Спосіб отримання злитків зі стружки
Формула / Реферат
1. Спосіб отримання злитків зі стружки, що включає електрошлаковий переплав, при якому здійснюють плавлення витратного електрода, сформованого зі стружки, який відрізняється тим, що попередньо стружку пресують у брикети циліндричної форми, які зварюють між собою з утворенням витратного електрода, плавлення виконують у тиглі і додатково здійснюють лиття у кокілі.
2. Спосіб за п. 1, який відрізняється тим, що брикети циліндричної форми зі стружки попередньо зварюють між собою по твірних у дві групи, причому осі циліндрів кожної групи розміщені в одній площині, а потім обидві групи приварюють між собою основами циліндрів безпосередньо чи через додаткову смугу прокатного полотна, виготовлену із прутків аналогічного стружці складу.
3. Спосіб за п. 1, який відрізняється тим, що утворюють витратний електрод з однієї групи брикетів циліндричної форми зі стружки, які попередньо зварюють між собою по твірних, причому осі циліндрів групи розміщені в одній площині.
4. Спосіб за п. 1, який відрізняється тим, що брикети циліндричної форми зі стружки зварюють між собою основами з утворенням витратного електрода циліндричної форми.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що кратність розмірів діаметра і висоти брикетів циліндричної форми складає 1,3-2,5.
6. Спосіб за п. 1, який відрізняється тим, що кокілі виготовлені методом "наближеної гравюри".
Текст
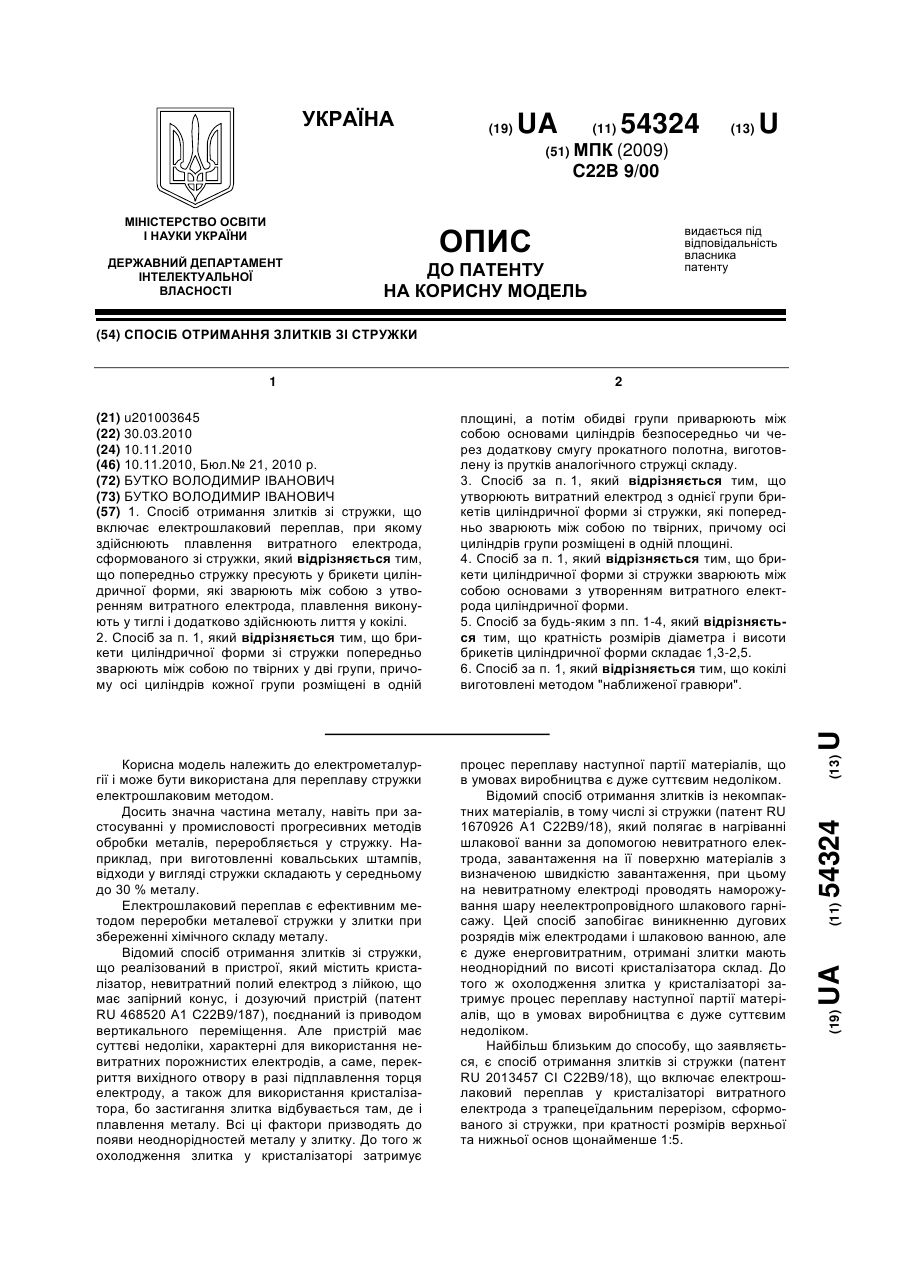
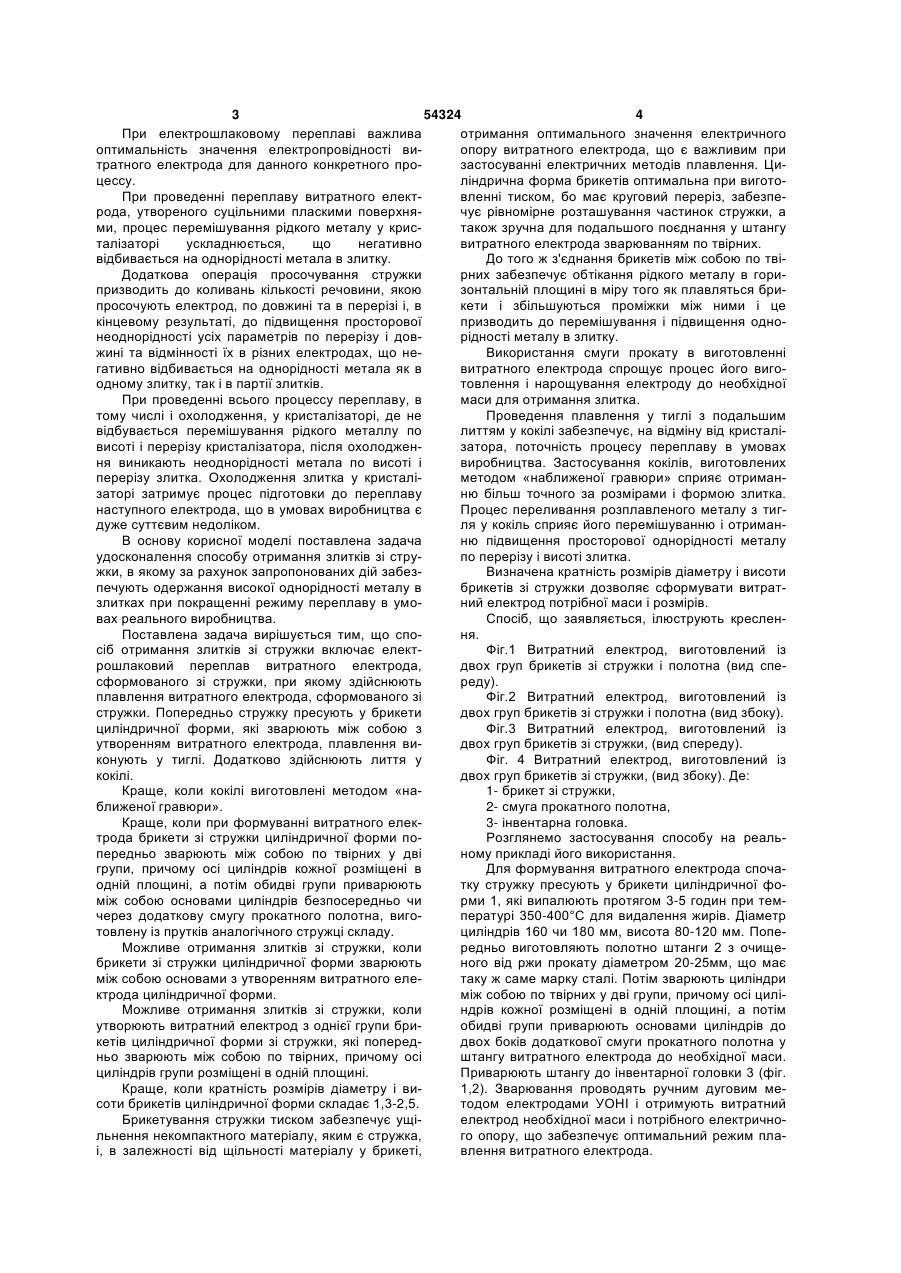
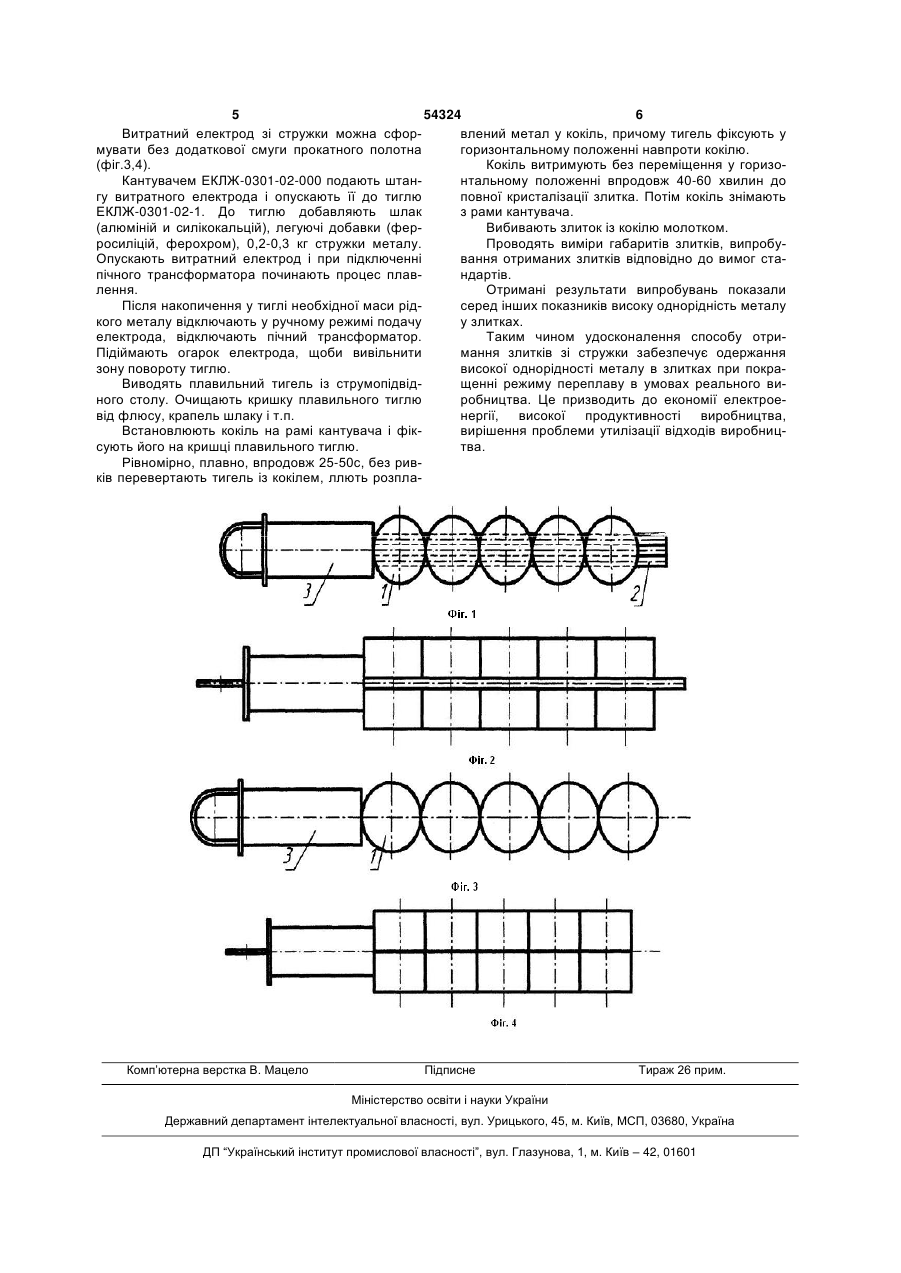
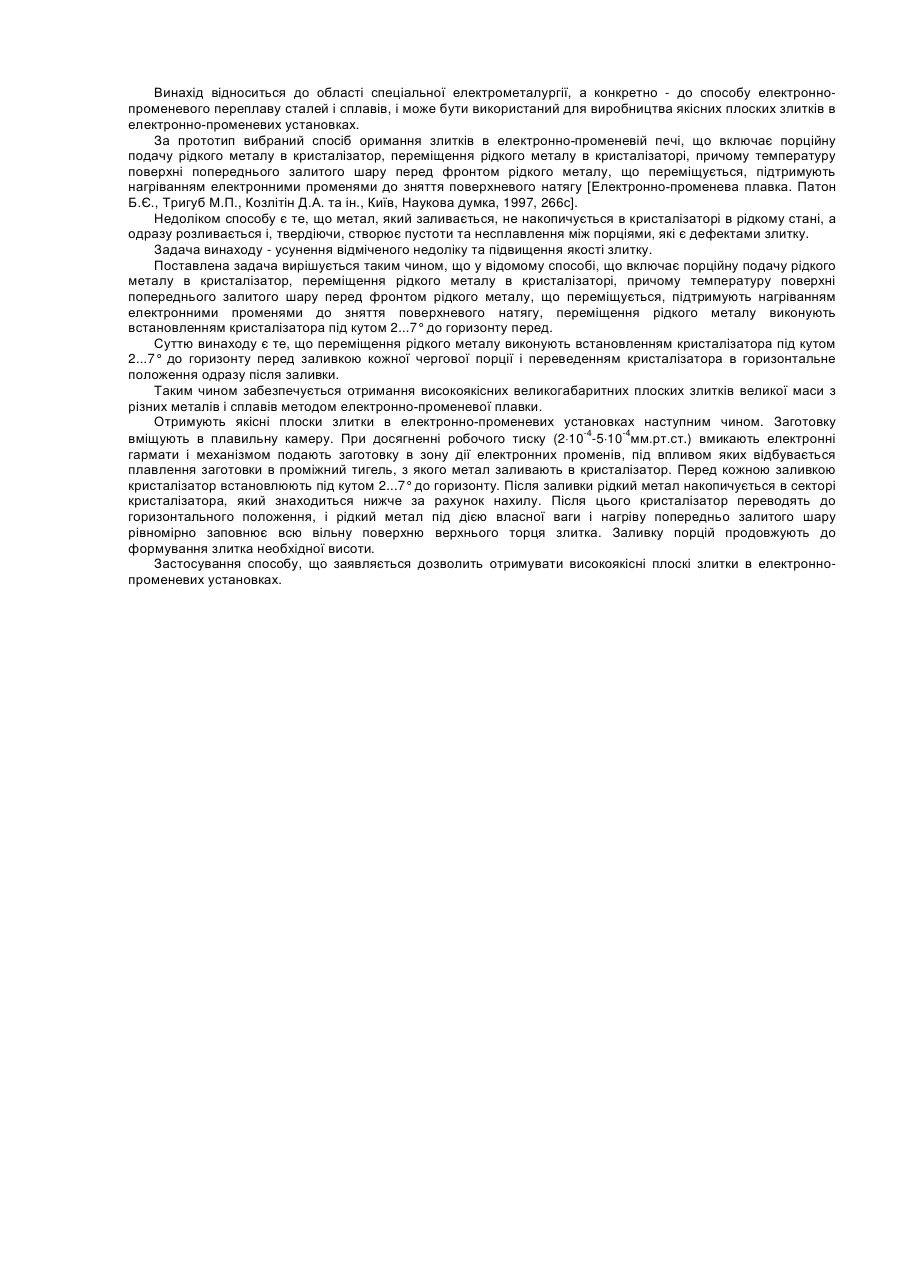
1. Спосіб отримання злитків зі стружки, що включає електрошлаковий переплав, при якому здійснюють плавлення витратного електрода, сформованого зі стружки, який відрізняється тим, що попередньо стружку пресують у брикети циліндричної форми, які зварюють між собою з утворенням витратного електрода, плавлення виконують у тиглі і додатково здійснюють лиття у кокілі. 