Спосіб дугового зварювання плавким електродом в середовищі захисних газів
Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Патон Борис Євгенович, Жерносєков Анатолій Максимович, Шевчук Сергій Анатолійович, Шейко Павло Петрович, Лебедєв Володимир Костянтинович

Формула / Реферат
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.
2. Спосіб за п.1, який відрізняється тим, що при подачі в зону горіння дуги багатоатомних газів імпульсами, наприклад CO2, N2, H2, O2, через дугу синхронно з ними пропускають постійний струм, а при подачі в зону горіння дуги одноатомних газів імпульсами, наприклад Ar, He, Ne, сумішей одноатомних газів з багатоатомними, наприклад Ar + CO2, або одноатомних з одноатомними, наприклад Ar + He, через дугу синхронно з ними пропускають однополярний імпульсний струм, накладений на базовий струм горіння дуги.
3. Спосіб за пп.1 і 2, який відрізняється тим, що співвідношення теплопровідності газів або сумішей газів, які подають в зону горіння дуга, при температурі стовпа дуги знаходиться в межах 2,5 - 30.
Текст
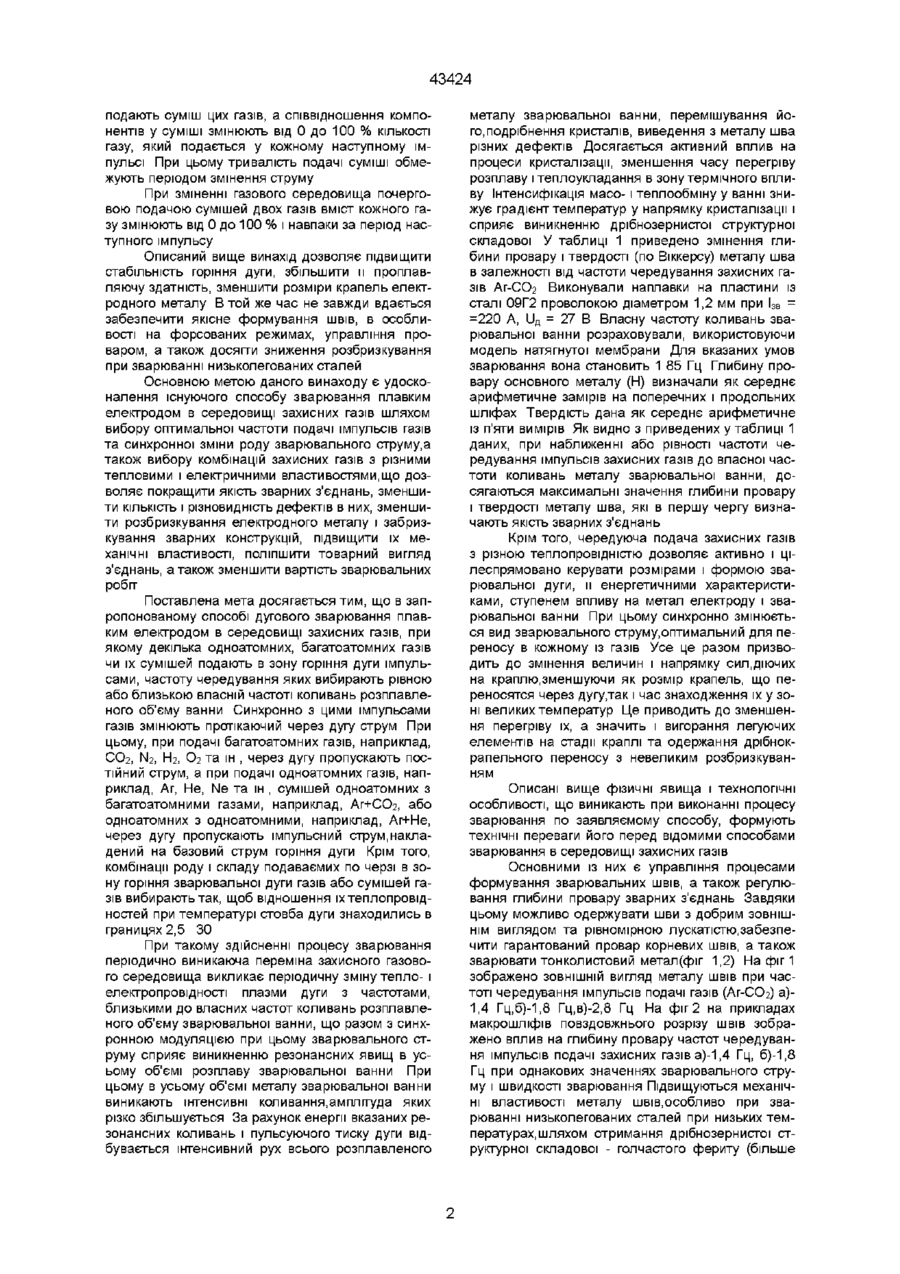
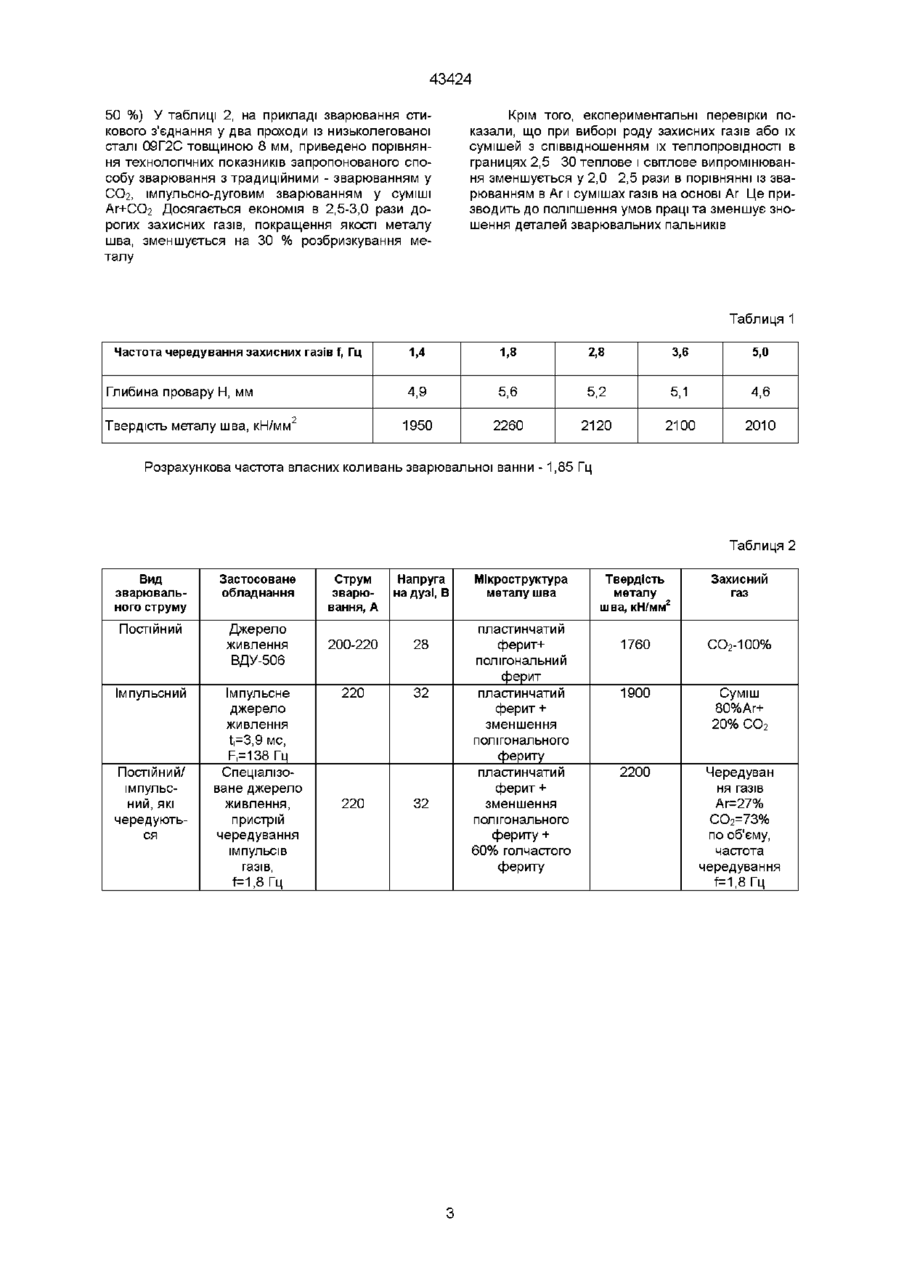
1 Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей виби рають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни 2 Спосіб за п 1, який відрізняється тим, що при подачі в зону горіння дуги багатоатомних газів імпульсами, наприклад СОг, N2, Нг, Ог, через дугу синхронно з ними пропускають постійний струм, а при подачі в зону горіння дуги одноатомних газів імпульсами, наприклад Аг, Не, Ne, сумішей одноатомних газів з багатоатомними, наприклад Аг+СОг, або одноатомних з одноатомними, наприклад Ar+Не, через дугу синхронно з ними пропускають однополярний імпульсний струм, накладений на базовий струм горіння дуги 3 Спосіб за пп 1 і 2, який відрізняється тим, що співвідношення теплопровідності газів або сумішей газів, які подають в зону горіння дуги, при температурі стовпа дуги знаходиться в межах 2,5-30 Винахід відноситься до області