Спосіб різання тонколистових металів з високою відбиваючою здатністю
Номер патенту: 56604
Опубліковано: 25.01.2011
Автори: Гайдук Інна Валеріївна, Попіль Юрій Станіславович, Корж Віктор Миколайович
Формула / Реферат
Спосіб різання тонколистових металів з високою відбиваючою здатністю поверхні, що включає різання лазерним променем з попереднім затемненням поверхні, що ріжеться, який відрізняється тим, що попереднє затемненням поверхні здійснюють газовим полум'ям, яке утворюють при спаленні воднево-кисневої суміші, отриманої з електролізно-водяних генераторів.
Текст
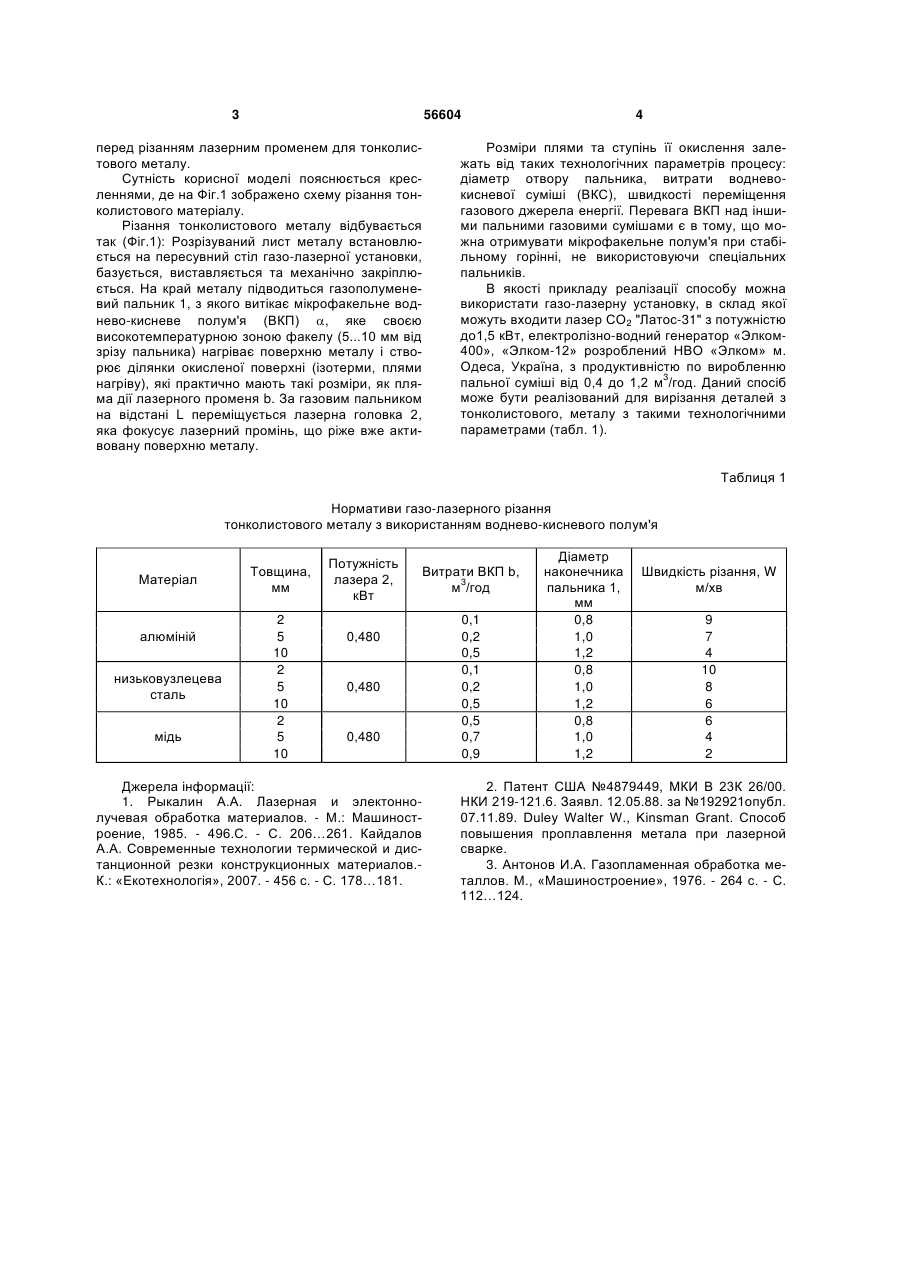
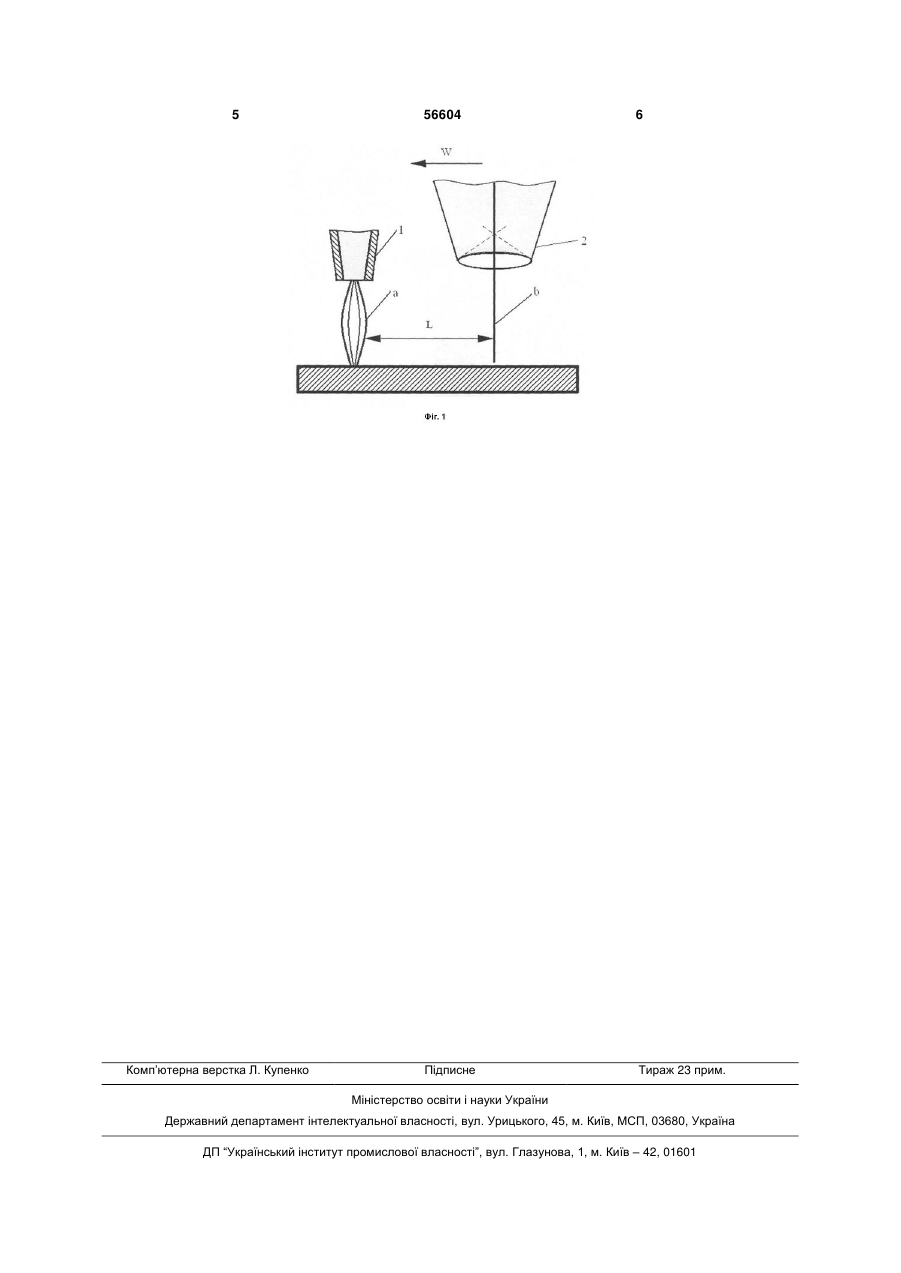
Спосіб різання тонколистових металів з високою відбиваючою здатністю поверхні, що включає різання лазерним променем з попереднім затемненням поверхні, що ріжеться, який відрізняється тим, що попереднє затемненням поверхні здійснюють газовим полум'ям, яке утворюють при спаленні воднево-кисневої суміші, отриманої з електролізно-водяних генераторів. (19) (21) u201006540 (22) 28.05.2010 (24) 25.01.2011 (46) 25.01.2011, Бюл.№ 2, 2011 р. (72) КОРЖ ВІКТОР МИКОЛАЙОВИЧ, ПОПІЛЬ ЮРІЙ СТАНІСЛАВОВИЧ, ГАЙДУК ІННА ВАЛЕРІЇВНА (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 56604 перед різанням лазерним променем для тонколистового металу. Сутність корисної моделі пояснюється кресленнями, де на Фіг.1 зображено схему різання тонколистового матеріалу. Різання тонколистового металу відбувається так (Фіг.1): Розрізуваний лист металу встановлюється на пересувний стіл газо-лазерної установки, базується, виставляється та механічно закріплюється. На край металу підводиться газополуменевий пальник 1, з якого витікає мікрофакельне воднево-кисневе полум'я (ВКП) , яке своєю високотемпературною зоною