2. Спосіб за п. 1, який відрізняється тим, що брикети циліндричної форми зі стружки попередньо зварюють між собою по твірних у дві групи, причому осі циліндрів кожної групи розміщені в одній 3 54324 4 При електрошлаковому переплаві важлива отримання оптимального значення електричного оптимальність значення електропровідності виопору витратного електрода, що є важливим при тратного електрода для данного конкретного прозастосуванні електричних методів плавлення. Цицессу. ліндрична форма брикетів оптимальна при виготоПри проведенні переплаву витратного електвленні тиском, бо має круговий переріз, забезперода, утвореного суцільними пласкими поверхнячує рівномірне розташування частинок стружки, а ми, процес перемішування рідкого металу у кристакож зручна для подальшого поєднання у штангу талізаторі ускладнюється, що негативно витратного електрода зварюванням по твірних. відбивається на однорідності метала в злитку. До того ж з'єднання брикетів між собою по твіДодаткова операція просочування стружки рних забезпечує обтікання рідкого металу в горипризводить до коливань кількості речовини, якою зонтальній площині в міру того як плавляться брипросочують електрод, по довжині та в перерізі і, в кети і збільшуються проміжки між ними і це кінцевому результаті, до підвищення просторової призводить до перемішування і підвищення однонеоднорідності усіх параметрів по перерізу і доврідності металу в злитку. жині та відмінності їх в різних електродах, що неВикористання смуги прокату в виготовленні гативно відбивається на однорідності метала як в витратного електрода спрощує процес його вигоодному злитку, так і в партії злитків. товлення і нарощування електроду до необхідної При проведенні всього процессу переплаву, в маси для отримання злитка. тому числі і охолодження, у кристалізаторі, де не Проведення плавлення у тиглі з подальшим відбувається перемішування рідкого металлу по литтям у кокілі забезпечує, на відміну від кристалівисоті і перерізу кристалізатора, після охолоджензатора, поточність процесу переплаву в умовах ня виникають неоднорідності метала по висоті і виробництва. Застосування кокілів, виготовлених перерізу злитка. Охолодження злитка у кристаліметодом «наближеної гравюри» сприяє отриманзаторі затримує процес підготовки до переплаву ню більш точного за розмірами і формою злитка. наступного електрода, що в умовах