Спосіб відновлення чавунних корпусних деталей з тріщинами
Номер патенту: 3816
Опубліковано: 15.12.2004
Автори: Войтюк Валерій Дмитрович, Сиволапов Володимир Анатолійович, Карабиньош Сергій Степанович, Мельник Валентина Іванівна
Формула / Реферат
Спосіб відновлення чавунних корпусних деталей з тріщинами, що включає підготовку поверхні корпусної деталі з тріщиною, встановлення сталевої накладки, виготовленої у відповідності до геометричних розмірів підготовленої поверхні із дефектом, нанесення на знежирену поверхню деталі шару епоксидної композиції, базування і закріплення накладки, нагрівання та затвердіння клейового прошарку, який відрізняється тим, що накладку кріплять за допомогою електроконтактного зварювання по сирому клею зварювальними точками в двоімпульсному режимі відпалювальним імпульсом зварювального струму, а полімеризацію клейового прошарку проводять супутнім нагріванням від зварювання з такими параметрами режиму: зварювальний струм - 10,5...11,0 кА, зусилля притискання електродів - 2,3...2,8 кН, час зварювального імпульсу - 0,25...0,30 с, час притискання електродів - 0,70...0,76 с, струм відпалу - 8,5...9,0 кА, час відпалювального імпульсу - 0,45...0,48 с з діаметром електродів 5...6 мм, крок між зварювальними точками - 25...30 мм, віддаль між рядами зварювальних точок - 20...25 мм з кількістю рядів не більше трьох з обох боків від осі тріщини, величина вільного кінця накладки - 6...8 мм.
Текст
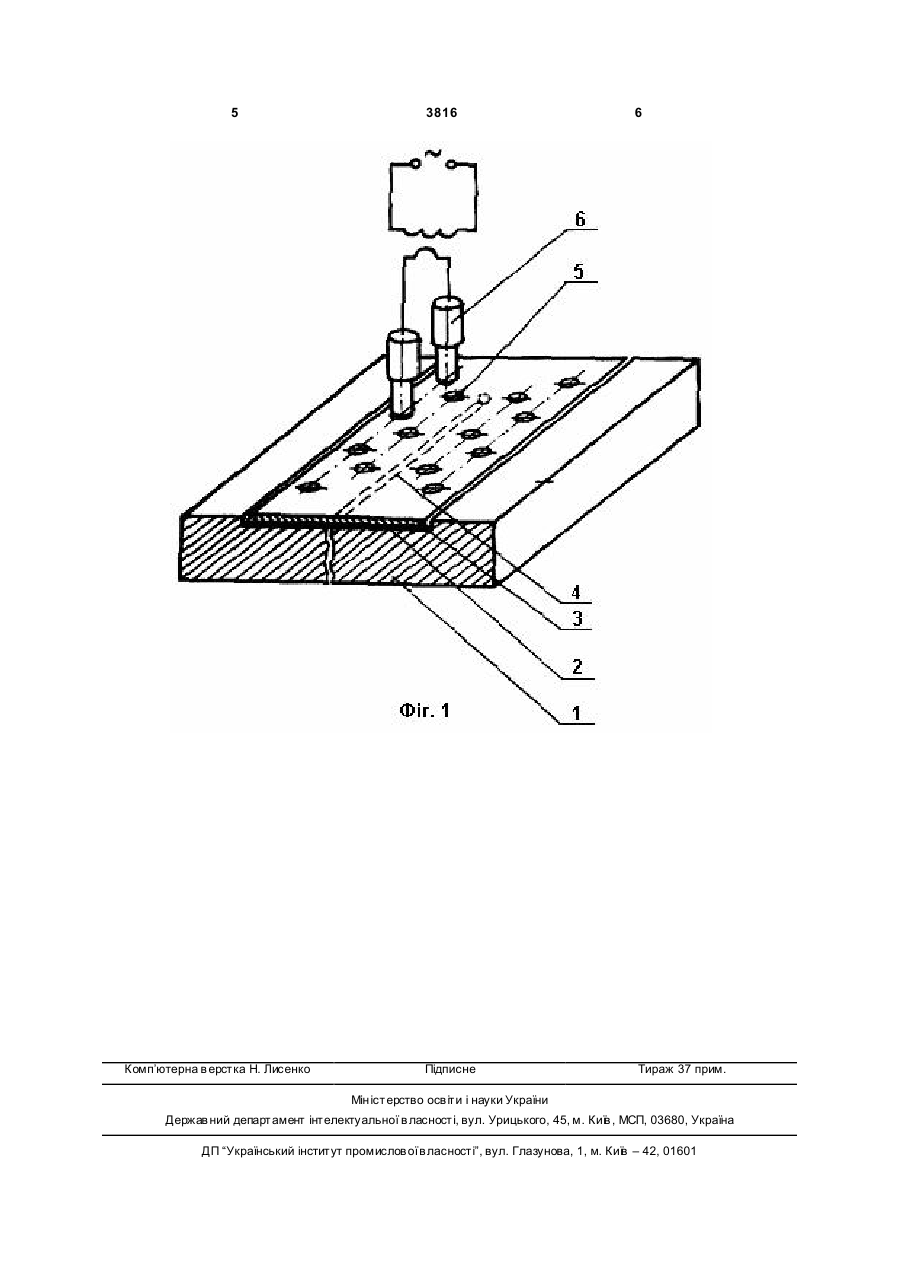
Спосіб відновлення чавунних корпусних деталей з тріщинами, що включає підготовку поверхні корпусної деталі з тріщиною, встановлення сталевої накладки, виготовленої у відповідності до геометричних розмірів підготовленої поверхні із дефектом, нанесення на знежирену поверхню деталі шару епоксидної композиції, базування і закріплення