факелу (5...10 мм від зрізу пальника) нагріває поверхню металу і створює ділянки окисленої поверхні (ізотерми, плями нагріву), які практично мають такі розміри, як пляма дії лазерного променя b. За газовим пальником на відстані L переміщується лазерна головка 2, яка фокусує лазерний промінь, що ріже вже активовану поверхню металу. 4 Розміри плями та ступінь її окислення залежать від таких технологічних параметрів процесу: діаметр отвору пальника, витрати водневокисневої суміші (ВКС), швидкості переміщення газового джерела енергії. Перевага ВКП над іншими пальними газовими сумішами є в тому, що можна отримувати мікрофакельне полум'я при стабільному горінні, не використовуючи спеціальних пальників. В якості прикладу реалізації способу можна використати газо-лазерну установку, в склад якої можуть входити лазер СО2 "Латос-31" з потужністю до1,5 кВт, електролізно-водний генератор «Элком400», «Элком-12» розроблений HBO «Элком» м. Одеса, Україна, з продуктивністю по виробленню пальної суміші від 0,4 до 1,2 м3/год. Даний спосіб може бути реалізований для вирізання деталей з тонколистового, металу з такими технологічними параметрами (табл. 1). Таблиця 1 Нормативи газо-лазерного різання тонколистового металу з використанням воднево-кисневого полум'я Матеріал алюміній низьковузлецева сталь мідь Товщина, мм 2 5 10 2 5 10 2 5 10 Потужність лазера 2, кВт 0,480 0,480 0,480 Джерела інформації: 1. Рыкалин А.А. Лазерная и электоннолучевая обработка материалов. - М.: Машиностроение, 1985. - 496.С. - С. 206…261. Кайдалов А.А. Современные технологии термической и дистанционной резки конструкционных материалов.