виробництва є Процес переливання розплавленого металу з тигдуже суттєвим недоліком. ля у кокіль сприяє його перемішуванню і отриманВ основу корисної моделі поставлена задача ню підвищення просторової однорідності металу удосконалення способу отримання злитків зі струпо перерізу і висоті злитка. жки, в якому за рахунок запропонованих дій забезВизначена кратність розмірів діаметру і висоти печують одержання високої однорідності металу в брикетів зі стружки дозволяє сформувати витратзлитках при покращенні режиму переплаву в умоний електрод потрібної маси і розмірів. вах реального виробництва. Спосіб, що заявляється, ілюструють кресленПоставлена задача вирішується тим, що споня. сіб отримання злитків зі стружки включає електФіг.1 Витратний електрод, виготовлений із рошлаковий переплав витратного електрода, двох груп брикетів зі стружки і полотна (вид спесформованого зі стружки, при якому здійснюють реду). плавлення витратного електрода, сформованого зі Фіг.2 Витратний електрод, виготовлений із стружки. Попередньо стружку пресують у брикети двох груп брикетів зі стружки і полотна (вид збоку). циліндричної форми, які зварюють між собою з Фіг.3 Витратний електрод, виготовлений із утворенням витратного електрода, плавлення видвох груп брикетів зі стружки, (вид спереду). конують у тиглі. Додатково здійснюють лиття у Фіг. 4 Витратний електрод, виготовлений із кокілі. двох груп брикетів зі стружки, (вид збоку). Де: Краще, коли кокілі виготовлені методом «на1- брикет зі стружки, ближеної гравюри». 2- смуга прокатного полотна, Краще, коли при формуванні витратного елек3- інвентарна головка. трода брикети зі стружки циліндричної форми поРозглянемо застосування способу на реальпередньо зварюють між собою по твірних у дві ному прикладі його використання. групи, причому осі циліндрів кожної розміщені в Для формування витратного електрода спочаодній площині, а потім обидві групи приварюють тку стружку пресують у брикети циліндричної фоміж собою основами циліндрів безпосередньо чи рми 1, які випалюють протягом 3-5 годин при темчерез додаткову смугу прокатного полотна, вигопературі 350-400°С для видалення жирів. Діаметр товлену із