накладки, нагрівання та затвердіння клейового прошарку, який відрізняється тим, що на 3 3816 4 товлену поверхню деталі. Накладку встановлюють 8...10; пластифікатор НВБ-2-18; розчинник "Вінітаким чином, щоб отвори співпали. Прикріплюють локс"-22; наповнювач чавунний порошок 60. Знову накладку до поверхні деталі за допомогою болтів знежирюють поверхні накладки та деталі з тріщиабо гвинтів, які перед закручуванням покривають ною, просушують та наносять клейову композицію тонким шаром клею. Епоксидний клей приготов2 на підготовлену належним чином поверхню деляють у відповідності до рецепту (в масових часталі та встановлюють на неї накладку. Клейове тинах): покриття повинно бути товщиною не більше епоксидна смола ЭД 16-100 0,2...0,4мм і рівномірно покривати поверхню деталі дибутилфталат (ДБФ) 15 із тріщиною. Накладку приварюють до деталі залізний порошок (ПЖ1) 160 окремими, рівностоячими одна від одної зварюваполіетиленполіамін (ПЭПА) 11 льними точками 5, які сформовані електроконтактЗатвердження клейового покриття проводять ним способом за допомогою зварювальних кліщів спочатку при температурі 20°С на протязі 12 го6. Зварювання проводять використовуючи такі дин, а потім при 180°С за одну годину. параметри режиму: зварювальний струм Недоліком відомого способу є те, що в процесі 10,5...11,0кА; зусилля притискання електродів експлуатації на корпусні деталі діють значні знако2,3...2,8кН; час зварюючого імпульсу 0,25...0,30с; змінні механічні та температурні навантаження, які час притискання електродів 0,70...0,76с; струм приводять до відшарування покриття і втраті девідпалу 8,5...9,0кА; час відпалювального імпульсу талями необхідної герметичності. 