Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Карабиньош Сергій Степанович, Войтюк Валерій Дмитрович, Костащук Микола Іванович, Новицький Андрій Валентинович, Ружило Зіновій Володимирович
Формула / Реферат
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється тим, що оправку виготовляють пустотілою, в її порожнину вводять високочастотний індуктор для обробки покриття нагріванням і магнітним полем протягом 1-2 секунд до температури 120-150±2°С та повторюють операцію через 10 хвилин, а оправку видаляють з отвору деталі через 20 хвилин.
Текст
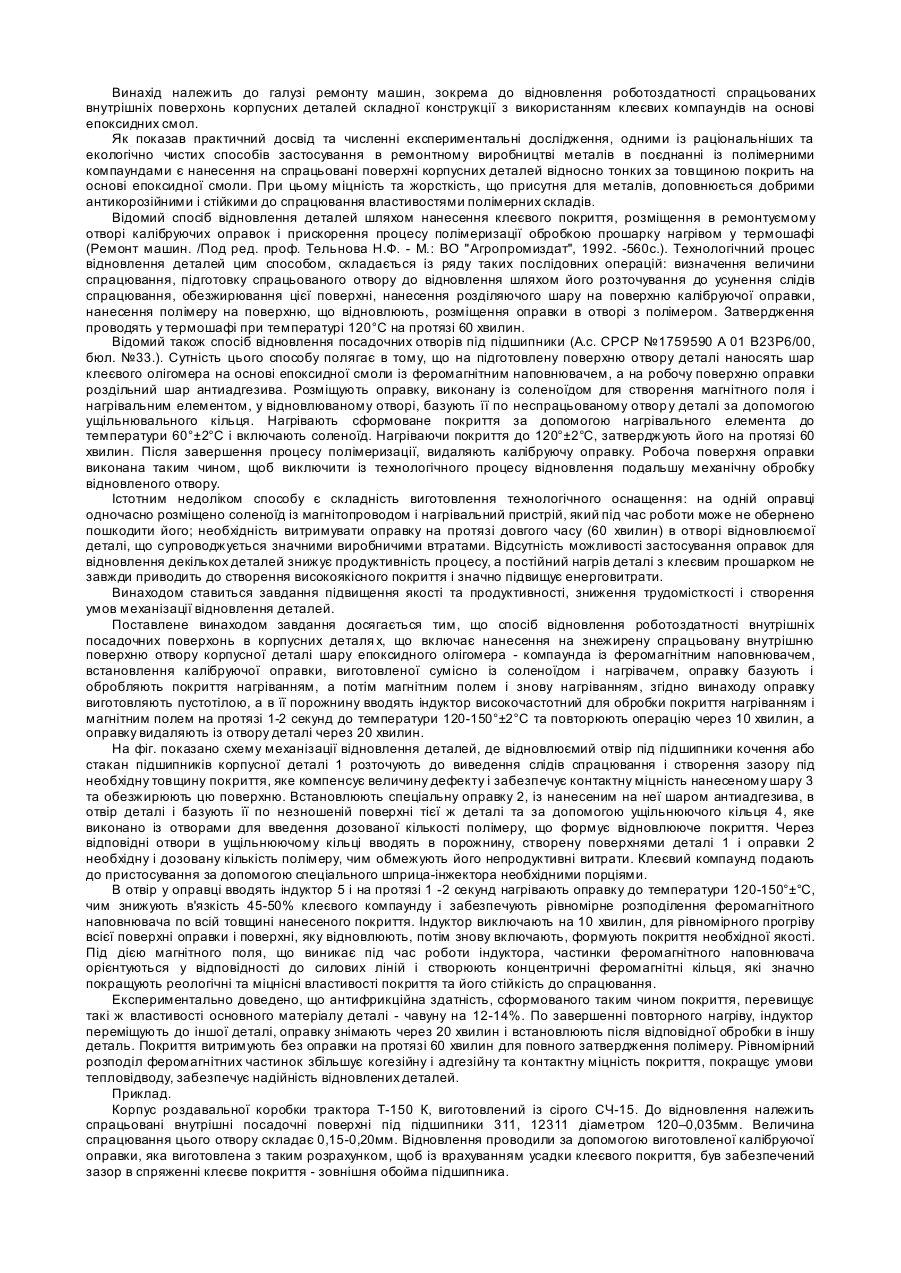
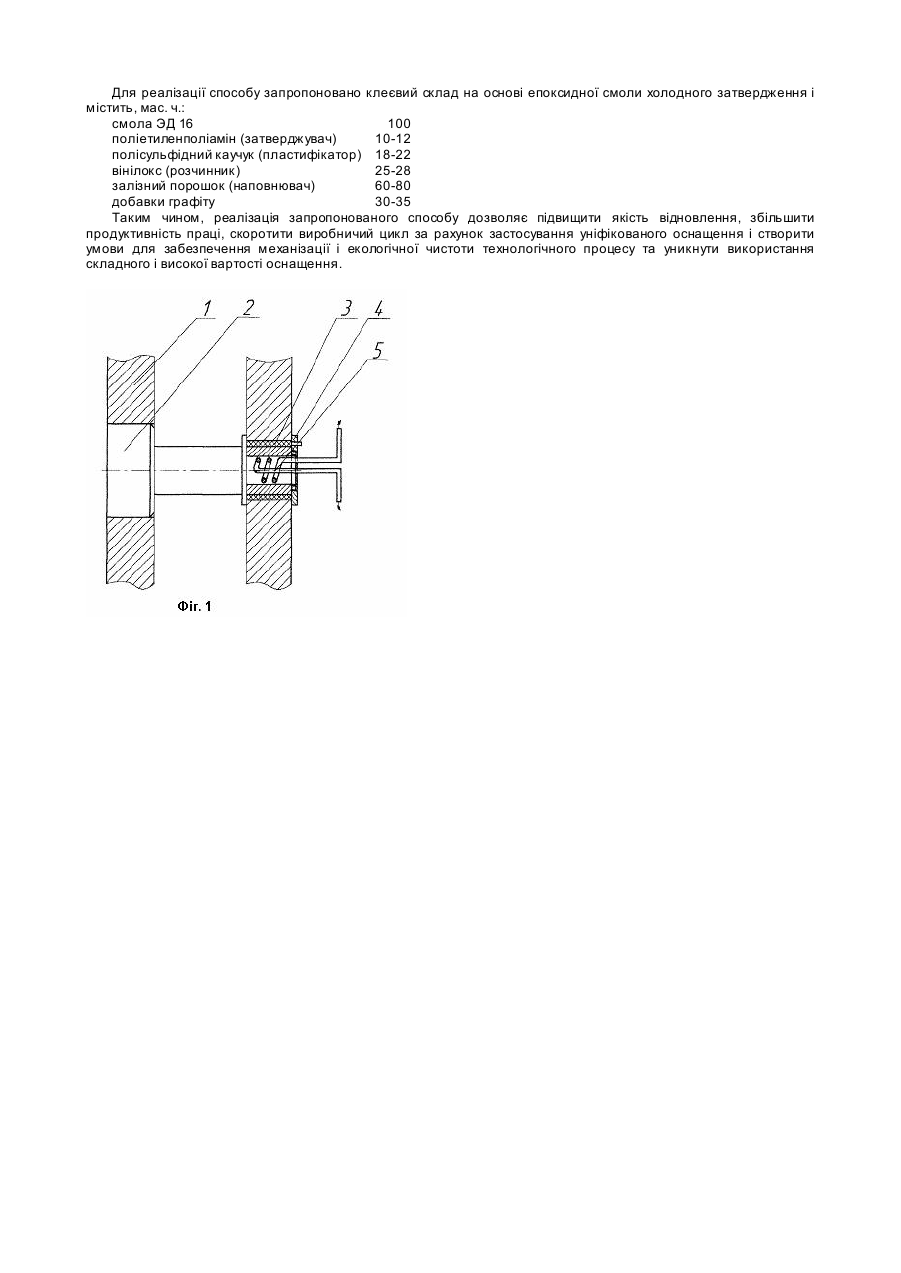
Винахід належить до галузі ремонту машин, зокрема до відновлення роботоздатності спрацьованих внутрішніх поверхонь корпусних деталей складної конструкції з використанням клеєвих компаундів на основі епоксидних смол. Як показав практичний досвід та численні експериментальні дослідження, одними із раціональніших та екологічно чистих способів застосування в ремонтному виробництві металів в поєднанні із полімерними компаундами є нанесення на спрацьовані поверхні корпусних деталей відносно тонких за товщиною покрить на основі епоксидної смоли. При цьому міцність та жорсткість, що присутня для металів, доповнюється добрими антикорозійними і стійкими до спрацювання властивостями полімерних складів. Відомий спосіб відновлення деталей шляхом нанесення клеєвого покриття, розміщення в ремонтуємому отворі калібруючих оправок і прискорення процесу полімеризації обробкою прошарку нагрівом у термошафі (Ремонт машин. /Под ред. проф. Тельнова Н.Ф. - Μ.: ВО "Агропромиздат", 1992. -560с.). Технологічний процес відновлення деталей цим способом, складається із ряду таких послідовних операцій: визначення величини спрацювання, підготовку спрацьованого отвору до відновлення шляхом його розточування до усунення слідів спрацювання, обезжирювання цієї поверхні, нанесення розділяючого шару на поверхню калібруючої оправки, нанесення полімеру на поверхню, що відновлюють, розміщення оправки в отворі з полімером. Затвердження проводять у термошафі при температурі 120°С на протязі 60 хвилин. Відомий також спосіб відновлення посадочних отворів під підшипники (А.с. СРСР №1759590 А 01 В23Ρ6/00, бюл. №33.). Сутність цього способу полягає в тому, що на підготовлену поверхню отвору деталі наносять шар клеєвого олігомера на основі епоксидної смоли із феромагнітним наповнювачем, а на робочу поверхню оправки роздільний шар антиадгезива. Розміщують оправку, виконану із соленоїдом для створення магнітного поля і нагрівальним елементом, у відновлюваному отворі, базують її по неспрацьованому отвор у деталі за допомогою ущільнювального кільця. Нагрівають сформоване покриття за допомогою нагрівального елемента до температури 60°±2°С і включають соленоїд. Нагріваючи покриття до 120°±2°С, затверджують його на протязі 60 хвилин. Після завершення процесу