохла пожежного рукава на стрічкопротягувальному пристрої з наступною вулканізацією на паропроводі протягом 5 - Юхв зупинного протягання чохла у просочувальній ванні через електроди зі швидкістю 0,5 -ь 1,0м/хв При ЩІЛЬНОСТІ постійного струму 7,0 -ь 15,0мА/см (Див ас СРСР №1533705 МПК5А62СЗЗ/00, публ 07 01 90, Бюл №1 «Способ изготовления пожарного рукава») Відомий спосіб передбачає покриття пожежного рукава з капронового чохла також із двох сторін по ЗОВНІШНІЙ і внутрішній поверхні рукава, що значно збільшує вагу погонного метра пожежного рукава, а також відомий спосіб низькопродуктивний, тому що капроновий чохол у просочувальній ванні з каучуковим латексом протягають зі швидкістю 0,5 -ь 1,0м/хв, при цьому він використовує складне устаткування для виготовлення рукава (ванна електролізер, електроди з підводкою електроструму, дорн, індуктор для електричного сушіння, тому що остаточне сушіння здійснюють індукційними струмами) В основу винаходу поставлена задача розробити спосіб виготовлення пожежного рукава, що усуває недоліки прототипу, шляхом виконання гідроізоляційного шару у виді внутрішньої оболонки шляхом екструдування сополімерів етилену, наприклад етилену з вінілацетатом або з акриловими ефірами, і протяганням усередину чохла пожежного рукава на стрічкопротягувальному пристрої з наступною вулканізацією отриманої оболонки з внутрішньою поверхнею чохла пожежного рукава, що забезпечить зниження ваги погонного метра рукава, використання простого устаткування для його виробництва, а також скорочення СО 1^ Ю СО Ю 53573 часу на виготовлення гідроізоляційного шару, що покриває тільки внутрішню поверхню пожежного чохла, у результаті чого підвищиться продуктивність і знизитися собівартість Рішення поставленої задачі досягається тим, що в способі виготовлення пожежного рукава, що включає нанесення на тканий чохол гідроізоляційного шару з наступною вулканізацією, ВІДПОВІДНО до винаходу, гідроізоляційний шар виконують у виді внутрішньої оболонки шляхом екструдирування сополімерів етилену, наприклад етилену з вінілацетатом або з акриловими ефірами, на формувальній ГОЛІВЦІ екструдера при t° = 120°-ь 130°С зі швидкістю 900 -ь ЮООм/годину і протягання усередину тканого чохла пожежного рукава на стрічкопротягувальному пристрої з наступною вулканізацією на паропроводі протягом 5-ь Юхв Запропонований спосіб виготовлення пожежного рукава в порівнянні з прототипом забезпечує спрощення технології виготовлення, зниження собівартості, поліпшення експлуатаційних характеристик, зниження ваги погонного метра пожежного рукава Технічним результатом пропонованого винаходу є підвищення продуктивності шляхом скорочення часу