Спосіб отримання виливків
Номер патенту: 55301
Опубліковано: 10.12.2010
Автори: Хричиков Валерій Євгенович, Доценко Юрій Валерійович, Кущ Павло Дмитрович, Селівьорстов Вадим Юрійович, Савега Дмитро Олександрович
Формула / Реферат
Спосіб отримання виливків шляхом заповнення розплавленим металом ливарної форми, подачі в неї стисненого газу та витримки під тиском до повного затвердіння виливка, який відрізняється тим, що подачу в ливарну форму стисненого газу здійснюють після формування на поверхні виливка затверділого шару металу такої товщини, що забезпечує його міцнісні властивості при даному рівні газового тиску.
Текст
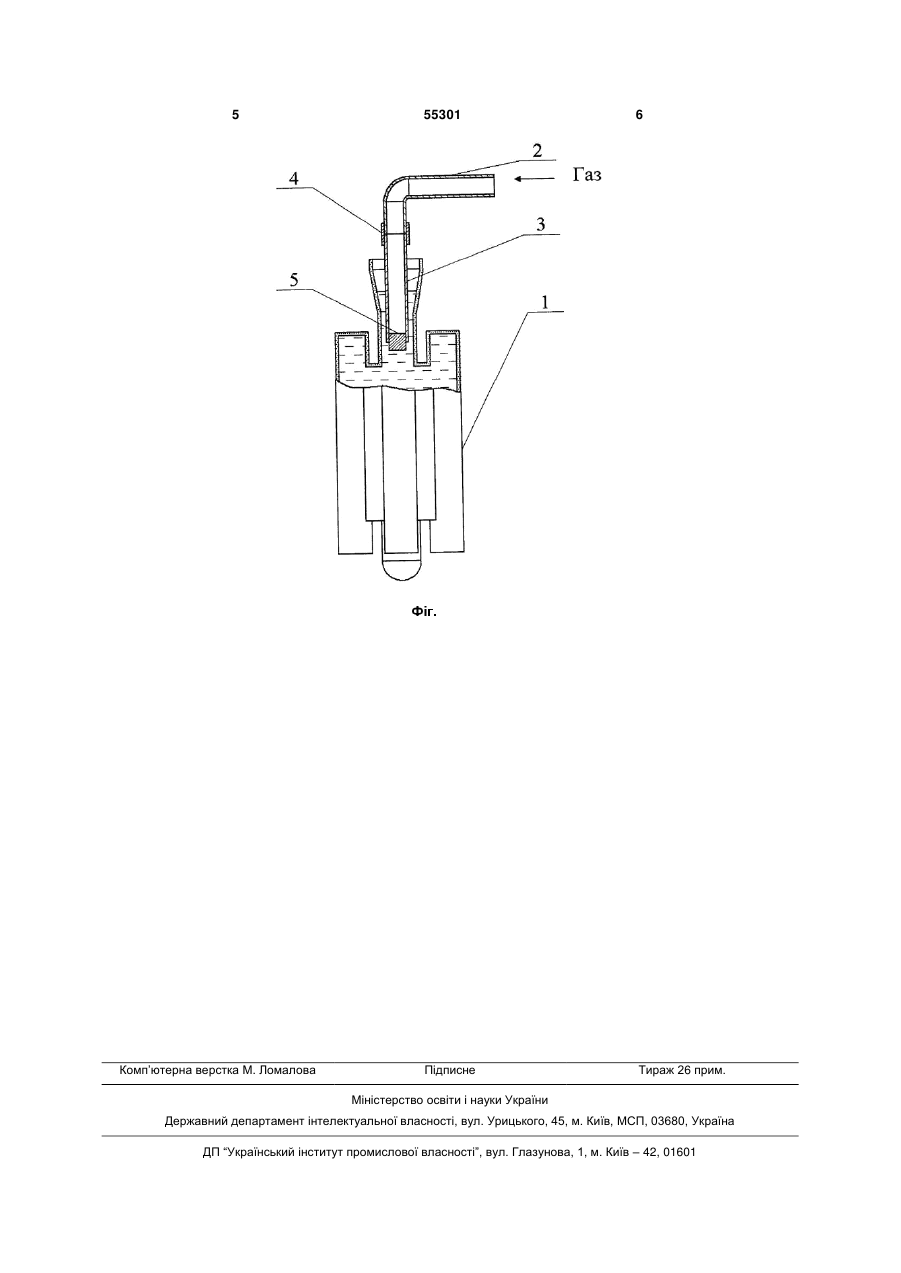
Спосіб отримання виливків шляхом заповнення розплавленим металом ливарної форми, подачі в неї стисненого газу та витримки під тиском до повного затвердіння виливка, який відрізняється тим, що подачу в ливарну форму стисненого газу здійснюють після формування на поверхні виливка затверділого шару металу такої товщини, що забезпечує його міцнісні властивості при даному рівні газового тиску. (19) (21) u201006702 (22) 31.05.2010 (24) 10.12.2010 (46) 10.12.2010, Бюл.№ 23, 2010 р. (72) СЕЛІВЬОРСТОВ ВАДИМ ЮРІЙОВИЧ, ХРИЧИКОВ ВАЛЕРІЙ ЄВГЕНОВИЧ, ДОЦЕНКО ЮРІЙ ВАЛЕРІЙОВИЧ, КУЩ ПАВЛО ДМИТРОВИЧ, САВЕГА ДМИТРО ОЛЕКСАНДРОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ 3 скорішого заморожування дзеркала металу в надливній частині виливка та герметизації системи виливок - елементи подачі стисненого газу, при використанні способу для виготовлення, переважно невеликих виливків, зокрема в оболонкових неметалевих формах, або в кокілях, не є ефективним, або значно погіршує теплові умови кристалізації та не сприяє зменшенню витрат металу на надлив, або ливниково-живильну систему. До того ж, плита ускладнює конструкцію пристрою, збільшує його металоємність та кількість і тривалість операцій зборки. В основу корисної моделі поставлене завдання удосконалити спосіб отримання виливків шляхом того, що подачу в ливарну форму стисненого газу здійснюють після формування на поверхні виливка затверділого шару металу такої товщини, що забезпечує його міцністні властивості при даному рівні газового тиску. Це дозволяє підвищити якість металу та зменшити непродуктивні витрати металу на ливниково-живильну систему. Поставлена задача вирішується тим, що в способі отримання виливків шляхом заповнення розплавленим металом ливарної форми, подачі в неї стисненого газу та витримки під тиском до повного затвердіння виливка, згідно корисної моделі подачу в ливарну форму стисненого газу здійснюють після формування на поверхні виливка затверділого шару металу такої товщини, що забезпечує його міцністні властивості при даному рівні газового тиску. Причинно-наслідковий зв'язок між сукупністю істотних ознак корисної моделі й технічним результатом, що досягається, забезпечується наступним. Те, що подачу в ливарну форму стисненого газу здійснюють після формування на поверхні виливка затверділого шару металу такої товщини, що забезпечує його міцністні властивості при даному рівні газового тиску дозволяє не тільки здійснити процес герметизації системи виливокпристрій для введення газу, але й підвищити якість металу та зменшити його витрати на ливниково-живильну систему. При такій технології динаміка зміни тиску в системі виливок - пристрій для введення газу визначається динамікою зміни міцнісних властивостей шару затверділого металу, що збільшується від поверхні виливка. Тому бажано створення теплофізичних умов, що забезпечують формування рівномірної скоринки твердого металу особливо на початку процесу затвердіння виливка. Основою розрахунків режимів газодинамічного впливу є визначена