К.: «Екотехнологія», 2007. - 456 с. - С. 178…181. Витрати ВКП b, м3/год 0,1 0,2 0,5 0,1 0,2 0,5 0,5 0,7 0,9 Діаметр наконечника пальника 1, мм 0,8 1,0 1,2 0,8 1,0 1,2 0,8 1,0 1,2 Швидкість різання, W м/хв 9 7 4 10 8 6 6 4 2 2. Патент США №4879449, МКИ В 23К 26/00. НКИ 219-121.6. Заявл. 12.05.88. за №192921опубл. 07.11.89. Duley Walter W., Kinsman Grant. Способ повышения проплавлення метала при лазерной сварке. 3. Антонов И.А. Газопламенная обработка металлов. М., «Машиностроение», 1976. - 264 с. - С. 112…124. 5 Комп’ютерна верстка Л. Купенко 56604 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting sheet metals with high reflection power
Автори англійськоюKorzh Viktor Mykolaiovych, Popil Yurii Stanislavovych, Haiduk Inna Valeriivna
Назва патенту російськоюСпособ резки тонколистовых металлов c высокой отражающей способностью
Автори російськоюКорж Виктор Николаевич, Попиль Юрий Станиславович, Гайдук Инна Валерьевна
МПК / Мітки
МПК: B23K 28/00
Мітки: здатністю, металів, тонколистових, високою, різання, спосіб, відбиваючою
Код посилання
<a href="https://ua.patents.su/3-56604-sposib-rizannya-tonkolistovikh-metaliv-z-visokoyu-vidbivayuchoyu-zdatnistyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання тонколистових металів з високою відбиваючою здатністю</a>
Спосіб різання товстолистових металів
Номер патенту: 56603
Опубліковано: 25.01.2011
Автори: Гайдук Інна Валеріївна, Попіль Юрій Станіславович, Корж Віктор Миколайович
МПК: B23K 28/00
Мітки: товстолистових, різання, металів, спосіб
Формула / Реферат:
Спосіб різання товстолистових металів, що включає газо-лазерне різання, причому лазером здійснюють тільки попередній нагрів металу до температури займання, який відрізняється тим, що видалення об'єму металу з зони різу здійснюють полум'ям воднево-кисневої суміші при наступному співвідношенні компонентів, % водень 66-67, кисень решта.