прутків аналогічного стружці складу. циліндрів 160 чи 180 мм, висота 80-120 мм. ПопеМожливе отримання злитків зі стружки, коли редньо виготовляють полотно штанги 2 з очищебрикети зі стружки циліндричної форми зварюють ного від ржи прокату діаметром 20-25мм, що має між собою основами з утворенням витратного елетаку ж саме марку сталі. Потім зварюють циліндри ктрода циліндричної форми. між собою по твірних у дві групи, причому осі циліМожливе отримання злитків зі стружки, коли ндрів кожної розміщені в одній площині, а потім утворюють витратний електрод з однієї групи бриобидві групи приварюють основами циліндрів до кетів циліндричної форми зі стружки, які попереддвох боків додаткової смуги прокатного полотна у ньо зварюють між собою по твірних, причому осі штангу витратного електрода до необхідної маси. циліндрів групи розміщені в одній площині. Приварюють штангу до інвентарної головки 3 (фіг. Краще, коли кратність розмірів діаметру і ви1,2). Зварювання проводять ручним дуговим месоти брикетів циліндричної форми складає 1,3-2,5. тодом електродами УОНІ і отримують витратний Брикетування стружки тиском забезпечує ущіелектрод необхідної маси і потрібного електричнольнення некомпактного матеріалу, яким є стружка, го опору, що забезпечує оптимальний режим плаі, в залежності від щільності матеріалу у брикеті, влення витратного електрода. 5 54324 6 Витратний електрод зі стружки можна сфорвлений метал у кокіль, причому тигель фіксують у мувати без додаткової смуги прокатного полотна горизонтальному положенні навпроти кокілю. (фіг.3,4). Кокіль витримують без переміщення у горизоКантувачем ЕКЛЖ-0301-02-000 подають штаннтальному положенні впродовж 40-60 хвилин до гу витратного електрода і опускають її до тиглю повної кристалізації злитка. Потім кокіль знімають ЕКЛЖ-0301-02-1. До тиглю добавляють шлак з рами кантувача. (алюміній и силікокальцій), легуючі добавки (ферВибивають злиток із кокілю молотком. росиліцій, ферохром), 0,2-0,3 кг стружки металу. Проводять виміри габаритів злитків, випробуОпускають витратний електрод і при підключенні вання отриманих злитків відповідно до вимог стапічного трансформатора починають процес