експериментально, або розрахована кінетика затвердіння даного виливка. За можливий максимальний рівень тиску газу (МПа) в певний момент часу може бути прийнято значення, близьке значенню тимчасового опору ( ) затверділого шару металу з відповідною температурою і з урахуванням напруг розтягування, що виникають в твердій скоринці, які залежать від конфігурації і розмірів виливка. При цьому напруги в скоринці, що росте, протягом всього процесу твердіння підтримуються практично на рівні найбільшого навантаження, передуючого руйнуванню. Даний варіант реалізації способу дозволяє добитися максимального результату з 55301 4 погляду якості литого металу (перш за все механічних властивостей), проте призводить до певної деформації виливка із-за наявності у сплаву відносного подовження. За умови стабільності геометричних розмірів виливка, що твердіє в кокілі або в разовій піщаній формі, як параметр, необхідний для розрахунку динаміки наростання тиску в системі виливок-пристрій для введення газу, використовується опір деформації матеріалу виливка ( ) у діапазоні робочих температур. Це дозволяє ефективно здійснити процес газодинамічного впливу на розплав, що, в свою чергу, сприяє підвищенню щільності литого металу, зменшує ліквацію, робить структуру металу більш однорідною з дрібнішим та більш рівноосним зерном і, таким чином, поліпшує якість кінцевого продукту. Внаслідок використання регульованого газового тиску на розплав, що твердіє в ливарній формі можливо більш ефективне живлення усадки сплаву і це призводить до зниження об'єму ливниково-живильної системи. Спосіб отримання виливків реалізується за допомогою пристрою для отримання виливків, що представлений на Фіг. Пристрій для отримання виливків, для реалізації способу, складається з ливарної форми 1, газопроводу 2, поєднаного з системою зовнішнього забезпечення газом високого тиску (на кресленні не показана). На газопроводі закріплений газопостачальний патрубок 3 за допомогою муфти 4. Кінцівка газопостачального патрубку перекрита газопроникливою пробкою 5. Спосіб отримання виливків здійснюють наступним чином. Ливарну форму 1 встановлюють на місце заливки. Окремо вставляють газопроникливу пробку 5 в газопостачальний патрубок 3 та з'єднують вставку з газопроводом 2. Після чого в порожнину ливарної форми заливають розплавлений метал. При цьому газопровід, як і всю систему газопостачання, з'єднують з атмосферою, а постачання стисненого газу залишають відключеним. Потім газопостачальний патрубок занурюють в розплав і в такому положенні роблять витримку впродовж часу, необхідного для формування на поверхні виливка затверділого шару металу такої товщини, яка забезпечує герметизацію системи виливокпристрій подачі стисненого газу. Після цього перекривають зовнішню систему подачі газу, що пов'язана з атмосферою, та подають стиснений газ через газопроникливу пробку 5, яка має властивість добре пропускати стиснений газ та не забиватися металом. Далі на рідкий метал та метал, що кристалізується, подають газ під наростаючим тиском, динаміка якого заздалегідь розрахована для цього виливка. Після затвердіння виливка подачу стисненого газу припиняють і систему з'єднують з атмосферою, чим вирівнюють тиск в ливарній формі з атмосферним. Від'єднують газопровід 2 від газопостачального патрубку 3 та остиглу ливарну форму направляють на вибивку і далі на здійснення традиційних фінішних операцій виготовлення виливка. Спосіб отримання виливків дозволяє підвищити якість металу та знизити його непродуктивні витрати. 5 Комп’ютерна верстка М. Ломалова 55301 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing castings