Спосіб визначення міжелементної нерівномірності яскравості свічення екрана електронно-променевої трубки з високою розрізняльною здатністю
Номер патенту: 12909
Опубліковано: 28.02.1997
Автори: Війтович Богдан Іванович, Дужий Теодозій Михайлович, Назарчук Юрій Веніаминович
МПК: H01J 9/42
Мітки: трубки, високою, спосіб, розрізняльною, нерівномірності, здатністю, електронно-променевої, міжелементної, визначення, екрана, свічення, яскравості
Формула / Реферат:
Способ определения межэлементной неравномерности яркости свечения экрана электронно-лучевой трубки высокого разрешения, включающий однострочную развертку сфокусированного электронного пятна на экране трубки, преобразование светового сигнала от элемента строки в электрический сигнал, воспроизведение и измерение электрического сигнала на экране осциллографа и оценку межэлементной неравномерности яркости, отличающийся тем, что развертку...
Спосіб штампування деталей з тонколистових металів
Номер патенту: 34846
Опубліковано: 26.08.2008
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Тітов Андрій Вячеславович, Холявік Ольга Віталіївна, Рощина Іванна Анатоліївна
МПК: B21D 22/00
Мітки: штампування, спосіб, тонколистових, металів, деталей
Формула / Реферат:
Спосіб штампування деталей з тонколистових металів, при якому тонколистову заготовку розміщують між двома технологічними прокладками та здійснюють їх спільне штампування з наступним відокремленням заготовки від прокладок, який відрізняється тим, що як матеріал прокладок використовують сплав Вуда.
Пристрій для газокисневого різання і зварювання металів

Номер патенту: 770
Опубліковано: 15.03.2001
Автори: Кагановський Андрій Йосипович, Лисенко Юрій Миколайович
МПК: B23K 5/00, F23D 14/42, F23D 14/40, B23K 7/00
Мітки: газокисневого, різання, пристрій, металів, зварювання
Формула / Реферат:
1. Пристрій для газокисневого різання і зварювання металів, який містить корпус з виконаними в ньому, каналами подачі кисню і горючого газу, наконечник з мундштуком, інжектор і змішувальну камеру з циліндричною частиною і дифузором, який відрізняється тим, що циліндрична частина змішувально; камери пристрою виконана в одній деталі з інжектором, указана деталь виконана змінною, а в корпусі виконана порожнина для установки указаної змінної...
Електродуговий плазмотрон для різання металів
Номер патенту: 7130
Опубліковано: 15.06.2005
Автори: Підгорна Наталія Олександрівна, Корсунов Костянтин Анатолійович, Чалєнко Анжеліка Валеріївна, Дзюба В'ячеслав Леонідович
МПК: H05B 7/22, B23K 10/00
Мітки: металів, плазмотрон, різання, електродуговий
Формула / Реферат:
Електродуговий плазмотрон для різання металів, що містить водоохолоджувальні сопло та ізольований від сопла електрод, який відрізняється тим, що в електроді виконано конусну порожнину, в якій розташовано п'ять термохімічних катодних вставок, причому чотири з них розташовано діаметрально по колу порожнини під кутом 45° відносно осі п'ятої вставки, розташованої в торці порожнини.
Попередній патент: Спосіб різання товстолистових металів
Наступний патент: Гідропривід переміщення транспортного засобу
Випадковий патент: Годинник