Пристрій для отримання виливків
Номер патенту: 37837
Опубліковано: 10.12.2008
Автори: Доценко Юрій Валерійович, Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович
Формула / Реферат
Пристрій для отримання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникною пробкою, який відрізняється тим, що він обладнаний вставкою з вогнетривкого матеріалу в металевому корпусі.
Текст
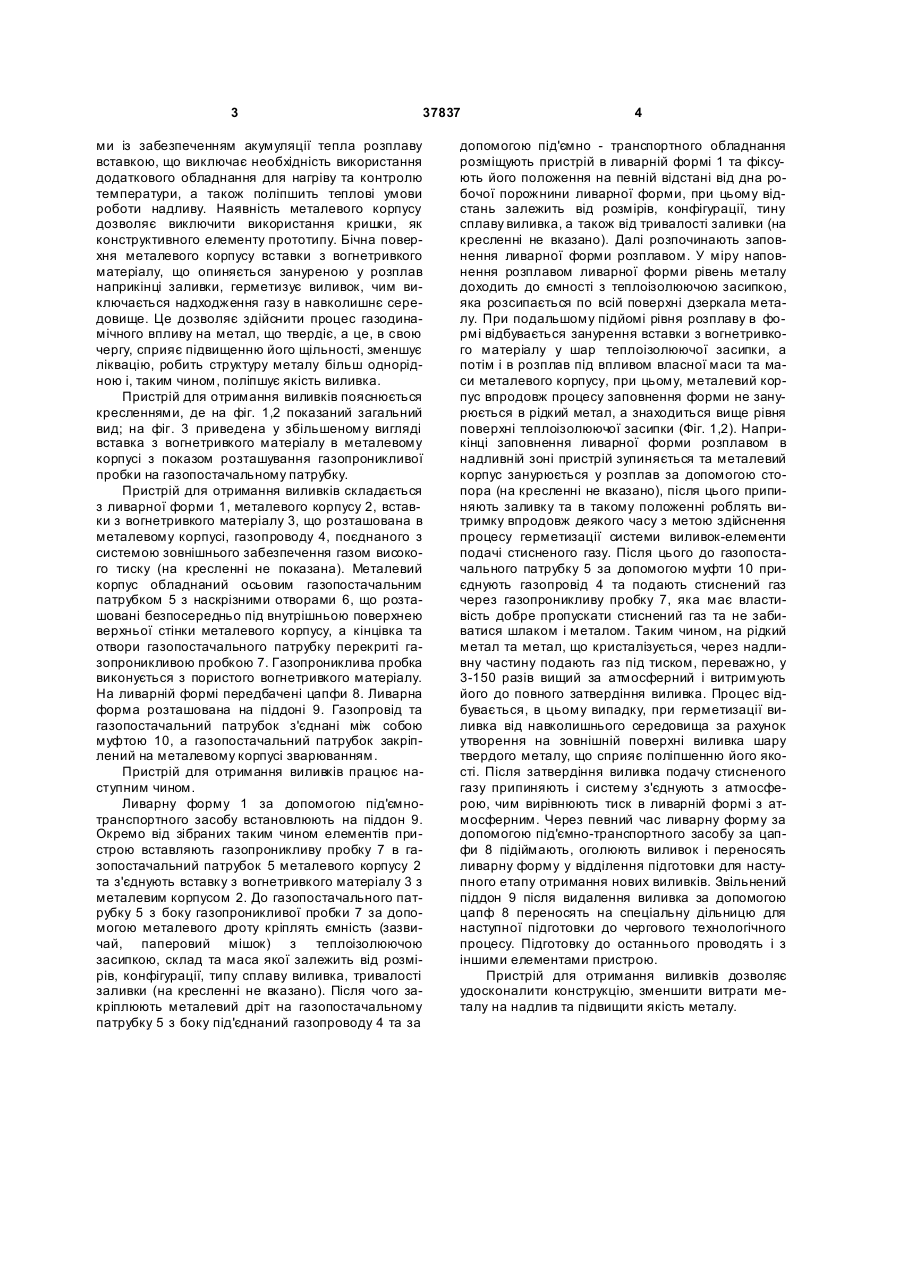
Пристрій для отримання виливків, який містить ливарну форму, газопровід та газопостачальний патрубок з газопроникною пробкою, який відрізняється тим, що він обладнаний вставкою з вогнетривкого матеріалу в металевому корпусі. (19) (21) u200808858 (22) 07.07.2008 (24) 10.12.2008 (46) 10.12.2008, Бюл.№ 23, 2008 р. (72) СЕЛІВЬОРСТОВ ВАДИМ ЮРІЙОВИЧ, UA, ХРИЧИКОВ ВАЛЕРІЙ ЄВГЕНОВИЧ, UA, ДОЦЕНКО ЮРІЙ ВАЛЕРІЙОВИЧ, U A 3 37837 ми із забезпеченням акумуляції тепла розплаву вставкою, що виключає необхідність використання додаткового обладнання для нагріву та контролю температури, а також поліпшить теплові умови роботи надливу. Наявність металевого корпусу дозволяє виключити використання кришки, як конструктивного елементу прототипу. Бічна поверхня металевого корпусу вставки з вогнетривкого матеріалу, що опиняється зануреною у розплав наприкінці заливки, герметизує виливок, чим виключається надходження газу в навколишнє середовище. Це дозволяє здійснити процес газодинамічного впливу на метал, що твердіє, а це, в свою чергу, сприяє підвищенню його щільності, зменшує ліквацію, робить структуру металу більш однорідною і, таким чином, поліпшує якість виливка. Пристрій для отримання виливків пояснюється кресленнями, де на фіг. 1,2 показаний загальний вид; на фіг. 3 приведена у збільшеному вигляді вставка з вогнетривкого матеріалу в металевому корпусі з показом розташування газопроникливої пробки на газопостачальному патрубку. Пристрій для отримання виливків складається з ливарної форми 1, металевого корпусу 2, вставки з вогнетривкого матеріалу 3, що розташована в металевому корпусі, газопроводу 4, поєднаного з системою зовнішнього забезпечення газом високого тиску (на кресленні не показана). Металевий корпус обладнаний осьовим газопостачальним патрубком 5 з наскрізними отворами 6, що розташовані безпосередньо під внутрішньою поверхнею верхньої стінки металевого корпусу, а кінцівка та отвори газопостачального патрубку перекриті газопроникливою пробкою 7. Газопрониклива пробка виконується з пористого вогнетривкого матеріалу. На ливарній формі передбачені цапфи 8. Ливарна форма розташована на піддоні 9. Газопровід та газопостачальний патрубок з'єднані між собою муфтою 10, а газопостачальний патрубок закріплений на металевому корпусі зварюванням. Пристрій для отримання виливків працює наступним чином. Ливарну форму 1 за допомогою під'ємнотранспортного засобу встановлюють на піддон 9. Окремо від зібраних таким чином елементів пристрою вставляють газопроникливу пробку 7 в газопостачальний патрубок 5 металевого корпусу 2 та з'єднують вставку з вогнетривкого матеріалу 3 з металевим корпусом 2. До газопостачального патрубку 5 з боку газопроникливої пробки 7 за допомогою металевого дроту кріплять ємність (зазвичай, паперовий мішок) з теплоізолюючою засипкою, склад та маса якої залежить від розмірів, конфігурації, типу сплаву виливка, тривалості заливки (на кресленні не вказано). Після чого закріплюють металевий