технології дугового зварювання плавким електродом в середовищі захисних газів і може бути використаний у різноманітних галузях промисловості ВІДОМІ способи дугового зварювання плавким електродом, при яких в якості захисного середовища використовують одноатомні, двохатомні гази, або їх суміші При цьому вказані гази або суміші газів подають в зону горіння дуги безперервно Застосування одноатомних газів дає можливість отримувати стабільні,просторово СТІЙКІ зварювальні дуги Проте з технологічної точки зору застосування їх обмежено Наприклад, при зварюванні низьколегованих сталей, шви, зварені у чистому аргоні, зазнають пороутворення Двохатомні гази дешеві у виробництві і дають досить гарний захист металу зварювальної ванни Але перенос електродного металу при використанні їх ускладнений, значні витрати на розбризкування металу і очищення зварних з'єднань від набризканих приварених крапель зменшення виділень зварювальних аерозолів Але, незважаючи на це, як і раніше залишаються не вирішеними питання зварювання малих товщин,забезпечення у зоні дуги однорідності газових сумішей, а також велика собівартість змішувачів і деяких дефіцитних газів Не вдається досягти управління глибиною і формою провару по усій довжині шва, а також збільшити механічні показники зварних з'єднань, особливо в тяжких кліматичних умовах і при знакоперемінних навантаженнях Найбільш близьким до заявляемого способу зварювання є спосіб зварювання по авторському свідоцтву В 23 К 9/16 N 1816596 А1 від 23 05 93 Зварювання виконується імпульсною дугою в середовищі захисних газів з використанням плавкого або неплавкого електроду В процесі зварювання у зону дуги синхронно з імпульсами струму та напруги по черзі подають різні захисні гази та їх суміші, чи один газ,чи суміш одного складу з різною швидкістю,що забезпечує накладання на дугу додаткових імпульсів струму і напруги Зміна газового середовища здійснюється з частотою,кратною частоті основних імпульсів струму, але не менше,чим у 2 рази меншої частоти імпульсів струму При ЗМІНІ газового середовища почерговою подачою різних газів між імпульсами подачі газів Широке застосування в останні роки у зварювальному виробництві газових сумішей зумовлено такими їх перевагами, як зменшення розбризкування електродного металу.