Спосіб різання товстолистових металів
Номер патенту: 56603
Опубліковано: 25.01.2011
Автори: Попіль Юрій Станіславович, Гайдук Інна Валеріївна, Корж Віктор Миколайович

Формула / Реферат
Спосіб різання товстолистових металів, що включає газо-лазерне різання, причому лазером здійснюють тільки попередній нагрів металу до температури займання, який відрізняється тим, що видалення об'єму металу з зони різу здійснюють полум'ям воднево-кисневої суміші при наступному співвідношенні компонентів, %
водень
66-67,
кисень
решта.
Текст
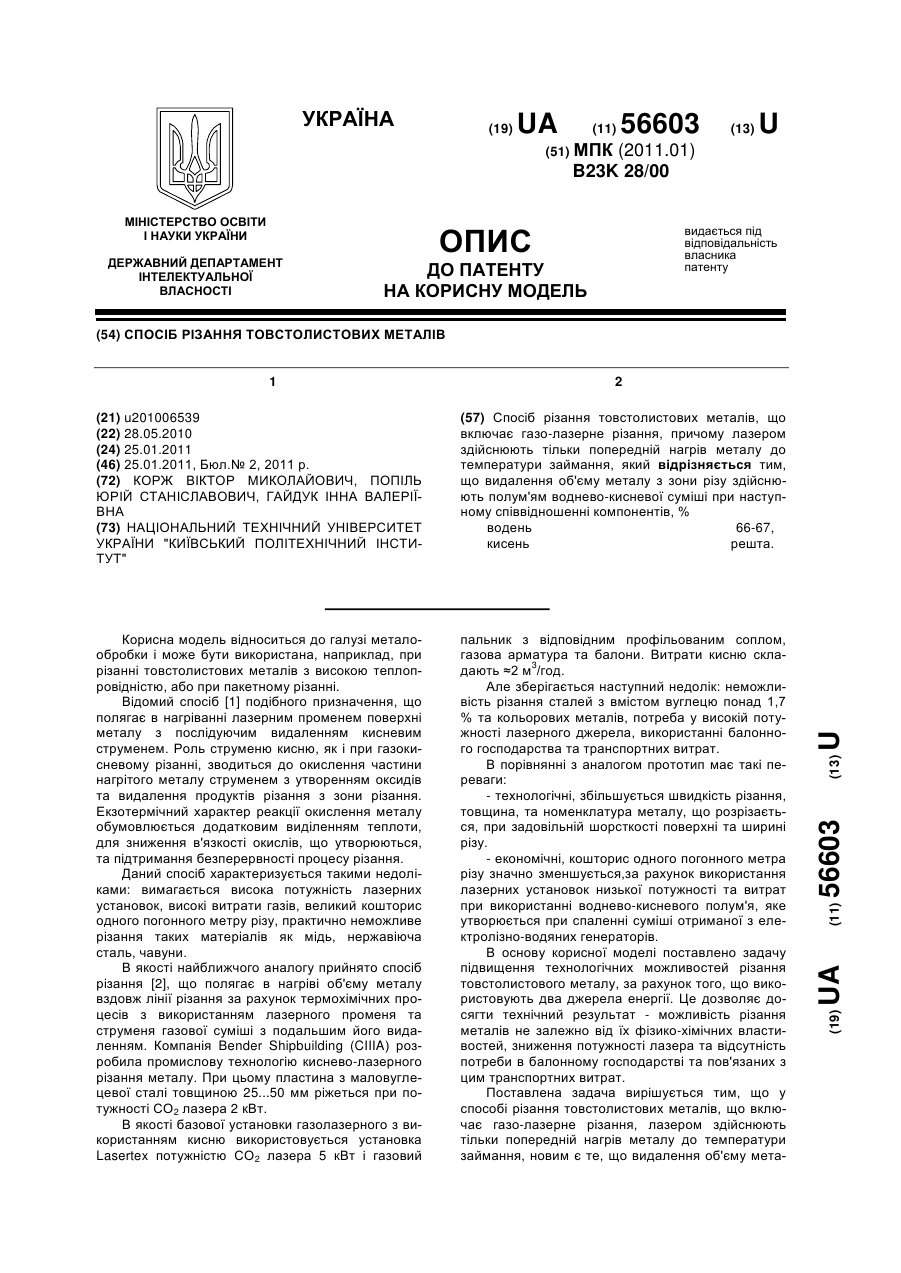
Спосіб різання товстолистових металів, що включає газо-лазерне різання, причому лазером здійснюють тільки попередній нагрів металу до температури займання, який відрізняється тим, що видалення об'єму металу з зони різу здійснюють полум'ям воднево-кисневої суміші при наступному співвідношенні компонентів, % водень 66-67, кисень решта. (19) (21) u201006539 (22) 28.05.2010 (24) 25.01.2011 (46) 25.01.2011, Бюл.№ 2, 2011 р. (72) КОРЖ ВІКТОР МИКОЛАЙОВИЧ, ПОПІЛЬ ЮРІЙ СТАНІСЛАВОВИЧ, ГАЙДУК ІННА ВАЛЕРІЇВНА (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 56603 лу з зони різу здійснюють полум'ям водневокисневої суміші при наступному співвідношенні компонентів, % водень 66...67, кисень решта. При різанні товстолистового металу з високою теплопровідністю застосування воднево-кисневого полум'я зводиться до видалення з різу об'єму металу, який був попередньо нагрітий лазерним променем до температури займання. При використанні стандартного інжекторного пальника і роздільній подачі газів з балонів, процес горіння нормального зварювального водневокисневого полум'я при =Vо2/Vн2=0,25. Воднево-киснева суміш, яку отримують з ЕВГ шляхом електролітичного розкладу води є хімічно однорідною газовою системою з співвідношенням =Vо2/Vн2=0,5. Дослідження складу продуктів горіння воднево-кисневого полум'я, отриманого при спаленні суміші, що виробляється ЕВГ, з урахуванням підсмоктування біля 15 % повітря у факел полум'я, показали, що сумарний вміст водню (Н+Н2) у дисоційованих продуктах горіння менше 42 %, що відповідає окислюючому характеру горіння полум'я. Необхідні для використовуваного полум'я газоподібні водень і кисень отримують безпосередньо на робочому місці шляхом електролізу, що виключає потребу в балонному господарстві і за 4 вдяки цьому відбувається зниження транспортних витрат. Сутність корисної моделі способу різання товстолистового металу пояснюється кресленнями, де на фіг. зображено схему різання товстолистового металу. Різання товстолистового металу здійснюється по наступній схемі (фіг.): лист металу, що ріжеться, встановлюють на пересувний стіл газолазерної установки, базують, виставляють та механічно закріплюють. На край металу підводять лазерну головку 2, яка фокусує лазерний промінь b, який нагріває край металу,що ріжуть до температури його плавлення або горіння в кисневовмістних сумішах. За лазерною головкою на відстані L переміщується газовий пальник 1, з якого витікає газовий струмінь воднево-кисневого полум'я а, який інтенсивно окислює і видаляє метал з зони різу. В якості прикладу реалізації способу можна використати газо-лазерну установку, в склад якої можуть входити лазер СО2 "Латос-31" з потужністю 1,5 кВт, електролізно-водний генератор А1803УХЛЧ, розроблений ІЕС ім. Є.