полімеризації, видаляють калібруючу оправку. Робоча поверхня оправки виконана таким чином, щоб виключити із технологічного процесу відновлення подальшу механічну обробку відновленого отвору. Істотним недоліком способу є складність виготовлення технологічного оснащення: на одній оправці одночасно розміщено соленоїд із магнітопроводом і нагрівальний пристрій, який під час роботи може не обернено пошкодити його; необхідність витримувати оправку на протязі довгого часу (60 хвилин) в отворі відновлюємої деталі, що супроводжується значними виробничими втратами. Відсутність можливості застосування оправок для відновлення декількох деталей знижує продуктивність процесу, а постійний нагрів деталі з клеєвим прошарком не завжди приводить до створення високоякісного покриття і значно підвищує енерговитрати. Винаходом ставиться завдання підвищення якості та продуктивності, зниження трудомісткості і створення умов механізації відновлення деталей. Поставлене винаходом завдання досягається тим, що спосіб відновлення роботоздатності внутрішніх посадочних поверхонь в корпусних деталя х, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомера - компаунда із феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, оправку базують і обробляють покриття нагріванням, а потім магнітним полем і знову нагріванням, згідно винаходу оправку виготовляють пустотілою, а в її порожнину вводять індуктор високочастотний для обробки покриття нагріванням і магнітним полем на протязі 1-2 секунд до температури 120-150°±2°С та повторюють операцію через 10 хвилин, а оправку видаляють із отвору деталі через 20 хвилин. На фіг. показано схему механізації відновлення деталей, де відновлюємий отвір під підшипники кочення або стакан підшипників корпусної деталі 1 розточують до виведення слідів спрацювання і створення зазору під необхідну товщину покриття, яке компенсує величину дефекту і забезпечує контактну міцність нанесеному шару 3 та обезжирюють цю поверхню. Встановлюють спеціальну оправку 2, із нанесеним на неї шаром антиадгезива, в отвір деталі і базують її по незношеній поверхні тієї ж деталі та за допомогою ущільнюючого кільця 4, яке виконано із отворами для введення дозованої кількості полімеру, що формує відновлююче покриття. Через відповідні отвори в ущільнюючому кільці вводять в порожнину, створену поверхнями деталі 1 і оправки 2 необхідну і дозовану кількість полімеру, чим обмежують його непродуктивні витрати. Клеєвий компаунд подають до пристосування за допомогою спеціального шприца-інжектора необхідними порціями. В отвір у оправці вводять індуктор 5 і на протязі 1 -2 секунд нагрівають оправку до температури 120-150°±°С, чим знижують в'язкість 45-50% клеєвого компаунду і забезпечують рівномірне розподілення феромагнітного наповнювача по всій товщині нанесеного покриття. Індуктор виключають на 10 хвилин, для рівномірного прогріву всієї поверхні оправки і поверхні, яку відновлюють, потім