виготовлення погонного метра пожежного рукава, зниження собівартості за рахунок використання дешевого матеріалу внутрішньої оболонки простого, не дорогого устаткування для виготовлення пожежного рукава Виготовлення гідроізоляційного шару внутрішньої оболонки шляхом екструдування сополімерів етилену на форменій ГОЛІВЦІ екструдера при температурі 120 -ь 130°С зі швидкістю 900 + ЮООм/годин і протягання усередину тканого чохла пожежного рукава на стрічкопротягувальному пристрої забезпечує одержання легкої, герметичної оболонки для покриття внутрішньої поверхні тканого пожежного рукава, за рахунок низької питомої ваги сополімерів етилену Вулканізацію отриманого гідроізоляційного шару у виді внутрішньої оболонки із сополімерів етилену з тканим чохлом пожежного рукава здійснюють на паропроводі протягом 5 -ь Юхв , що забезпечує міцне адгезіине зчеплення тканої основи із сополімерами етилену, підвищує МІЦНІСТЬ при розриві Пропонований спосіб здійснюють за запропонованою схемою, представленої на кресленні (Фіг) Установка для виготовлення пожежного рукава включає екструдер 1 з бункером 2 для прийому гранул сополімерів етилену Екструдер 1 з холодильником 3 за допомогою транспортера 4 зв'язаний зі стрічкопротягувальним пристроєм 5, що за допомогою транспортера 6 з'єднано з вулканізаційним паропроводом 7 Запропонований спосіб здійснюють у такий спосіб гранули сополімерів етилену, наприклад етилену з вінілацетатом або з акриловими ефірами (еватан, севилен, лотрил) засипають у бункер 2 екструдера 1 для екструдування при t° = 120° + 130°С на формувальній ГОЛІВЦІ екструдера заданого діаметра для одержання внутрішньої оболонки пожежного рукава Екструдування здійснюють зі швидкістю 900 -ь 100 м/годину Сформовану оболонку заданого діаметра прохолоджують водою в холодильнику 3, після чого на транспорті 4 її подають у стрічкопротягувальний пристрій 5, на столі якого попередньо розташовують тканевий чохол пожежного рукава На стрічкопротягувальному пристрої 5 внутрішню оболонку протягають усередину тканого чохла пожежного рукава і за допомогою транспортера 6 подають і закріплюють фіксатором на паропроводі 7, у якому здійснюють вулканізацію оболонки з тканим чохлом при t° = 110 -г- 120°С протягом 5-ИОхв Приклад конкретного виконання У бункер 2 екструдера 1 засипають фракції сополімерів етилену, наприклад етилену з вінілацетатом (еватан) гранули 4 мм із розрахунку 70гр на 1 метр, що екструдируют при t° = 120°С на формувальній ГОЛІВЦІ екструдера зі швидкістю 950м/година Сформовану оболонку з внутрішнім діаметром 0 51мм товщиною стінки « 0,1мм пропускають через холодильник 3, після чого на транспортері 4 її подають на стіл