дріт на газопостачальному патрубку 5 з боку під'єднаний газопроводу 4 та за 4 допомогою під'ємно - транспортного обладнання розміщують пристрій в ливарній формі 1 та фіксують його положення на певній відстані від дна робочої порожнини ливарної форми, при цьому відстань залежить від розмірів, конфігурації, тину сплаву виливка, а також від тривалості заливки (на кресленні не вказано). Далі розпочинають заповнення ливарної форми розплавом. У міру наповнення розплавом ливарної форми рівень металу доходить до ємності з теплоізолюючою засипкою, яка розсипається по всій поверхні дзеркала металу. При подальшому підйомі рівня розплаву в формі відбувається занурення вставки з вогнетривкого матеріалу у шар теплоізолюючої засипки, а потім і в розплав під впливом власної маси та маси металевого корпусу, при цьому, металевий корпус впродовж процесу заповнення форми не занурюється в рідкий метал, а знаходиться вище рівня поверхні теплоізолюючої засипки (Фіг. 1,2). Наприкінці заповнення ливарної форми розплавом в надливній зоні пристрій зупиняється та металевий корпус занурюється у розплав за допомогою стопора (на кресленні не вказано), після цього припиняють заливку та в такому положенні роблять витримку впродовж деякого часу з метою здійснення процесу герметизації системи виливок-елементи подачі стисненого газу. Після цього до газопостачального патрубку 5 за допомогою муфти 10 приєднують газопровід 4 та подають стиснений газ через газопроникливу пробку 7, яка має властивість добре пропускати стиснений газ та не забиватися шлакомі металом. Таким чином, на рідкий метал та метал, що кристалізується, через надливну частину подають газ під тиском, переважно, у 3-150 разів вищий за атмосферний і витримують його до повного затвердіння виливка. Процес відбувається, в цьому випадку, при герметизації виливка від навколишнього середовища за рахунок утворення на зовнішній поверхні виливка шару твердого металу, що сприяє поліпшенню його якості. Після затвердіння виливка подачу стисненого газу припиняють і систему з'єднують з атмосферою, чим вирівнюють тиск в ливарній формі з атмосферним. Через певний час ливарну форму за допомогою під'ємно-транспортного засобу за цапфи 8 підіймають, оголюють виливок і переносять ливарну форму у відділення підготовки для наступного етапу отримання нових виливків. Звільнений піддон 9 після видалення виливка за допомогою цапф 8 переносять на спеціальну дільницю для наступної підготовки до чергового технологічного процесу. Підготовку до останнього проводять і з іншими елементами пристрою. Пристрій для отримання виливків дозволяє удосконалити конструкцію, зменшити витрати металу на надлив та підвищити якість металу. 5 Комп’ютерна в ерстка І.Скворцов а 37837 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing the castings
Автори англійськоюSeliviorstov Vadym Yuriiovych, Khrychykov Valerii Yevhenovych, Dotsenko Yurii Valeriiovych
Назва патенту російськоюУстройство для получения отливок
Автори російськоюСеливерстов Вадим Юрьевич, Хрычиков Валерий Евгеньевич, Доценко Юрий Валерьевич
МПК / Мітки
МПК: B22D 18/00
Мітки: отримання, пристрій, виливків
Код посилання
<a href="https://ua.patents.su/3-37837-pristrijj-dlya-otrimannya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для отримання виливків</a>
Пристрій для отримання виливків
Номер патенту: 28859
Опубліковано: 25.12.2007