О. Патона і виготовлений Броварським ОЗТ "Факел" з продуктивністю по виробленню пальної суміші 1,6 м3/год, або ЕВГ-1,5, розроблений і виготовлений в НТУУ "КШ". Даний спосіб може бути реалізований для вирізання деталей з товстолистового металу з такими технологічними параметрами (табл. 1). Таблиця 1 Нормативи газо-лазерного різання металу товщиною 20...50 мм з використанням воднево-кисневого полум'я Матеріал нержавіюча сталь низьковуглецева сталь мідь Товщина, мм Потужність лазера2, кВт 20 35 50 20 35 50 20 35 50 0,480 0,750 1,2 0,480 0,750 1,2 0,480 0,750 1,5 Джерела інформації: 1. Григорьянц А.Г. Основы лазерной обработки материалов. - М.: Машиностроение, 1989. - 304. с. - c. 246...249. Корж В.М. Газотермічна обробка матеріалів: Навчальний посібник. - К.: «Екотехнологія», 2005. 195 с. - с. 153...158. 2. Кайдалов А.А. Современные технологии термической и дистанционной резки конструкци Витрати ВКПа, м3/год 0,8 1,2 2,0 0,8 1,2 2,0 0,8 1,2 2,0 Діаметр наконечника пальника l, мм Швидкість різання, W м/хв 1,2 1,6 2,2 1,2 1,6. 2,2 1,2 1,6. 2,2 4 2,5 1,8 6 4 2 3 2 1 онных материалов.- К. «Екотехнологія», 2007. 456 с. - с. 178...181. 3. Хитрин Л.Н. Физика горения и взрыва. - М.: МГУ, 1957. - 447 с. - с. 118...121. 4. Шашков А.Н. Основы регулирование состава газосварочного пламени // Автогенное дело. 1946. - № 7. - с. 1...8. 5 Комп’ютерна верстка Д. Шеверун 56603 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting thick sheet metals
Автори англійськоюKorzh Viktor Mykolaiovych, Popil Yurii Stanislavovych, Haiduk Inna Valeriivna
Назва патенту російськоюСпособ резки толстолистовых металлов
Автори російськоюКорж Виктор Николаевич, Попиль Юрий Станиславович, Гайдук Инна Валерьевна
МПК / Мітки
МПК: B23K 28/00
Мітки: металів, спосіб, різання, товстолистових
Код посилання
<a href="https://ua.patents.su/3-56603-sposib-rizannya-tovstolistovikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання товстолистових металів</a>
Електродуговий плазмотрон для різання металів
Номер патенту: 7130
Опубліковано: 15.06.2005
Автори: Дзюба В'ячеслав Леонідович, Корсунов Костянтин Анатолійович, Чалєнко Анжеліка Валеріївна, Підгорна Наталія Олександрівна
МПК: B23K 10/00, H05B 7/22
Мітки: електродуговий, металів, різання, плазмотрон
Формула / Реферат:
Електродуговий плазмотрон для різання металів, що містить водоохолоджувальні сопло та ізольований від сопла електрод, який відрізняється тим, що в електроді виконано конусну порожнину, в якій розташовано п'ять термохімічних катодних вставок, причому чотири з них розташовано діаметрально по колу порожнини під кутом 45° відносно осі п'ятої вставки, розташованої в торці порожнини.