стрічкопротягувального пристрою 5 На столі стрічкопротягувального пристрою 5 типу ЛМ попередньо розташовують тканий чохол пожежного рукава, виготовлений будь-яким способом На стрічкопротягувальному пристрої 5 внутрішню оболонку протягають усередину тканого чохла пожежного рукава, після чого на транспортері 6 рукав подають і закріплюють фіксатором на паропроводі 7, де і здійснюють вулканізацію оболонки з тканим чохлом при t° = 115° протягом бхв Вага погонного метра отриманого пожежного рукава складає 150гр скатки (20м) важить Зкг, у порівнянні вага погонного метра рукава по прототипу - 375гр , а скатки - 7,5кг Фізико-механічні показники гідроізоляційної оболонки запропонованого пожежного рукава представлені втабл 1 Результати випробувань пожежного рукава, виготовленого пропонованим способом, представлені втабл 2 Таблиця 1 Фізико-механічні показники гідроізоляційної оболонки запропонованого пожежного рукава Найменування показника 1 Умови МІЦНІСТЬ при розтяганні, МПа (кгс/см^), не менш 2 Відносне подовження при розриві, %, не менш Матеріал севилен Метод випробувань за ТУ 6-05-1636-97 23,6 (240) 62 1000 62 53573 Продовження Таблиці 1 Матеріал севилен Найменування показника Метод випробувань за ТУ 6-05-1636-97 62 0,5 63 63 64 2-3 65 3 Відносна залишкова деформація після розриву, %, не більш 4 Еластичність по відскоку, %, не менш 5, Твердість по Шору А, ум од 6 Утрата маси при сушінні, %, не менш 7 Показник плинності розплаву при температурі 190°С, навантаженню Р = 49,1 Н (5кгс), г/Юхв 40Н/М Для одержання оболонок різного внутрішнього діаметра, різних характеристик еластичності, щодо подовження і т д можливо здійснювати модифікування сополімерів різними добавками Таблиця 2 Результати ІСПИТІВ пожежного рукава Показники Прототип а с СРСР Пропонований пожежний №1533705 рукав 12,2 50 14 500 50 000 не підтримує горіння не підтримує горіння 8-ь12 20 0,2 0,1 Фізико-механічні характеристики Адгезія внутрішньої оболонки (кгс/50мм) СТІЙКІСТЬ ДО стирання, цикл* Огнестійкість під впливом полум'я Термін служби, рік Товщина плівки, мм ФІГ. ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing fire hose
Назва патенту російськоюСпособ изготовления пожарного рукава
МПК / Мітки
МПК: D06M 15/21, A62C 33/00
Мітки: пожежного, рукава, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-53573-sposib-vigotovlennya-pozhezhnogo-rukava.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пожежного рукава</a>
Спосіб виготовлення пожежного рукава

Номер патенту: 50690
Опубліковано: 15.10.2002
Автор: Краснощоков Микола Васильович
МПК: A62C 33/00