знову включають, формують покриття необхідної якості. Під дією магнітного поля, що виникає під час роботи індуктора, частинки феромагнітного наповнювача орієнтуються у відповідності до силових ліній і створюють концентричні феромагнітні кільця, які значно покращують реологічні та міцнісні властивості покриття та його стійкість до спрацювання. Експериментально доведено, що антифрикційна здатність, сформованого таким чином покриття, перевищує такі ж властивості основного матеріалу деталі - чавуну на 12-14%. По завершенні повторного нагріву, індуктор переміщують до іншої деталі, оправку знімають через 20 хвилин і встановлюють після відповідної обробки в іншу деталь. Покриття витримують без оправки на протязі 60 хвилин для повного затвердження полімеру. Рівномірний розподіл феромагнітних частинок збільшує когезійну і адгезійну та контактну міцність покриття, покращує умови тепловідводу, забезпечує надійність відновлених деталей. Приклад. Корпус роздавальної коробки трактора Т-150 К, виготовлений із сірого СЧ-15. До відновлення належить спрацьовані внутрішні посадочні поверхні під підшипники 311, 12311 діаметром 120–0,035мм. Величина спрацювання цього отвору складає 0,15-0,20мм. Відновлення проводили за допомогою виготовленої калібруючої оправки, яка виготовлена з таким розрахунком, щоб із врахуванням усадки клеєвого покриття, був забезпечений зазор в спряженні клеєве покриття - зовнішня обойма підшипника. Для реалізації способу запропоновано клеєвий склад на основі епоксидної смоли холодного затвердження і містить, мас. ч.: смола ЭД 16 100 поліетиленполіамін (затверджувач) 10-12 полісульфідний каучук (пластифікатор) 18-22 вінілокс (розчинник) 25-28 залізний порошок (наповнювач) 60-80 добавки графіту 30-35 Таким чином, реалізація запропонованого способу дозволяє підвищити якість відновлення, збільшити продуктивність праці, скоротити виробничий цикл за рахунок застосування уніфікованого оснащення і створити умови для забезпечення механізації і екологічної чистоти технологічного процесу та уникнути використання складного і високої вартості оснащення.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of serviceability of internal mounting surfaces in basic parts
Автори англійськоюKarabyniosh Serhii Stepanovych, Ruzhylo Zinovii Volodymyrovych, Voitiuk Valerii Dmytrovych
Назва патенту російськоюСпособ восстановления работоспособности внутренних посадочных поверхностей в корпусных деталях
Автори російськоюКарабиньош Сергей Степанович, Ружило Зиновий Владимирович, Войтюк Валерий Дмитриевич
МПК / Мітки
МПК: B23P 6/00
Мітки: корпусних, працездатності, посадочних, поверхонь, відновлення, внутрішніх, спосіб, деталях
Код посилання
<a href="https://ua.patents.su/2-69287-sposib-vidnovlennya-pracezdatnosti-vnutrishnikh-posadochnikh-poverkhon-v-korpusnikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях</a>