0,45...0,48с. Міцність з'єднання на розрив складає Корисною моделлю ставиться завдання під176...184МПа, міцність при циклічному навантавищити якість відновлення корпусних деталей, женні 79...80МПа, що відповідає міцнісним харакзменшити втрати деталями необхідної герметичтеристикам основного металу деталі чавун у СЧ-18 ності, збільшити продуктивність, знизити трудоміс(корпус коробки передач трактора Т-150К з тріщиткість і створити умови механізації ремонту. ною довжиною 87мм і розмахом відхилення від осі Поставлене завдання досягається тим, що у 12мм виявленій в боковій стінці - приклад). Оптиспособі відновлення чавунних корпусних деталей з мальними конструктивними елементами з'єднання тріщинами, що включає підготовку поверхні корпує: діаметр електродів 5...6мм; крок між зварювальсної деталі з тріщиною, встановлення сталевої ними точками 25...30мм; віддаль між рядами званакладки, виготовленої у відповідності до геометрювальних точок 20...25мм; кількість їх рядів - не ричних розмірів підготовленої поверхні із дефекбільше трьох з обох сторін від осі тріщини; велитом, нанесення на знежирену поверхню деталі чина вільного кінця накладки 6...8мм. шару епоксидної композиції, базування і закріпПриварювання стальної накладки проводять лення накладки, нагрівання та затвердіння клейопо сирому клею, видавлюють його прошарок із вого прошарку, згідно винаходу накладку кріплять зони контакту. При цьому відновлюєма поверхня за допомогою електроконтактного зварювання по деталі локально нагрівається до температури сирому клею зварювальними точками в двоімпу80...100±2°С, що прискорює час полімеризації льсному режимі відпалюючим імпульсом зварюваклеєвого прошарку без застосування додаткового льного струму, а полімеризацію клеєвого прошарнагрівання всієї деталі і становить 4,5 години. Заку проводять супутнім нагріванням від стосування електроконтактного зварювання в зазварювання. мін використання болтів дозволяє підвищити проПриклад дуктивність праці в 2,5 