поліпшення зовнішнього вигляду зварного з'єднання, підвищення механічних властивостей зварних конструкцій, ю О со 43424 подають суміш цих газів, а співвідношення компонентів у суміші змінюють від 0 до 100 % КІЛЬКОСТІ газу, який подається у кожному наступному імпульсі При цьому тривалість подачі суміші обмежують періодом змінення струму При зміненні газового середовища почерговою подачою сумішей двох газів вміст кожного газу змінюють від 0 до 100 % і навпаки за період наступного імпульсу Описаний вище винахід дозволяє підвищити стабільність горіння дуги, збільшити и проплавляючу здатність, зменшити розміри крапель електродного металу В той же час не завжди вдається забезпечити якісне формування швів, в особливості на форсованих режимах, управління проваром, а також досягти зниження розбризкування при зварюванні низьколегованих сталей Основною метою даного винаходу є удосконалення існуючого способу зварювання плавким електродом в середовищі захисних газів шляхом вибору оптимальної частоти подачі імпульсів газів та синхронної зміни роду зварювального струму.а також вибору комбінацій захисних газів з різними тепловими і електричними властивостями,що дозволяє покращити якість зварних з'єднань, зменшити КІЛЬКІСТЬ і різновидність дефектів в них, зменшити розбризкування електродного металу і забризкування зварних конструкцій, підвищити їх механічні властивості, поліпшити товарний вигляд з'єднань, а також зменшити вартість зварювальних робіт Поставлена мета досягається тим, що в запропонованому способі дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів чи їх сумішей подають в зону горіння дуги імпульсами, частоту чередування яких вибирають рівною або близькою власній частоті