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Хітров Ігор Олександрович, Кононогов Юрій Андрійович, Гринько Павло Васильович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: деталей, циліндричних, відновлення, поверхонь, внутрішніх, спосіб, спрацьованих
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Верстат для одночасного розточування отворів у корпусних деталях
Номер патенту: 51936
Опубліковано: 16.12.2002
Автор: Гевко Ігор Богданович
МПК: B23Q 37/00
Мітки: деталях, верстат, одночасного, корпусних, отворів, розточування
Формула / Реферат:
Верстат для одночасного розточування отворів у корпусних деталях, що виконаний у вигляді станини, механізмів приводу, подачі, шпиндельного вузла, супортів поперечного і поздовжнього з розточувальними різцями, патрона для кріплення корпусу, який відрізняється тим, що в шпиндельному вузлі верстата з лівої сторони оброблюваного корпусу встановлено механізм осьової подачі різця, який виконаний у вигляді шліцьового з’єднання, шліцьового вала і...
Пристрій для розточування кільцевих канавок в корпусних деталях
Номер патенту: 53991
Опубліковано: 17.02.2003
Автори: Драган Андрій Петрович, Гупка Богдан Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: деталях, пристрій, корпусних, розточування, канавок, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок в корпусних деталях, який виконаний у вигляді шпінделя, в нижній частині якого розміщено один радіальний різець з можливістю обертання по колу, і поворотного стола, до якого жорстко закріплений корпус, який відрізняється тим, що корпус жорстко встановлено на плиті поворотного пристрою, вісь якого співпадає з віссю поворотного стола, з можливістю обертання по колу і руху подачі різця, рівного глибині...
Оправка для розточування кільцевих канавок в корпусних деталях
Номер патенту: 62617
Опубліковано: 15.12.2003
Автори: Матвійчук Анатолій Васильович, Гевко Ігор Богданович, Рогатинський Роман Михайлович
МПК: B23B 5/00
Мітки: корпусних, кільцевих, канавок, деталях, розточування, оправка
Формула / Реферат:
Оправка для розточування кільцевих канавок в корпусних деталях, яка виконана у вигляді хвостовика, який є у взаємодії із втулкою з можливістю осьового переміщення, в нижній частині якої радіально розміщені різці, механізмів відносного осьового переміщення різців і канавок для виходу стружки, яка відрізняється тим, що до нижньої торцевої частини хвостовика шарнірно закріплено шарнірний ромбічний механізм з можливістю переміщення зі зміною...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B05D 3/12
Мітки: важкої, спосіб, поверхонь, опорних, відновлення, машин, навантажених, металургійних
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Попередній патент: Пристрій для введення дренажної трубки
Наступний патент: Подрібнювач деревини та інших рослинних залишків
Випадковий патент: Спосіб кількісного визначення вмісту антидіабетичного засобу фенсукциналу та його метаболітів у плазмі крові