плавндартів. лення. Отримані результати випробувань показали Після накопичення у тиглі необхідної маси рідсеред інших показників високу однорідність металу кого металу відключають у ручному режимі подачу у злитках. електрода, відключають пічний трансформатор. Таким чином удосконалення способу отриПідіймають огарок електрода, щоби вивільнити мання злитків зі стружки забезпечує одержання зону повороту тиглю. високої однорідності металу в злитках при покраВиводять плавильний тигель із струмопідвідщенні режиму переплаву в умовах реального виного столу. Очищають кришку плавильного тиглю робництва. Це призводить до економії електроевід флюсу, крапель шлаку і т.п. нергії, високої продуктивності виробництва, Встановлюють кокіль на рамі кантувача і фіквирішення проблеми утилізації відходів виробницсують його на кришці плавильного тиглю. тва. Рівномірно, плавно, впродовж 25-50с, без ривків перевертають тигель із кокілем, ллють розпла Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of ingots of cutting waste
Автори англійськоюButko Volodymyr Ivanovych
Назва патенту російськоюСпособ получения слитков из стружки
Автори російськоюБутко Владимир Иванович
МПК / Мітки
МПК: C22B 9/00
Мітки: спосіб, стружки, злитків, отримання
Код посилання
<a href="https://ua.patents.su/3-54324-sposib-otrimannya-zlitkiv-zi-struzhki.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання злитків зі стружки</a>
Спосіб отримання плоских злитків в електронно-променевих установках
Номер патенту: 71979
Опубліковано: 17.01.2005
Автори: Ахонін Сергій Володимирович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович
Мітки: отримання, установках, плоских, спосіб, електронно-променевих, злитків
Формула / Реферат:
Спосіб отримання плоских злитків в електронно-променевій установці, що включає порційну подачу рідкого металу в кристалізатор, переміщення рідкого металу в кристалізаторі, причому температуру поверхні попереднього залитого шару перед фронтом рідкого металу, що переміщується, підтримують нагріванням електронними променями до зняття поверхневого натягу, який відрізняється тим, що переміщення рідкого металу виконують встановленням кристалізатора...