рази, нагрівання Технологію відновлення здійснюють наступвідновлюємої поверхні скоротити час перебування ним чином: на (Фіг.1) поверхню корпусної чавунної деталей в ремонті в 3 рази і уникнути застосувандеталі 1, з виявленою, за допомогою відомих меня громіздкого високої вартості нагрівального обтодів контролю цілісності матеріалів тріщиною 4, ладнання. Електроконтактне зварювання окремо готують до відновлення. Встановлюють вісь простоячими точками підвищує якість відновлення за ходження тріщини та її розміри, а поверхню зачирахунок зменшення зовнішнього впливу на міцнісні щають абразивним кругом до металевого блиску з характеристики відновлюємих деталей (свердлутаким розрахунком, щоб очищена поверхня перевання та нарізання різьби). кривала зону на 40...50мм від осі та на 10..15мм Таким чином, реалізація запропонованого сповід кінців дефекту, які засвердлюють свердлом собу дозволяє підвищити якість відновлення, збідіаметром не більше 2,5мм на віддалі 3...4мм від льшити продуктивність праці, скоротити виробникожного. Виготовляють із стальної стрічки (Сталь чий цикл за рахунок застосування уніфікованого 20) товщиною 1мм накладку 3, яка за своїми розоснащення і створити умови для забезпечення мірами відповідає підготовленій на корпусній демеханізації і екологічної чистоти технологічного талі поверхні. Знежирюють поверхні накладки та процесу та уникнути використання складного і видеталі за допомогою пензля, змоченого в розчинсокої вартості обладнання та оснащення. нику (ацетон) і просушують. Запропонований спосіб можна використовуваПідготовлюють клейову композицію наступноти у ремонтному виробництві при відновленні рого складу, в масових частинах: епоксидна смола ботоздатності чавунних корпусних деталей, які ЭД-20-100; затверджувач - діетилентріамін ДЭТА мають експлуатаційні та технологічні тріщини. 5 Комп’ютерна в ерстка Н. Лисенко 3816 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюKarabyniosh Serhii Stepanovych, Voitiuk Valerii Dmytrovych, Syvolapov Volodymyr Anatoliiovych