Автори: Доценко Юрій Валерійович, Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович
МПК: B22D 18/00
Мітки: виливків, пристрій, отримання
Формула / Реферат:
Пристрій для отримання виливків, що містить ливарну форму, кришку та газопровід, який відрізняється тим, що обладнаний плитою, яка розміщена під кришкою, при цьому плита закріплена на газопостачальному патрубку, кінець якого перекритий газопроникною пробкою.
Спосіб отримання виливків
Номер патенту: 28858
Опубліковано: 25.12.2007
Автори: Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович, Доценко Юрій Валерійович
МПК: B22D 18/00
Мітки: спосіб, отримання, виливків
Формула / Реферат:
Спосіб отримання виливків, що включає заповнення розплавленим металом ливарної форми, подачу в неї стисненого газу та витримку під тиском до повного затвердіння виливка, який відрізняється тим, що на поверхню рідкого металу в ливарній формі опускають плиту та занурюють її у розплав, при цьому процес ведуть при атмосферному тиску, а стиснений газ подають у ливарну форму після герметизації поверхні виливка по осьовому газопостачальному патрубку...
Спосіб отримання двошарових виливків з чавуну
Номер патенту: 35490
Опубліковано: 25.09.2008
Автори: Хасан Ольга Сергіївна, Партола Євген Олександрович, Косячков Вячеслав Олександрович, Чайковський Олексій Анатолійович
МПК: C21C 1/00
Мітки: виливків, двошарових, чавуну, отримання, спосіб
Формула / Реферат:
Спосіб отримання двошарових виливків з чавуну, що включає попереднє завантаження присадки у реакційну камеру ливникової системи ливарної форми з наступним заливанням її чавуном, який відрізняється тим, що у реакційну камеру завантажують присадку у кількості 30...70 % від кількості, необхідної для оброблення 100 % чавуну всієї маси виливка, і форму заливають на 100 % від її металоємності базовим необробленим чавуном крізь...
Спосіб лиття виливків
Номер патенту: 77367
Опубліковано: 15.11.2006
Автори: Шенфельд Гліб Глібович, Трухін Микола Олексійович, Северенчук Андрій Станіславович, Теряєв Олександр Митрофанович
МПК: B22D 7/00
Мітки: лиття, спосіб, виливків
Формула / Реферат:
Спосіб лиття виливків, що включає заливання сталі у виливницю з установкою кристалізатора під рівень рідкого металу на відстані, рівній 0,0025-0,0099 висоти виливка, який відрізняється тим, що попередньо до заливання металу встановлюють кристалізатор, який являє собою об'ємну конструкцію з товщиною елементів 5-16 мм, висотою, рівною 0,02-0,06 висоти виливка, і загальною масою, рівною 0,0015-0,004 маси виливка.
Пристрій для лиття виливків із киплячих і напівспокійних сталей
Номер патенту: 24006
Опубліковано: 11.06.2007
Автори: Онищенко Сергій Олександрович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Туник Олег Анатолійович
МПК: B22D 7/06, B22D 7/00, B22D 7/08
Мітки: виливків, лиття, пристрій, киплячих, сталей, напівспокійних
Формула / Реферат:
Пристрій для лиття виливків із киплячих і напівспокійних сталей, що містить розширену донизу виливницю, встановлену на кюмпельний піддон із трапецоїдним виступом, який відрізняється тим, що ширина внутрішньої сторони периметра верхньої основи виступу піддона становить 97,5 99,5 % від внутрішньої сторони периметра виливниці в площині їхнього сполучення з виступом...
Попередній патент: Система водопостачання
Наступний патент: Спосіб отримання виливків
Випадковий патент: Дисковий ніж-пилка для ручної мотокоси