Екзотермічний стрижень для підводного киснево-термічного різання металів

Номер патенту: 12969
Опубліковано: 15.03.2006
Автори: Лебедєв Борис Володимирович, Рудинский Олександр Петрович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: киснево-термічного, підводного, стрижень, різання, металів, екзотермічний
Формула / Реферат:
Екзотермічний стрижень для підводного киснево-термічного різання металів, що виконаний з прутка довільного перерізу, який вписується в коло діаметром 6-16 мм і з внутрішнім центральним отвором діаметром 2-3 мм, виготовлений шляхом прокатки чи пресування, чи лиття з матеріалу, що горить у кисні з високою питомою температурою горіння, наприклад з магнію, алюмінію, титану і/чи їхніх сплавів.
Стрижень для підводного киснево-термічного різання металів у технологічній оболонці
Номер патенту: 12968
Опубліковано: 15.03.2006
Автори: Лебедєв Володимир Георгійович, Рудинский Олександр Петрович, Лебедєв Борис Володимирович
МПК: B23K 23/00
Мітки: киснево-термічного, підводного, стрижень, металів, різання, оболонці, технологічний
Формула / Реферат:
1. Стрижень для підводного киснево-термічного різання металів у технологічній оболонці, усередині якої, по її довжині, розташовані один чи декілька елементів з матеріалу, що горить у кисні з високою питомою теплотою згоряння, який відрізняється тим, що внутрішній діаметр оболонки складає 8-18 мм, один чи декілька елементів з матеріалу, що горить у кисні з високою питомою теплотою згоряння, розташованих в оболонці, має центральний подовжній...
Стрижень для підводного киснево-термічного різання металів з автономним запалюванням
Номер патенту: 12966
Опубліковано: 15.03.2006
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович, Рудинский Олександр Петрович
МПК: B23K 23/00
Мітки: киснево-термічного, різання, металів, автономним, стрижень, підводного, запалюванням
Формула / Реферат:
Екзотермічний стрижень для підводного киснево-термічного різання металів з автономним запалюванням, що складається з оболонки, усередині якої, по її довжині, розташовані один чи декілька елементів з матеріалу, що горить у кисні з високою питомою теплотою згоряння, який відрізняється тим, що головна частина стрижня містить запальну шашку, довжина якої дорівнює 0,1-0,2 довжини стрижня, причому згадана шашка має центральний отвір діаметром 1-3...
Електродуговий плазмотрон для різання металів
Номер патенту: 39386
Опубліковано: 15.06.2001
Автори: Дзюба В'ячеслав Леонідович, Корсунов Костянтин Анатолійович, Підгорна Наталія Олександрівна, Сергієнко Сергій Миколайович
МПК: H05B 7/22
Мітки: різання, металів, електродуговий, плазмотрон
Формула / Реферат:
Електродуговий плазмотрон для різання металів, який містить водоохолоджувальний корпус, електрично ізольований від корпуса водоохолоджувальний електрод та змінне сопло, який відрізняється тим, що сопло складається з двох частин, в одній з яких обтискаючий канал має форму зрізаного конуса, а в іншій - циліндра та в циліндричній частині обладнане тангенційними отворами, що з'єднують канал із вихровою камерою, яка утворена стінками сопла і...
Попередній патент: Теплообмінник для системи сипкий матеріал-рідина
Наступний патент: Спосіб різання тонколистових металів з високою відбиваючою здатністю
Випадковий патент: Спосіб визначення к.к.д. турбіни компресора газотурбінної установки в екслуатаційних умовах