Спосіб відновлення корпусних деталей з чавуну
Номер патенту: 56148
Опубліковано: 10.01.2011
Автори: Хар'яков Андрій Васильович, Біловод Олександра Іванівна, Науменко Артем Олександрович, Горбенко Олександр Вікторович
Формула / Реферат
1. Спосіб відновлення корпусних деталей з чавуну, що включає дискретну подачу в зону зварювання двох дротів розщепленого електрода з різним хімічним складом і наплавлення спрацьованої поверхні виробу в газополуменевому захисті, який відрізняється тим, що виконують попереднє підігрівання відновлюваної поверхні виробу до температур 250-300 °С, подачу і наплавлення проводять суцільним дротом з вуглецевої сталі, який в зоні зварювання піддається ультразвуковим коливанням, з наступним чорновим точінням виробу і подальшим його зміцненням вигладжуванням з використанням ультразвукових коливань.
2. Спосіб відновлення корпусних деталей з чавуну за п. 1, який відрізняється тим, що подачу дроту і наплавлення спрацьованої поверхні виробу виконують при наступних параметрах: швидкість подачі дроту - 160-180 м/год.; амплітуда ультразвукових коливань дроту - 50-70 мкм; частота коливань дроту - 18-22 кГц; швидкість наплавлення - 10-12 м/год.
3. Спосіб відновлення корпусних деталей з чавуну за п. 1, який відрізняється тим, що заключною операцією після наплавлення і чорнового точіння спрацьованої поверхні виробу є поверхневе його зміцнення ультразвуковим вигладжуванням з такими параметрами обробки: зусилля вигладжування - 75-150 Н; швидкість вигладжування - 1,6-2,0 м/год.; амплітуда ультразвукових коливань -6-10 мкм; частота коливань -18-22 кГц.
Текст
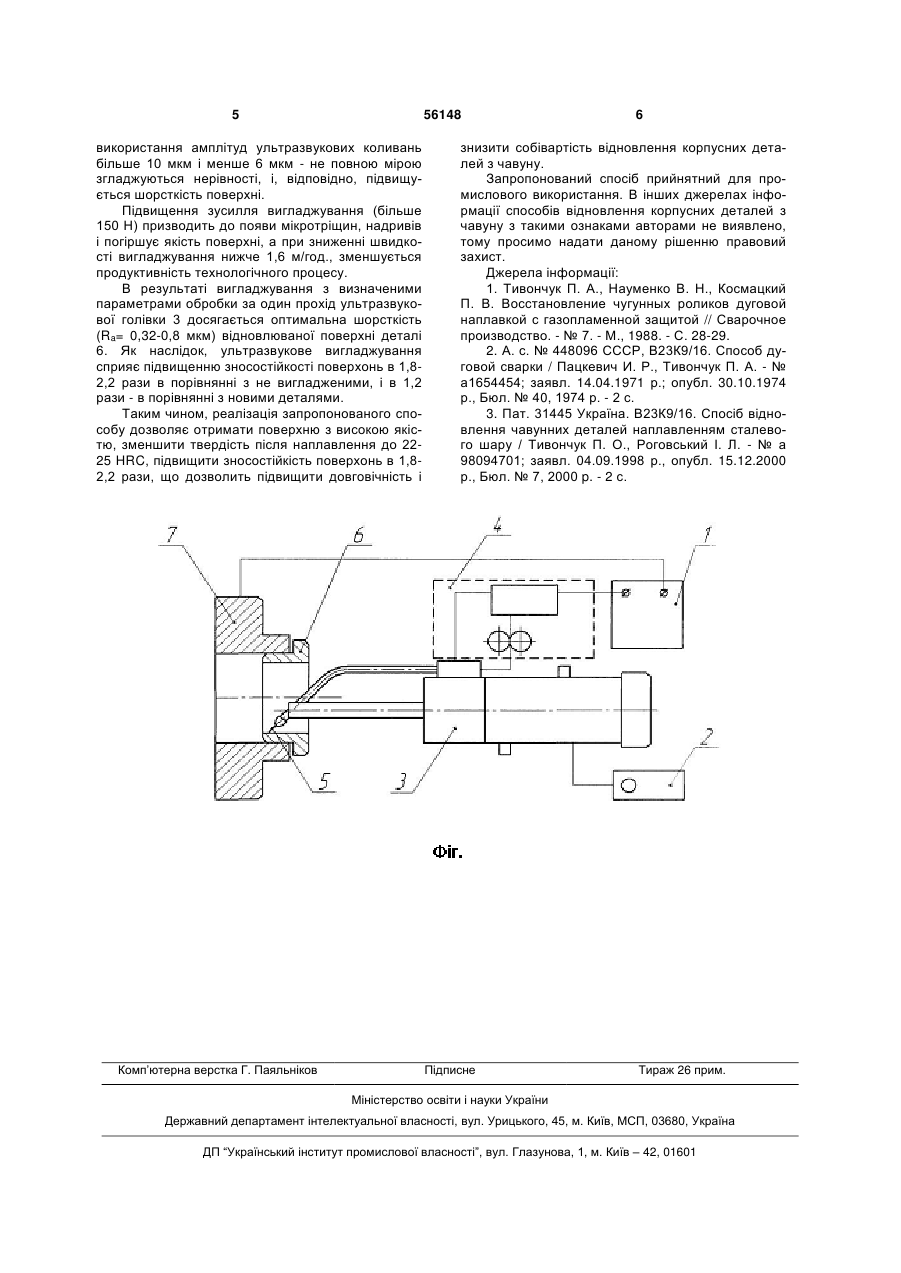
1. Спосіб відновлення корпусних деталей з чавуну, що включає дискретну подачу в зону зварювання двох дротів розщепленого електрода з різним хімічним складом і наплавлення спрацьованої поверхні виробу в газополуменевому захисті, який відрізняється тим, що виконують попереднє підігрівання відновлюваної поверхні виробу до температур 250-300 °С, подачу і наплавлення проводять суцільним дротом з вуглецевої сталі, U 1 3 за кількістю схожих ознак даний спосіб прийнятий за прототип. В основу корисної моделі поставлено задачу забезпечити якісне покриття із відповідним рівнем твердості, міцності, зносостійкості і оброблюваності наплавленої поверхні відновленого виробу. Поставлена задача вирішується за рахунок того, що у запропонованому способі відновлення корпусних деталей з чавуну, який включає дискретну подачу в зону зварювання двох дротів розщепленого електроду з різним хімічним складом і наплавлення спрацьованої поверхні виробу в газополуменевому захисті, відповідно до корисної моделі, підігрівання виконують до температур 250300 °С, подачу і наплавлення проводять суцільним дротом з вуглецевої сталі, який в зоні зварювання піддається ультразвуковим коливанням, з наступним чорновим точінням виробу і подальшим його зміцненням вигладжуванням з використанням ультразвукових коливань. З метою стабільного горіння дуги зварювального пристрою та утворення рівномірної і мінімальної твердості поверхні виробу, дріт в зону зварювання подається зі швидкістю 160-180 м/год., де його піддають ультразвуковим коливанням з частотою 18-22 кГц при амплітуді