Автори російськоюКарабиньош Сергей Степанович, Войтюк Валерий Дмитриевич, Сиволапов Владимир Анатольевич
МПК / Мітки
МПК: B23P 6/00
Мітки: деталей, чавунних, тріщинами, корпусних, відновлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-3816-sposib-vidnovlennya-chavunnikh-korpusnikh-detalejj-z-trishhinami.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення чавунних корпусних деталей з тріщинами</a>
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: шару, наплавленням, відновлення, сталевого, деталей, спосіб, чавунних
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Кузьміч Ярослав Анатолійович, Василенко Михайло Олександрович, Моргун Олена Анатоліївна
Мітки: відновлення, деталей, не-базових, спосіб, сільськогосподарсько, техніки, чавунних, порожнистих, циліндричних
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення сталевих та чавунних деталей машин
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Канарчук Вадім Євгенович, Ткачук Володимир Микитович, Барилович Леонід Павлович, Вербовська Ніна Іванівна
МПК: C23C 8/00
Мітки: відновлення, сталевих, машин, спосіб, чавунних, деталей
Формула / Реферат:
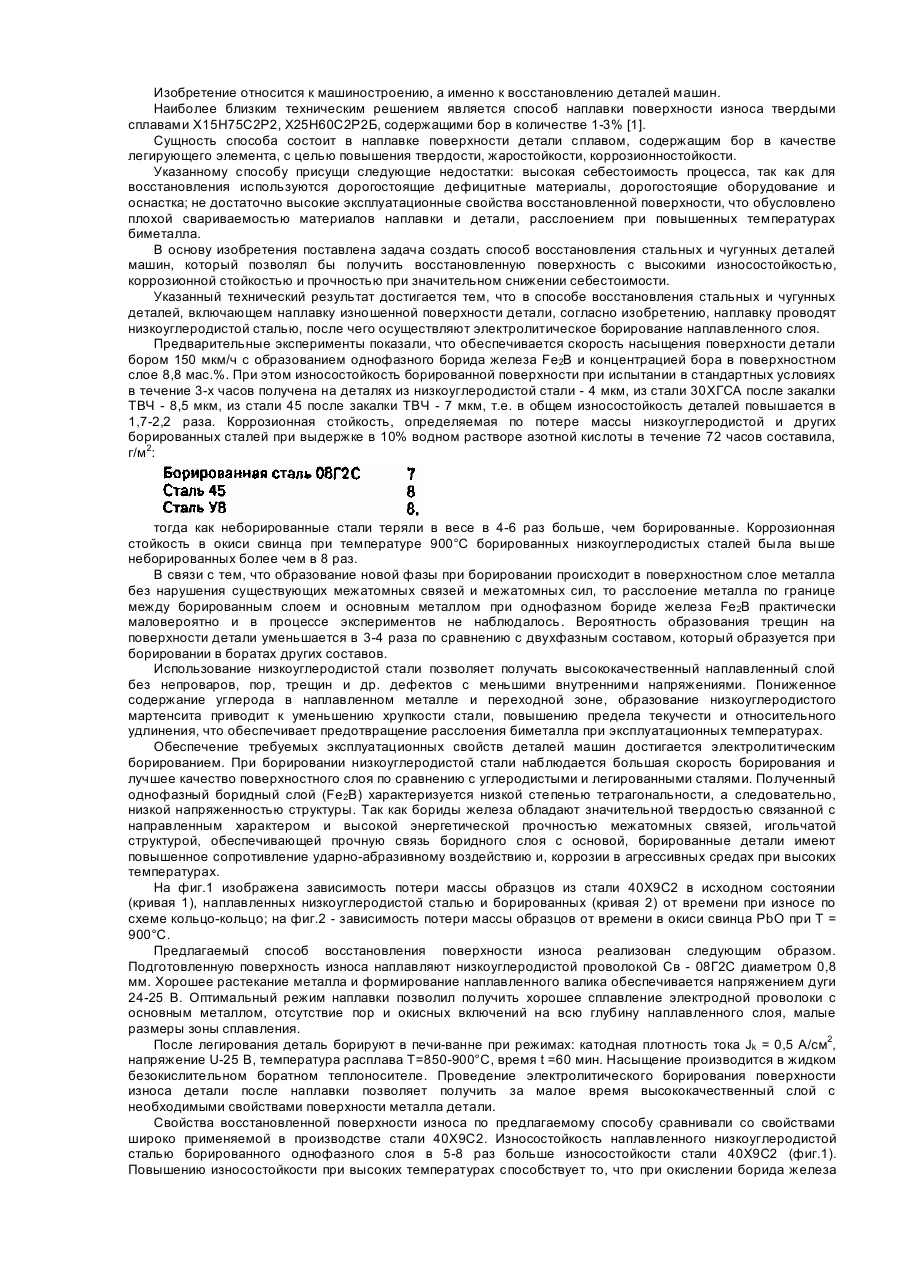
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Ружило Зіновій Володимирович, Карабиньош Сергій Степанович, Костащук Микола Іванович, Войтюк Валерій Дмитрович, Новицький Андрій Валентинович
МПК: B23P 6/00
Мітки: внутрішніх, посадочних, поверхонь, деталях, спосіб, працездатності, корпусних, відновлення
Формула / Реферат:
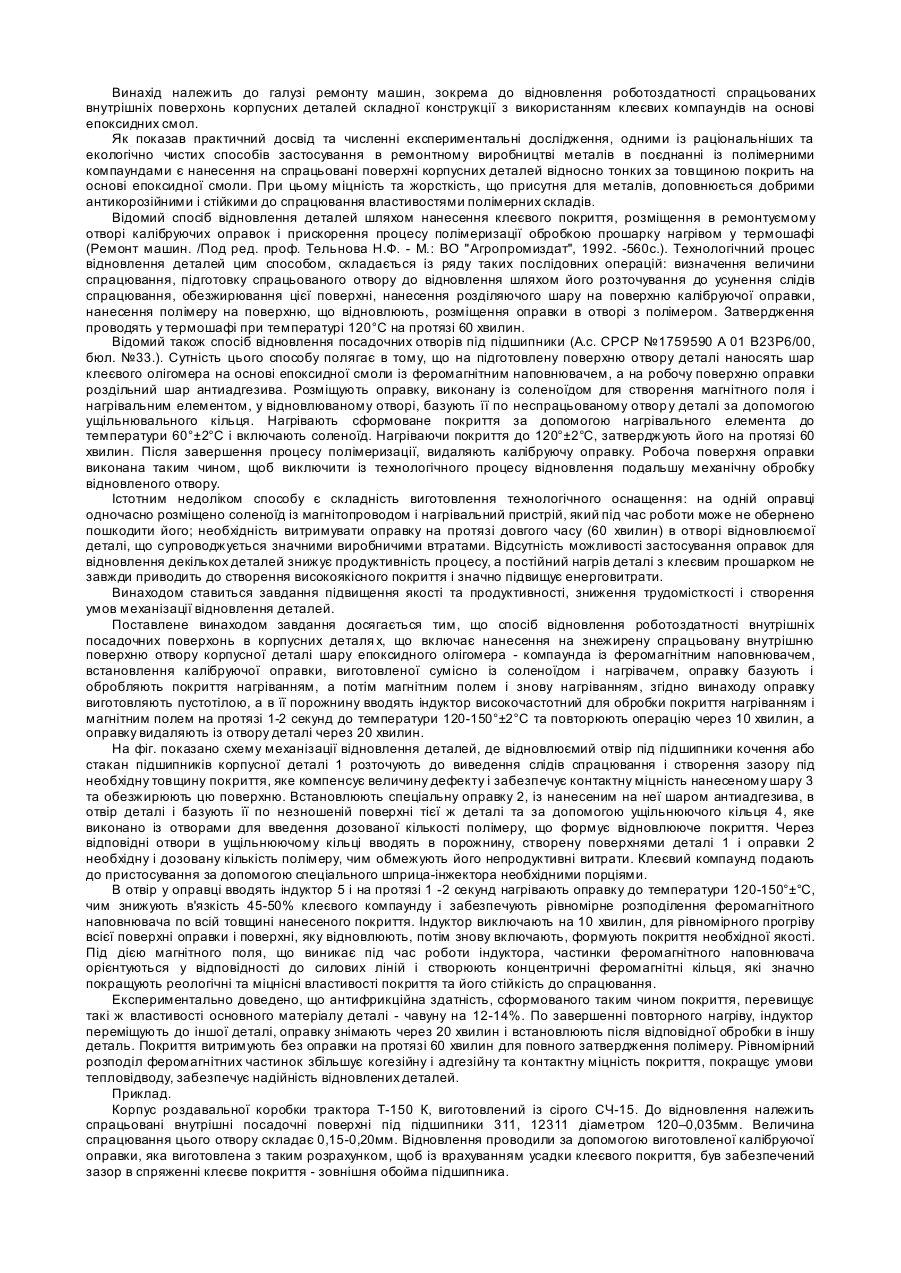
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється...