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки
Номер патенту: 55475
Опубліковано: 15.04.2003
Автори: Калинюк Олексій Миколайович, Пікулін Олександр Миколайович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович
МПК: B23K 15/00, C22B 9/22
Мітки: отримання, спосіб, злитків, методом, плоских, плавки, електронно-променевої, великогабаритних
Формула / Реферат:
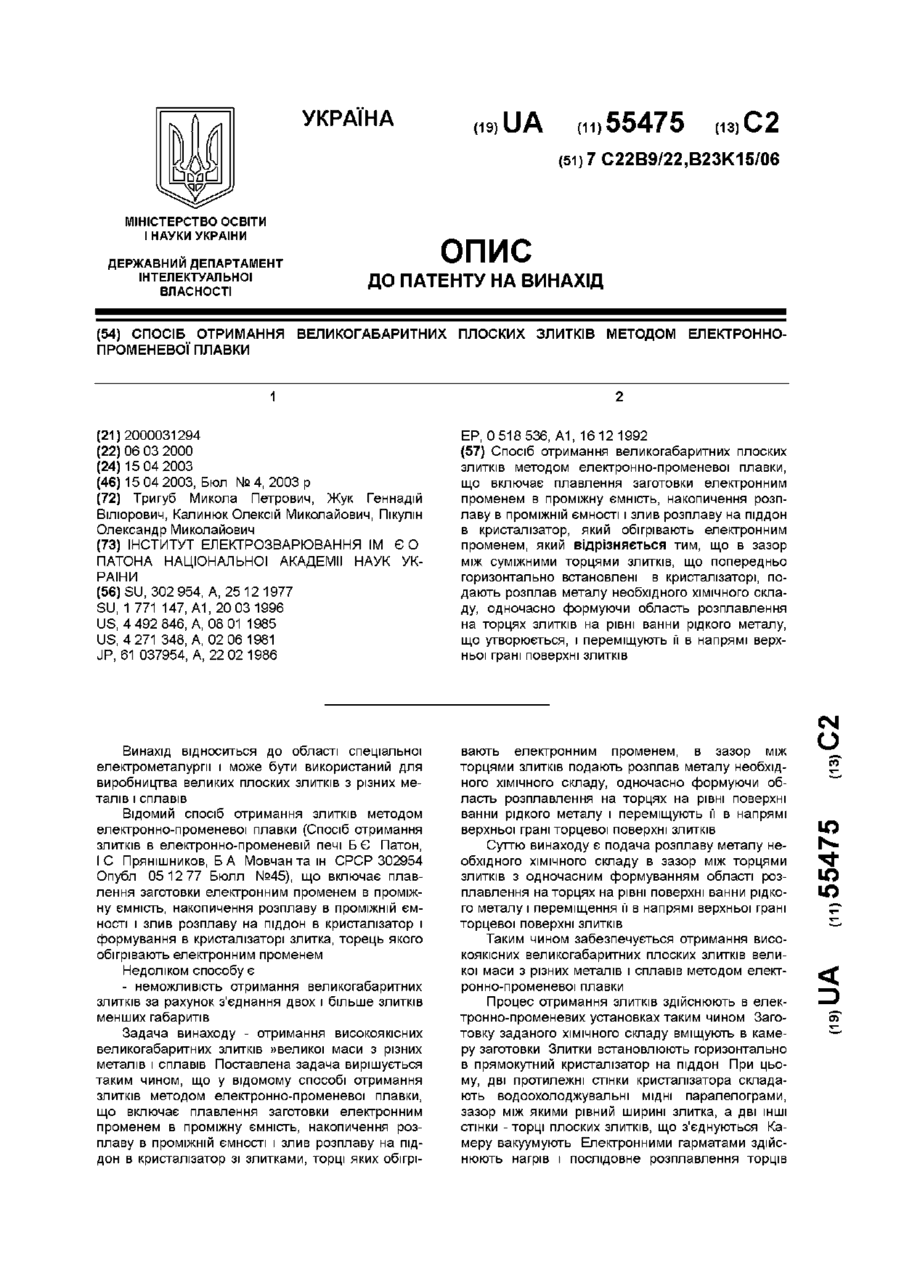
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки, що включає плавлення заготовки електронним променем в проміжну ємність, накопичення розплаву в проміжній ємності і злив розплаву на піддон в кристалізатор, який обігрівають електронним променем, який відрізняється тим, що в зазор між суміжними торцями злитків, що попередньо горизонтально встановлені в кристалізаторі, подають розплав металу необхідного...