ультразвукових коливань дроту 50-70 мкм, і забезпечують швидкість наплавлення 10-12 м/год. Для досягнення високої якості і зносостійкості відновлюваної поверхні корпусної деталі після її наплавлення і чорнового точіння виконують ультразвукове вигладжування її поверхні з силою вигладжування 75-150 Н, амплітудою коливань 610 мкм і частотою ультразвукових коливань - 18-22 кГц при швидкості вигладжування - 1,6-2,0 м/год. Сутність корисної моделі пояснюється кресленням, де показано: Фіг. - Схема способу наплавлення корпусних деталей з чавуну. Для реалізації способу відновлення корпусних деталей з чавуну використовуються: джерело живлення 1 зварювальної дуги, ультразвуковий генератор 2 з голівкою 3 і механізмом подачі 4 зварювального дроту 5 до робочої поверхні відновлюваної деталі 6, яка закріплюється у патроні 7, наприклад токарно-гвинторізного верстата. Спосіб відновлення корпусних деталей з чавуну здійснюють наступним чином. По-перше, виконують попередній підігрів спрацьованої чавунної деталі до температури 250-300 °С, наприклад за допомогою електричної шафи без подальшого її відпускання. Підігрів до такої температури дозволяє сформувати в наплавленому шарі відновлюваної деталі мінімальну долю карбідів і ледебуриту для подальшого наплавлення в газополуменевому захисті. При меншій температурі (до 250 °С) різко підвищується твердість наплавленого шару, яка ускладнює подальшу механічну обробку; наплавлення при температурі підігріву більше 300°С збільшує термічний вплив на основний метал і знижує продуктивність технологічного процесу. Далі нагріта деталь підлягає наплавленню. Для цього деталь 6 закріплюється у патроні 7, наприклад токарно-гвинторізного верстата, який надає їй частоту обертання. Зварювальний дріт 5 за допомогою механізму подачі 4 автоматично пода 56148 4 ється в зону зварювання зі швидкістю 160180м/год. Збільшення або зменшення швидкості подачі дроту знижує стабільність горіння дуги, що призводить до значного погіршення якості наплавленого шару. З метою створення мінімальної твердості поверхні виробу дріт 5 в зоні зварювання піддають ультразвуковим коливанням з амплітудою коливань дроту 50-70 мкм і частота ультразвукових коливань дроту 18-22 кГц. Для цього використовують ультразвуковий генератор 2, який перетворює струм мережі у високочастотний сигнал з ультразвуковою частотою. Ультразвукова голівка 3 перетворює високочастотний сигнал, що подається від генератора 2 в механічні коливання ультразвукової частоти і направляє коливання до зварювального дроту 5. Наплавлення при менших значеннях амплітуди ультразвукових коливань дроту (менше 50 мкм) підвищує твердість наплавленого шару, а при великих значеннях - більше 70 мкм, які мало впливають на твердість, - ускладнюється конструкція ультразвукової голівки 3. Використання частот коливань дроту понад 22 кГц, можливо забезпечити лише за рахунок більш складного і, відповідно, більш коштовного технологічне устаткування, а при зменшенні частоти не повною мірою виявляються ультразвукові коливання. Живлення зварювальної дуги під час наплавлення здійснюється постійним струмом зворотної полярності від джерела 1 зварювального струму. Захист зварювальної ванни забезпечує газокисневе