коливань розплавленого об'єму ванни Синхронно з цими імпульсами газів змінюють протікаючий через дугу струм При цьому, при подачі багатоатомних газів, наприклад, СОг, N2, Нг, Ог та ш , через дугу пропускають постійний струм, а при подачі одноатомних газів, наприклад, Аг, Не, Ne та ін , сумішей одноатомних з багатоатомними газами, наприклад, Аг+СОг, або одноатомних з одноатомними, наприклад, Аг+Не, через дугу пропускають імпульсний струм,накладений на базовий струм горіння дуги Крім того, комбінації роду і складу подаваємих по черзі в зону горіння зварювальної дуги газів або сумішей газів вибирають так, щоб відношення їх теплопровідностей при температурі стовба дуги знаходились в границях 2,5 ЗО При такому здійсненні процесу зварювання періодично виникаюча переміна захисного газового середовища викликає періодичну зміну тепло- і електропровідності плазми дуги з частотами, близькими до власних частот коливань розплавленого об'єму зварювальної ванни, що разом з синхронною модуляцією при цьому зварювального струму сприяє виникненню резонансних явищ в усьому об'ємі розплаву зварювальної ванни При цьому в усьому об'ємі металу зварювальної ванни виникають інтенсивні коливання.амплггуда яких різко збільшується За рахунок енергії вказаних резонансних коливань і пульсуючого тиску дуги відбувається інтенсивний рух всього розплавленого металу зварювальної ванни, перемішування його,подрібнення кристалів, виведення з металу шва різних дефектів Досягається активний вплив на процеси кристалізації, зменшення часу перегріву розплаву і теплоукладання в зону термічного впливу Інтенсифікація масо- і теплообміну у ванні знижує градієнт температур у напрямку кристалізації і сприяє виникненню дрібнозернистої структурної складової У таблиці 1 приведено змінення глибини провару і твердості (по Віккерсу) металу шва в залежності від частоти чередування захисних газів Аг-СОг Виконували наплавки на пластини із сталі 09Г2 проволокою діаметром 1,2 мм при Ізв =220 А, и д = 