Спосіб отримання поліквазікристалічних злитків
Номер патенту: 47658
Опубліковано: 15.07.2002
Автори: Демідік Олександр Миколайович, Пінчук Наталія Дмитрівна, Майборода Володимир Петрович, Стегній Анатолій Іванович, Школьний Валентин Кирилович, Фролов Геннадій Олександрович
МПК: B22F 3/14, C22C 21/12, C22C 1/04
Мітки: спосіб, поліквазікристалічних, злитків, отримання
Формула / Реферат:
Спосіб одержання поліквазікристалічних злитків з порошків системи алюміній-мідь-залізо, який включає використання порошків вихідних компонентів, пресування їх суміші та їх плавлення, який відрізняється тим, що для суцільності злитка і утворення і-фази в кількості 95 об. % як вихідні компоненти для виготовлення пресованої заготовки використовують порошки з розміром фракцій від 0,04 до 1,0 мм, а її плавлення здійснюють з витримкою 2,5-4,5 хв. з...
Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки
Номер патенту: 25419
Опубліковано: 10.08.2007
Автори: Усачов Петро Антонович, Стельмах Наталія Володимирівна
МПК: B23B 35/00
Мітки: елементів, зразка, спосіб, визначення, отримання, усадки, стружки, коефіцієнта
Формула / Реферат:
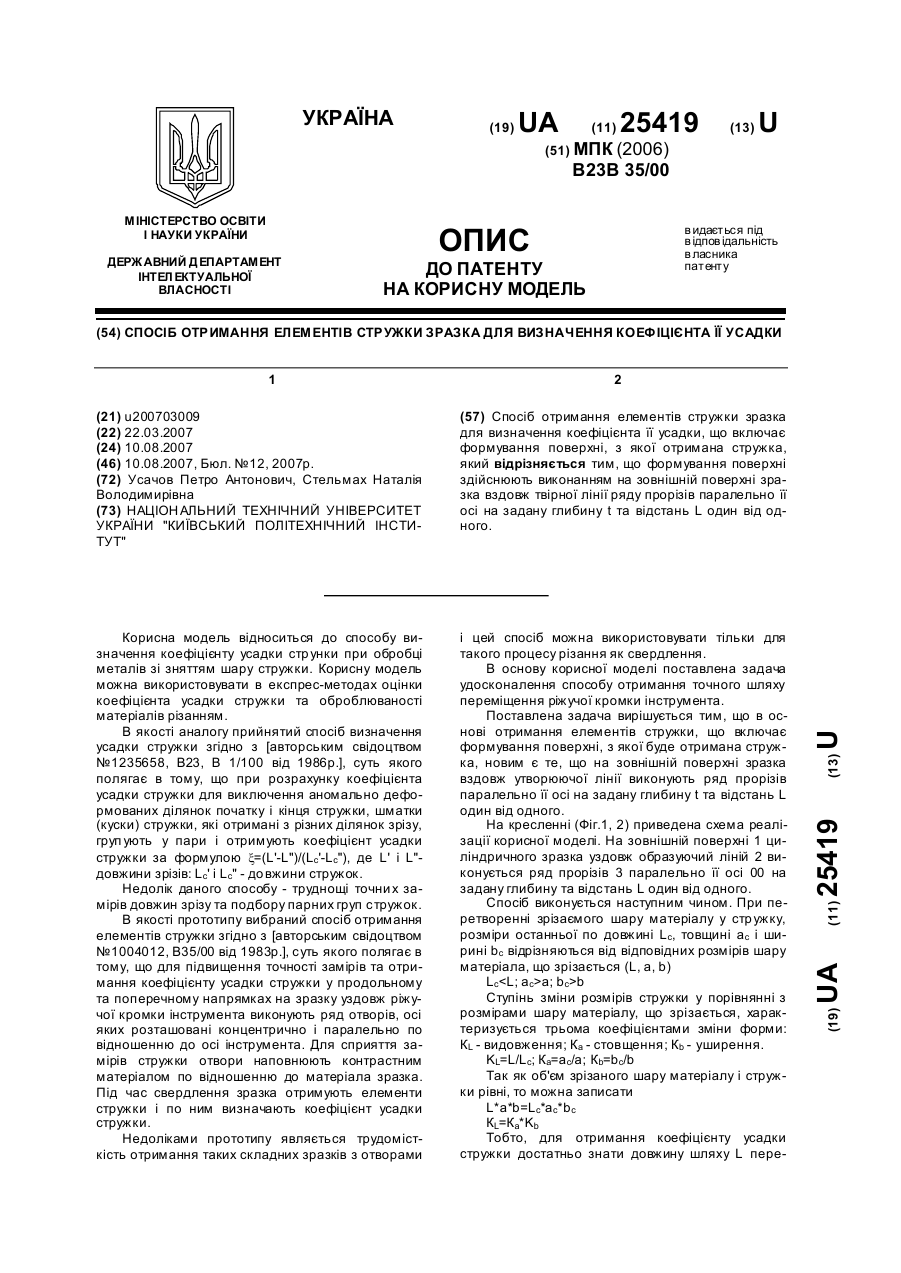
Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки, що включає формування поверхні, з якої отримана стружка, який відрізняється тим, що формування поверхні здійснюють виконанням на зовнішній поверхні зразка вздовж твірної лінії ряду прорізів паралельно її осі на задану глибину t та відстань L один від одного.