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Куценко Павло Миколайович, Куценко Микола Семенович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: спрацюванням, спосіб, деталей, однобічним, відновлення
Формула / Реферат:
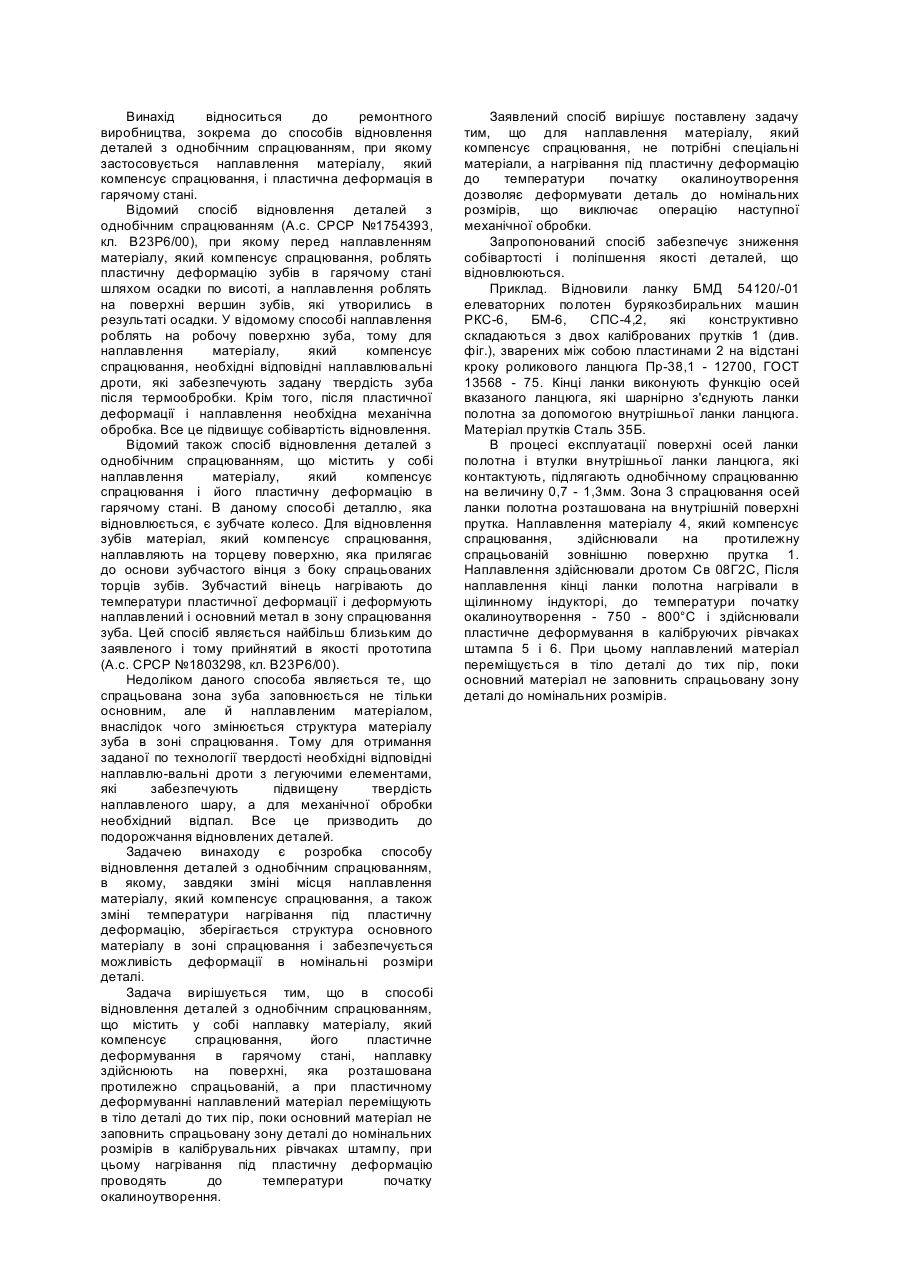
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Попередній патент: Змішувач періодичної дії
Наступний патент: Висяче покриття
Випадковий патент: Спосіб прогнозування зрощення перелому