полум'я, яке створюється, наприклад, пропан-бутаном та технічним киснем. Безпосередній процес наплавлення здійснюють при наступних параметрах: сила зварювального струму - 180-220 А, напруга - 22-24 В, швидкість наплавлення - 1012 м/год. При наплавленні з силою струму менше 180 А виникають гребені, а при значеннях більше 220 А відбувається розтікання наплавленого металу. Підвищення напруги понад 24 В спричиняє до незначного збільшення ширини валу і, відповідно, зменшення висоти і глибини проплавлення основного металу, а наплавлення при напрузі менше 22 В - погіршує якість наплавленого шару. Збільшення швидкості більше 12 м/год. забезпечує значне зменшення висоти валу, а при наплавленні з швидкістю менше 10 м/год. утворюються нечіткі межі валів і підвищується їх твердість. Таким чином, наплавлення, за вище приведеними параметрами, забезпечує рівномірну твердість відновлюваної поверхні з чавуну в межах 2225 HRC, що дозволяє виконати чорнову її обробку (точіння виробу) лезовим інструментом вже після наплавлення першого шару металу. При цьому для механічної обробки може бути використаний, наприклад, запропонований верстат. Після наплавлення і чорнового точіння відновлюваної поверхні деталі 6 виконують подальше її зміцнення ультразвуковим вигладжуванням за допомогою ультразвукової голівки 3 з такими параметрами обробки: зусилля вигладжування - 75150 Н; амплітуда ультразвукових коливань - 6-10 мкм; частота коливань - 18-22 кГц; швидкість вигладжування - 1,6-2,0 м/год. При малих значеннях зусиль вигладжування - до 75 Н, збільшеній швидкості цієї обробки (понад 2,0 м/год.) або під час 5 56148 використання амплітуд ультразвукових коливань більше 10 мкм і менше 6 мкм - не повною мірою згладжуються нерівності, і, відповідно, підвищується шорсткість поверхні. Підвищення зусилля вигладжування (більше 150 Н) призводить до появи мікротріщин, надривів і погіршує якість поверхні, а при зниженні швидкості вигладжування нижче 1,6 м/год., зменшується продуктивність технологічного процесу. В результаті вигладжування з визначеними параметрами обробки за один прохід ультразвукової голівки 3 досягається оптимальна шорсткість (Ra= 0,32-0,8 мкм) відновлюваної поверхні деталі 6. Як наслідок, ультразвукове вигладжування сприяє підвищенню зносостійкості поверхонь в 1,82,2 рази в порівнянні з не вигладженими, і в 1,2 рази - в порівнянні з новими деталями. Таким чином, реалізація запропонованого способу дозволяє отримати поверхню з високою якістю, зменшити твердість після наплавлення до 2225 HRC, підвищити зносостійкість поверхонь в 1,82,2 рази, що дозволить підвищити довговічність і Комп’ютерна верстка Г. Паяльніков 6 знизити собівартість відновлення корпусних деталей з чавуну. Запропонований спосіб прийнятний для промислового використання. В інших джерелах інформації способів відновлення корпусних деталей з чавуну з такими ознаками авторами не виявлено, тому просимо надати даному рішенню правовий захист. Джерела інформації: 1. Тивончук П. А., Науменко В. Н., Космацкий П. В. Восстановление чугунных роликов дуговой наплавкой с газопламенной защитой // Сварочное производство. - № 7. - М., 1988. - С. 28-29. 2. А. с. № 448096 СССР, В23К9/16. Способ дуговой сварки / Пацкевич И. Р., Тивончук П. А. - № а1654454; заявл. 14.04.1971 р.; опубл. 30.10.1974 р., Бюл. № 40, 1974 р. - 2 с. 3. Пат. 31445 Україна. В23К9/16. Спосіб відновлення чавунних деталей наплавленням сталевого шару / Тивончук П. О., Роговський І. Л. - № а 98094701; заявл. 04.09.1998 р., опубл. 15.12.2000 р., Бюл. № 7, 2000 p. - 2 с. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration of basic parts made of iron