Автори англійськоюSeliviorstov Vadym Yuriiovych, Khrychykov Valerii Yevhenovych, Dotsenko Yurii Valeriiovych, Kusch Pavlo Dmytrovych, Saveha Dmytro Oleksandrovych
Назва патенту російськоюСпособ получения отливок
Автори російськоюСеливерстов Вадим Юрьевич, Хрычиков Валерий Евгеньевич, Доценко Юрий Валерьевич, Кущ Павел Дмитриевич, Савега Дмитрий Александрович
МПК / Мітки
МПК: B22D 18/00
Мітки: спосіб, отримання, виливків
Код посилання
<a href="https://ua.patents.su/3-55301-sposib-otrimannya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання виливків</a>
Спосіб отримання виливків
Номер патенту: 28858
Опубліковано: 25.12.2007
Автори: Селівьорстов Вадим Юрійович, Доценко Юрій Валерійович, Хричиков Валерій Євгенович
МПК: B22D 18/00
Мітки: виливків, отримання, спосіб
Формула / Реферат:
Спосіб отримання виливків, що включає заповнення розплавленим металом ливарної форми, подачу в неї стисненого газу та витримку під тиском до повного затвердіння виливка, який відрізняється тим, що на поверхню рідкого металу в ливарній формі опускають плиту та занурюють її у розплав, при цьому процес ведуть при атмосферному тиску, а стиснений газ подають у ливарну форму після герметизації поверхні виливка по осьовому газопостачальному патрубку...
Пристрій для отримання виливків
Номер патенту: 28859
Опубліковано: 25.12.2007
Автори: Селівьорстов Вадим Юрійович, Доценко Юрій Валерійович, Хричиков Валерій Євгенович
МПК: B22D 18/00
Мітки: виливків, пристрій, отримання
Формула / Реферат:
Пристрій для отримання виливків, що містить ливарну форму, кришку та газопровід, який відрізняється тим, що обладнаний плитою, яка розміщена під кришкою, при цьому плита закріплена на газопостачальному патрубку, кінець якого перекритий газопроникною пробкою.
Спосіб отримання виливків
Номер патенту: 37838
Опубліковано: 10.12.2008
Автори: Хричиков Валерій Євгенович, Доценко Юрій Валерійович, Селівьорстов Вадим Юрійович
МПК: B22D 18/00
Мітки: спосіб, виливків, отримання
Формула / Реферат:
Спосіб отримання виливків шляхом заповнення розплавленим металом ливарної форми, подачі в неї стисненого газу після герметизації поверхні виливка та витримки під тиском до повного затвердіння виливка, який відрізняється тим, що в процесі заповнення ливарної форми в розплавлений метал крізь шар теплоізоляційної засипки занурюють вставку з вогнетривкого матеріалу в металевому корпусі.
Пристрій для отримання виливків
Номер патенту: 37837
Опубліковано: 10.12.2008
Автори: Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович, Доценко Юрій Валерійович
МПК: B22D 18/00
Мітки: пристрій, виливків, отримання
Формула / Реферат:
Пристрій для отримання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникною пробкою, який відрізняється тим, що він обладнаний вставкою з вогнетривкого матеріалу в металевому корпусі.
Спосіб отримання виливків
Номер патенту: 46128
Опубліковано: 10.12.2009
Автори: Селівьорстов Вадим Юрійович, Куцова Валентина Зиновіївна, Меняйло Олена Валеріївна, Савега Дмитро Олександрович, Хричиков Валерій Євгенович
МПК: B22D 18/00
Мітки: спосіб, отримання, виливків
Формула / Реферат:
Спосіб отримання виливків, що здійснюють шляхом заповнення розплавленим металом ливарної форми, занурення в процесі заповнення ливарної форми в розплавлений метал крізь шар теплоізоляційної засипки вставки з вогнетривкого матеріалу в металевому корпусі, подачі в неї стисненого газу після герметизації поверхні виливка, витримки під тиском до повного затвердіння виливка, який відрізняється тим, що в процесі затвердіння виливка здійснюють...
Попередній патент: Спосіб круглого врізного шліфування деталей
Наступний патент: Стабільна фармацевтична композиція на основі інтерферону-альфа 2b
Випадковий патент: Зубчасте зачеплення