27 В Власну частоту коливань зварювальної ванни розраховували, використовуючи модель натягнутої мембрани Для вказаних умов зварювання вона становить 1 85 Гц Глибину провару основного металу (Н) визначали як середнє арифметичне замірів на поперечних і продольних шліфах Твердість дана як середнє арифметичне із п'яти вимірів Як видно з приведених у таблиці 1 даних, при наближенні або рівності частоти чередування імпульсів захисних газів до власної частоти коливань металу зварювальної ванни, досягаються максимальні значення глибини провару і твердості металу шва, які в першу чергу визначають якість зварних з'єднань Крім того, чередуюча подача захисних газів з різною теплопровідністю дозволяє активно і цілеспрямовано керувати розмірами і формою зварювальної дуги, и енергетичними характеристиками, ступенем впливу на метал електроду і зварювальної ванни При цьому синхронно змінюється вид зварювального струму.оптимальний для переносу в кожному із газів Усе це разом призводить до змінення величин і напрямку сил,діючих на краплю,зменшуючи як розмір крапель, що переносятся через дугу.так і час знаходження їх у зоні великих температур Це приводить до зменшення перегріву їх, а значить і вигорання легуючих елементів на стадії краплі та одержання дрібнокрапельного переносу з невеликим розбризкуванням Описані вище фізичні явища і технологічні особливості, що виникають при виконанні процесу зварювання по заявляемому способу, формують технічні переваги його перед відомими способами зварювання в середовищі захисних газів Основними із них є управління процесами формування зварювальних швів, а також регулювання глибини провару зварних з'єднань Завдяки цьому можливо одержувати шви з добрим ЗОВНІШНІМ виглядом та рівномірною лускатістю,забезпечити гарантований провар корневих швів, а також зварювати тонколистовий метал(фіг 1,2) На фіг 1 зображено ЗОВНІШНІЙ вигляд металу швів при частоті чередування імпульсів подачі газів (Аг-СОг) а)1,4 Гц,б)-1,8 Гц,в)-2,8 Гц На фіг 2 