Мітки: рукава, пожежного, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення пожежного рукава, що включає нанесення на тканий чохол гідроізоляційного шару з наступною вулканізацією, який відрізняється тим, що гідроізоляційний шар виконують у вигляді внутрішньої оболонки з бутадієн-стирольного термоеластопласта шляхом дроблення, гранулювання, екструдування на формувальній голівці екструдера при t° 120-130 °С зі швидкістю 900-1000 м/г і протягування усередину тканого чохла пожежного рукава на...
Пристрій для автоматичного регулювання діаметру екструдованого плівкового рукава
Номер патенту: 11512
Опубліковано: 25.12.1996
Автор: Аркушин Василь Прокопович
МПК: B29C 47/08, G05D 27/00, B29D 23/00
Мітки: автоматичного, екструдованого, плівкового, діаметру, пристрій, рукава, регулювання
Формула / Реферат:
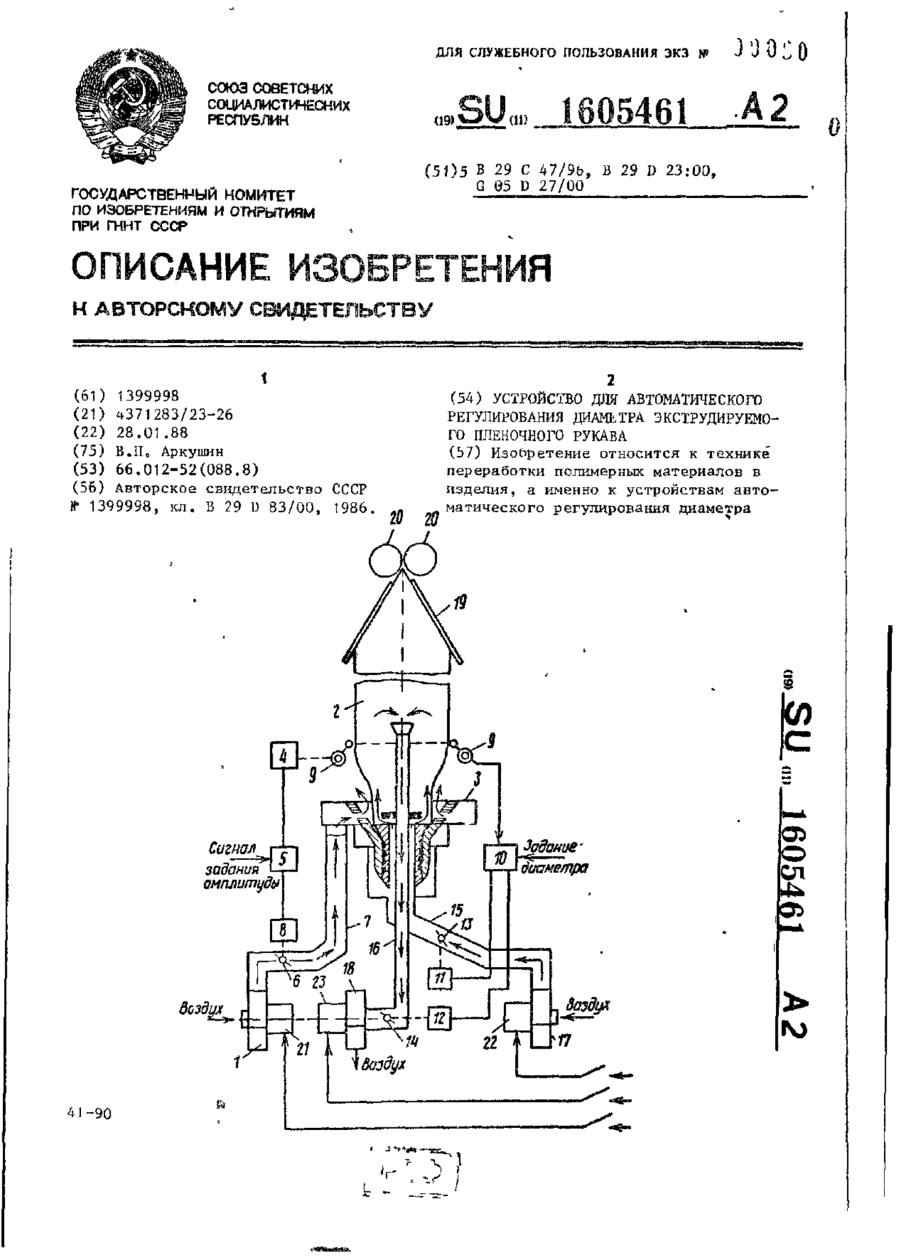
Устройство для автоматического регулирования диаметра экструдируемого пленочного рукава по авт. св. № 1399998, отличающееся тем, что, с целью повышения производи-тельности, в его состав введены датчик амплитуды колебаний поверхности пленочного рукава, преобразователь, регулятор с задатчиком и исполнительный механизм с заслонкой, установленной на линии принудительного охлаждения, при этом выход датчика амплитуды колебаний поверхности...
Кінцева арматура рукава високого тиску

Номер патенту: 1345
Опубліковано: 25.03.1994
Автори: Прищепа Пилип Федорович, Шехтман Борис Ісакович, Золотаревський Леонід Генадійович, Личаков Віталій Анатолійович, Козача Ігор Михайлович, Лисенко Сергій Володимирович, Ткаченко Валентин Олександрович, Українська Ірина Павлівна
МПК: F16L 13/14
Мітки: високого, рукава, тиску, арматура, кінцева
Формула / Реферат:
Концевая арматура рукава высокого давлення, содержащая ниппель, муфту, размещенный между ними армированный шланг, отличающийся тем, что, с целью повышения надежности и долговечности рукава высокого давления, торцовая поверхность переходной зоны муфты выполнена по кривой, описываемой уранпением где R — радиус кривой, мм; b — толщина стенки муфты, мм; d — диаметр навивочной проволоки...
З’єднання рукава високого тиску

Номер патенту: 32133
Опубліковано: 15.12.2000
Автори: Новіков Валентин Іванович, Кривошеїн Ігор Віленович
МПК: F16L 33/24
Мітки: тиску, рукава, з'єднання, високого
Текст:
...досягається тим, що з'єднання рукава високого тиску містить ніппель цільної металевої конструкції , що складається з стикового вузла і тіла, на зовнішній поверхні якого виконана різьба, муфти з різьбою на внутрішній поверхні для з'єднань з ніппелем і різьбою, контактуючою з зовнішньою поверхнею рукава, перетин якої має круглий трапецеїдальний або упорний профіль з конусною проточною перших витків. У порівнянні з прототипом, в якому різьба...
Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
МПК: B29D 7/00
Мітки: рукава, діаметра, спосіб, регулювання, екструдованої, плівки
Формула / Реферат:
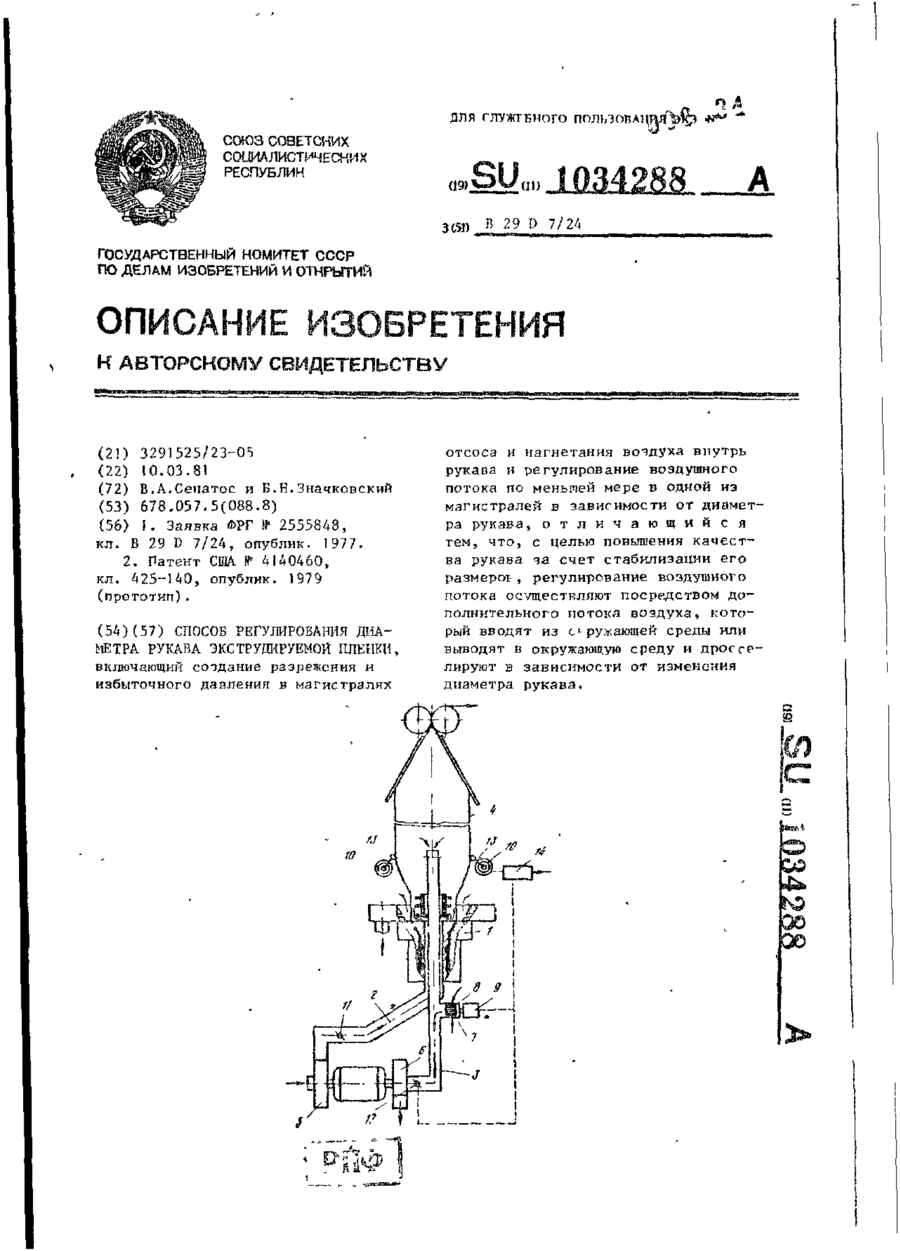
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного...
Попередній патент: Спосіб виробництва варення з яблук
Наступний патент: “подолін” – лікарський засіб на основі природного глинистого мінералу підкласу сапонітових
Випадковий патент: Спосіб вирощування новонароджених телят