Спосіб отримання плоских гетерогенних злитків методом електронно-променевої переплавки
Номер патенту: 56282
Опубліковано: 15.05.2003
Автори: Канавченко Денис Віталійович, Ахонін Сергій Володимирович, ТРИГУБ Микола Петрович, Жук Генадій Віліорович
МПК: C22B 9/22, B22D 19/02
Мітки: методом, отримання, злитків, переплавки, спосіб, гетерогенних, плоских, електронно-променевої
Формула / Реферат:
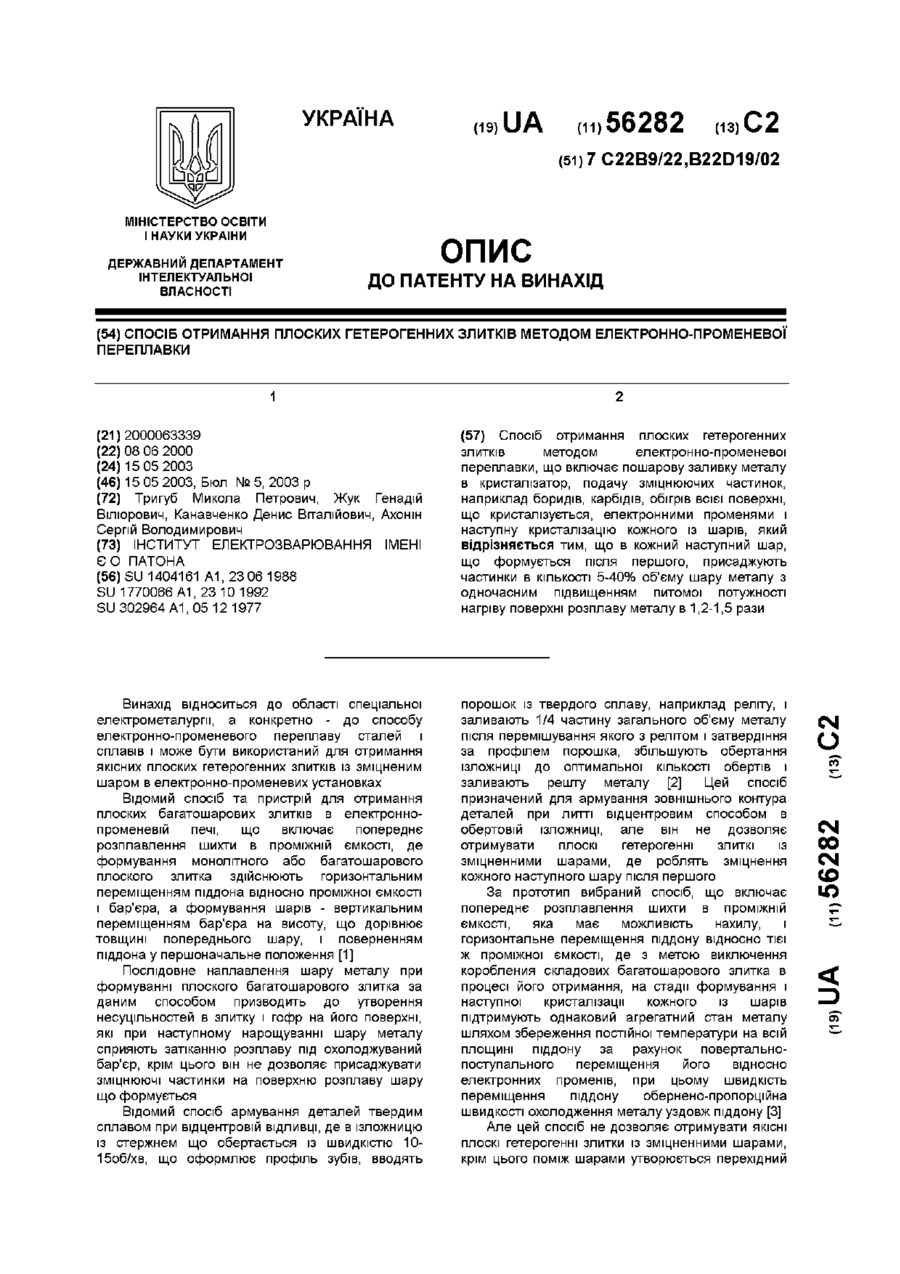
Спосіб отримання плоских гетерогенних злитків методом електронно-променевої переплавки, що включає пошарову заливку металу в кристалізатор, подачу зміцнюючих частинок, наприклад боридів, карбідів, обігрів всієї поверхні, що кристалізується, електронними променями і наступну кристалізацію кожного із шарів, який відрізняється тим, що в кожний наступний шар, що формується після першого, присаджують частинки в кількості 5-40% об'єму шару металу з...
Попередній патент: Спосіб ультразвукового випромінювання товщини багатошарових матеріалів та виробів
Наступний патент: Запірно-пусковий пристрій
Випадковий патент: Оболонка для кондитерського виробу