на прикладах макрошліфів повздовжнього розрізу швів зображено вплив на глибину провару частот чередування імпульсів подачі захисних газіва)-1,4 Гц, б)-1,8 Гц при однакових значеннях зварювального струму і швидкості зварювання Підвищуються механічні властивості металу швів,особливо при зварюванні низьколегованих сталей при низьких температурах, шляхом отримання дрібнозернистої структурної складової - голчастого фериту (більше 43424 50 %) У таблиці 2, на прикладі зварювання стикового з'єднання у два проходи із низьколегованої сталі 09Г2С товщиною 8 мм, приведено порівняння технологічних показників запропонованого способу зварювання з традиційними - зварюванням у СО2, імпульсно-дуговим зварюванням у суміші Аг+СО2 Досягається економія в 2,5-3,0 рази дорогих захисних газів, покращення якості металу шва, зменшується на ЗО % розбризкування металу Крім того, експериментальні перевірки показали, що при виборі роду захисних газів або їх сумішей з співвідношенням їх теплопровідності в границях 2,5 ЗО теплове і світлове випромінювання зменшується у 2,0 2,5 рази в порівнянні із зварюванням в Аг і сумішах газів на основі Аг Це призводить до поліпшення умов праці та зменшує зношення деталей зварювальних пальників Таблиця 1 Частота чередування захисних газів f, Гц 2,8 3,6 5,0 5,6 5,2 5,1 4,6 1950 Твердість металу шва, кН/мм2 1,8 4,9 Глибина провару Н, мм 1,4 2260 2120 2100 2010 Розрахункова частота власних коливань зварювальної ванни -1,85 Гц Таблиця 2 Вид зварювального струму Постійний Імпульсний Постійний/ імпульсний, ЯКІ чередуються Застосоване обладнання Струм зварювання, А Напруга на дузі, В Джерело живлення ВДУ-506 200-220 28 220 32 Імпульсне джерело живлення t,=3,9 мс, Г-,=138 Гц Спеціалізоване джерело живлення, пристрій чередування імпульсів газів, f=1,8 Гц 220 32 Мікроструктура металу шва пластинчатий ферит+ полігональний ферит пластинчатий ферит + зменшення полігонального фериту пластинчатий ферит + зменшення полігонального фериту + 60% голчастого фериту Твердість металу шва, кН/мм2 Захисний 1760 СО2-Ю0% 1900 Суміш 80%Аг+ 20% СО2 2200 Чередуван ня газів Аг=27% СО2=73% по об'єму, частота чередування f=1,8 Гц газ 43424 в) б) Фиг. 1 б) Фиг. 2 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна 88000 м Ужгород вул Гагаріна 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding by consumable electrode under shielding gases
Автори англійськоюPaton Borys Yevhenovych, Lebiediev Volodymyr Kostiantynovych, Sheiko Pavlo Petrovych, Zhernosiekov Anatolii Maksymovych, Shevchuk Serhii Anatoliiovych
Назва патенту російськоюСпособ дуговой сварки плавким электродом в среде защитных газов
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Константинович, Шейко Павел Петрович, Жерносеков Анатолий Максимович, Шевчук Сергей Анатольевич
МПК / Мітки
МПК: B23K 9/173, B23K 9/167
Мітки: електродом, спосіб, дугового, середовищі, зварювання, захисних, плавким, газів
Код посилання
<a href="https://ua.patents.su/4-43424-sposib-dugovogo-zvaryuvannya-plavkim-elektrodom-v-seredovishhi-zakhisnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання плавким електродом в середовищі захисних газів</a>
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Гутман Лія Миронівна, Корнієнко Олег Леонідович, Сердюк Ірина Василівна, Дворяшин Володимир Григорович, Демченко Юрій Володимирович, Сіріца Володимир Михайлович, Горбачов Василь Михайлович, Мосенкіс Юрій Григорович, Масюков Валерій Вікторович, Покладій Вадим Ростиславович, Поздняков Вадим Андрійович, Руденко Юрій Миколаєвич
МПК: B23K 9/173, B23K 9/14
Мітки: дугового, спосіб, зварювання, з'єднань, електродом, плавким, таврових
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Гавва Віктор Маркович, Махлін Наум Мордухович, Зацерковний Сергій Анатолійович, Федотенков В'ячеслав Георгійович
МПК: B23K 9/00
Мітки: плавким, випрямляч, зварювання, дугового, електродом
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Болотько Віктор Іванович, Дименко Володимир Васильович, Шатан Олександр Федорович
Мітки: зварювання, плавким, здійснення, змінним, електродом, спосіб, пристрій, дугового, струмом
Формула / Реферат:
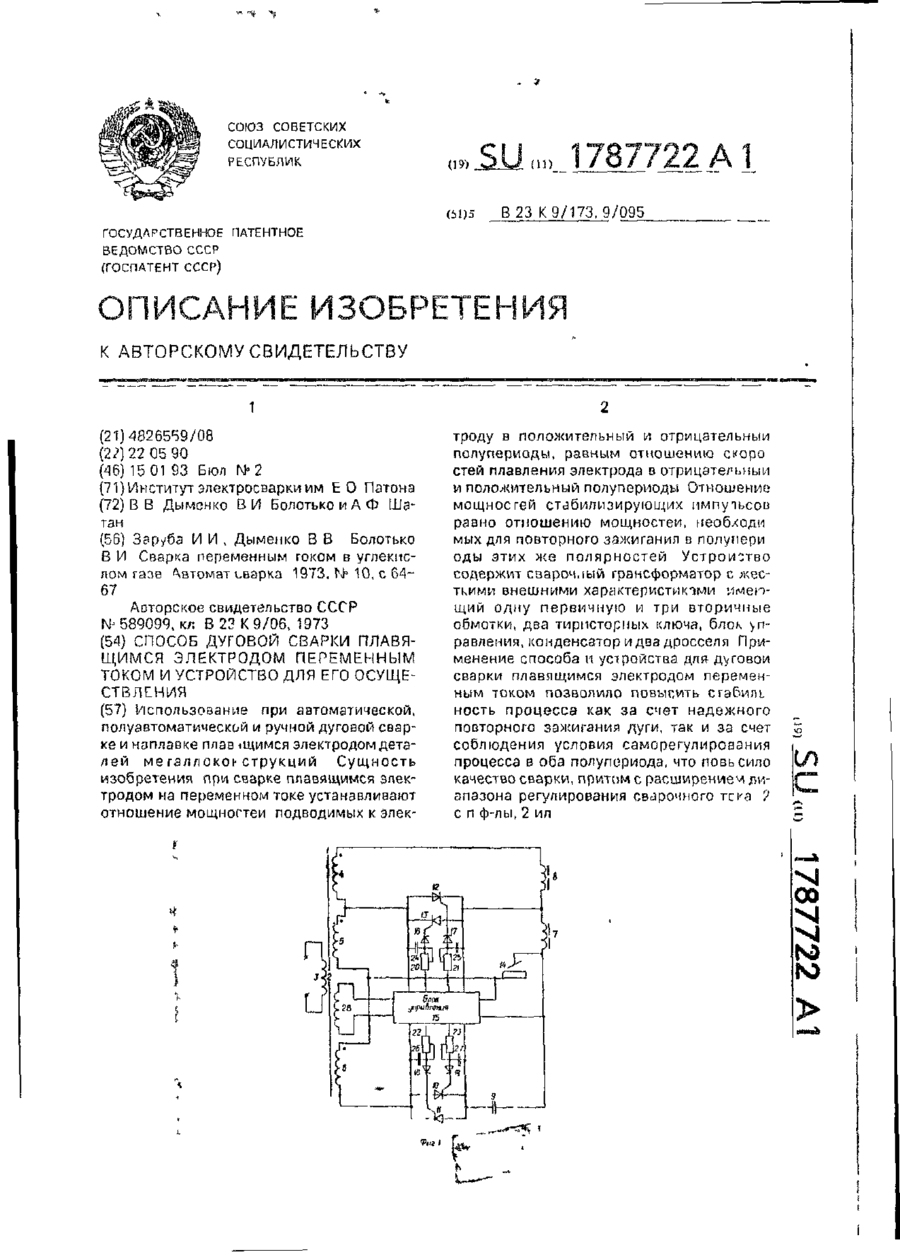
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Струмопідвідний мундштук для дугового зварювання плавким електродом
Номер патенту: 16007
Опубліковано: 29.08.1997
Автори: Рибаков Анатолій Олександрович, Ткач Володимир Миколайович, Зацерковний Вадим Володимирович, Файнберг Леонід Йосипович
МПК: B23K 9/16, B23K 9/12, B23K 9/18
Мітки: електродом, плавким, струмопідвідний, дугового, мундштук, зварювання
Формула / Реферат:
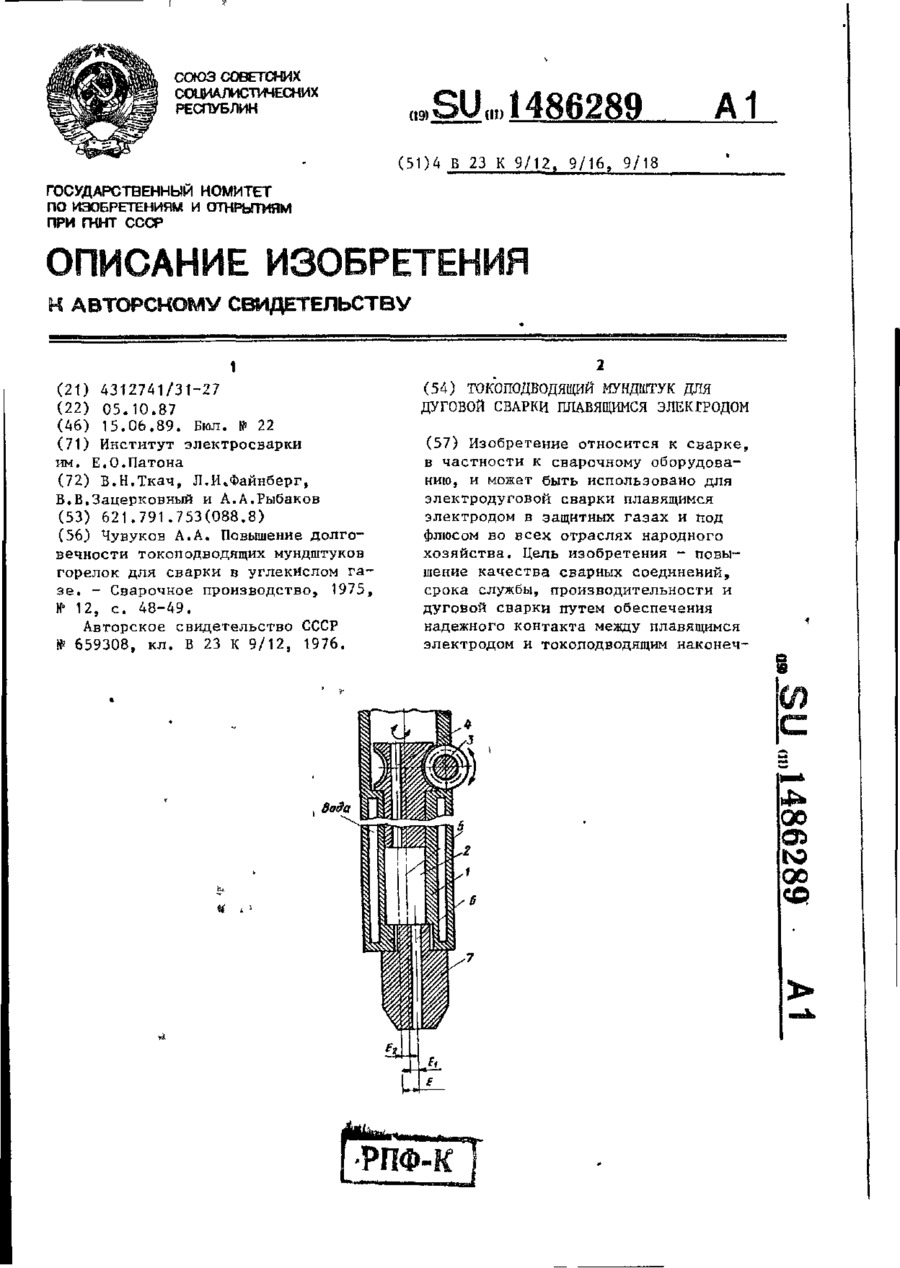
1. Токоподводящий мундштук для дуговой сварки плавящимся электродом, содержащий токоподводящий наконечник с отверстием, корпус с цилиндрическим каналом, в котором установлена направляющая втулка с отверстием для прохождения плавящегося электрода, выполненным эксцентрично отверстию в токоподводящем наконечнике и цилиндрическому каналу, отличающийся тем, что, с целью повышения качества сварных соединений, срока службы и производительности...
Пристрій для електродугового зварювання в середовищі захисних газів
Номер патенту: 2940
Опубліковано: 26.12.1994
Автори: Галанцан Ушер Срульович, Фуголь Володимир Федорович
Мітки: пристрій, зварювання, середовищі, електродугового, захисних, газів
Формула / Реферат:
Устройство для электродуговой сварки в среде защитных газов, содержащее сварочную горелку, соединенную газопроводом с источником защитного газа, и светозащитную маску с установленным на ней подвижно светофильтром и приводом перемещения светофильтра, выполненным в виде пневмоцилиндра, а также узел управления приводом светофильтра, размещенным на сварочной горелке, отличающееся тем, что, с целью упрощения управления светофильтром, узел...
Попередній патент: Безалкогольний напій “тая”
Наступний патент: Гідромеханічна передача
Випадковий патент: Об'ємна дозувальна система з секційним перекриттям на основі зчеплення