Автори англійськоюHorbenko Oleksandr Viktorovych, Bilovod Oleksandra Ivanivna, Naumenko Artem Oleksandrovych, Khariakov Andrii Vasyliovych
Назва патенту російськоюСпособ восстановления корпусных деталей из чугуна
Автори російськоюГорбенко Александр Викторович, Биловод Александра Ивановна, Науменко Артем Александрович, Харьяков Андрей Васильевич
МПК / Мітки
МПК: B23K 9/00
Мітки: корпусних, деталей, відновлення, спосіб, чавуну
Код посилання
<a href="https://ua.patents.su/3-56148-sposib-vidnovlennya-korpusnikh-detalejj-z-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення корпусних деталей з чавуну</a>
Спосіб відновлення чавунних корпусних деталей з тріщинами
Номер патенту: 3816
Опубліковано: 15.12.2004
Автори: Войтюк Валерій Дмитрович, Сиволапов Володимир Анатолійович, Карабиньош Сергій Степанович, Мельник Валентина Іванівна
МПК: B23P 6/00
Мітки: корпусних, чавунних, тріщинами, деталей, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення чавунних корпусних деталей з тріщинами, що включає підготовку поверхні корпусної деталі з тріщиною, встановлення сталевої накладки, виготовленої у відповідності до геометричних розмірів підготовленої поверхні із дефектом, нанесення на знежирену поверхню деталі шару епоксидної композиції, базування і закріплення накладки, нагрівання та затвердіння клейового прошарку, який відрізняється тим, що накладку кріплять за допомогою...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40491
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: відновлення, деталей, зношених, шаруватим, наплавленням, спосіб
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, при цьому перший шар - "адгезійний", із твердістю та структурою, близькими до матеріалу основи; другий шар - "робочий", із заданою твердістю та фізико-механічними...
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Карабиньош Сергій Степанович, Новицький Андрій Валентинович, Ружило Зіновій Володимирович, Костащук Микола Іванович, Войтюк Валерій Дмитрович
МПК: B23P 6/00
Мітки: працездатності, спосіб, поверхонь, деталях, посадочних, відновлення, корпусних, внутрішніх
Формула / Реферат:
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40490
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: деталей, наплавленням, відновлення, шаруватим, спосіб, зношених
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поперечними шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість наплавочних дротів...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40492
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: шаруватим, наплавленням, деталей, відновлення, спосіб, зношених
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поздовжньо-поперечно, комірчасто, шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість...