Тримач напівавтомата
Формула / Реферат
1. Держатель полуавтомата, состоящий из мундштука, ручки с пусковой кнопкой и гибкого шланга, отличающийся тем, что мундштук выполнен изогнутым по радиусу (60-70) dэ. где dэ - диаметр электродной проволоки в мм, ручка с каналом для размещения гибкого шланга выполнена изогнутой по радиусу 170-220 мм, при этом оси мундштука и канала в ручке совпадают, место соединения гибкой части шланга с мундштуком размещено внутри ручки, заднее выходное отверстие ручки выполнено расширяющимся и имеющим следующие размеры в мм: dн=dш. Iк=2 dш. dк=1,5 dш. где dш - наружный диаметр гибкого шланга в мм; dH и dк - начальный и конечный диаметры выходного отверстия, мм; IК - длина расходящегося отверстия в мм.
2. Держатель полуавтомата по п. 1, οтличающийся тем, что мундштук соединен с передним соединительным элементом гибкого шланга резьбовым соединением и снабжен контргайкой, фиксирующей мундштук в заданном положении относительно ручки.
3. Держатель полуавтомата по пп.1 и 2, отличающийся тем, что мундштук и гибкий шланг закреплены в ручке в нескольких местах через теплоизолирующие прокладки.
Текст
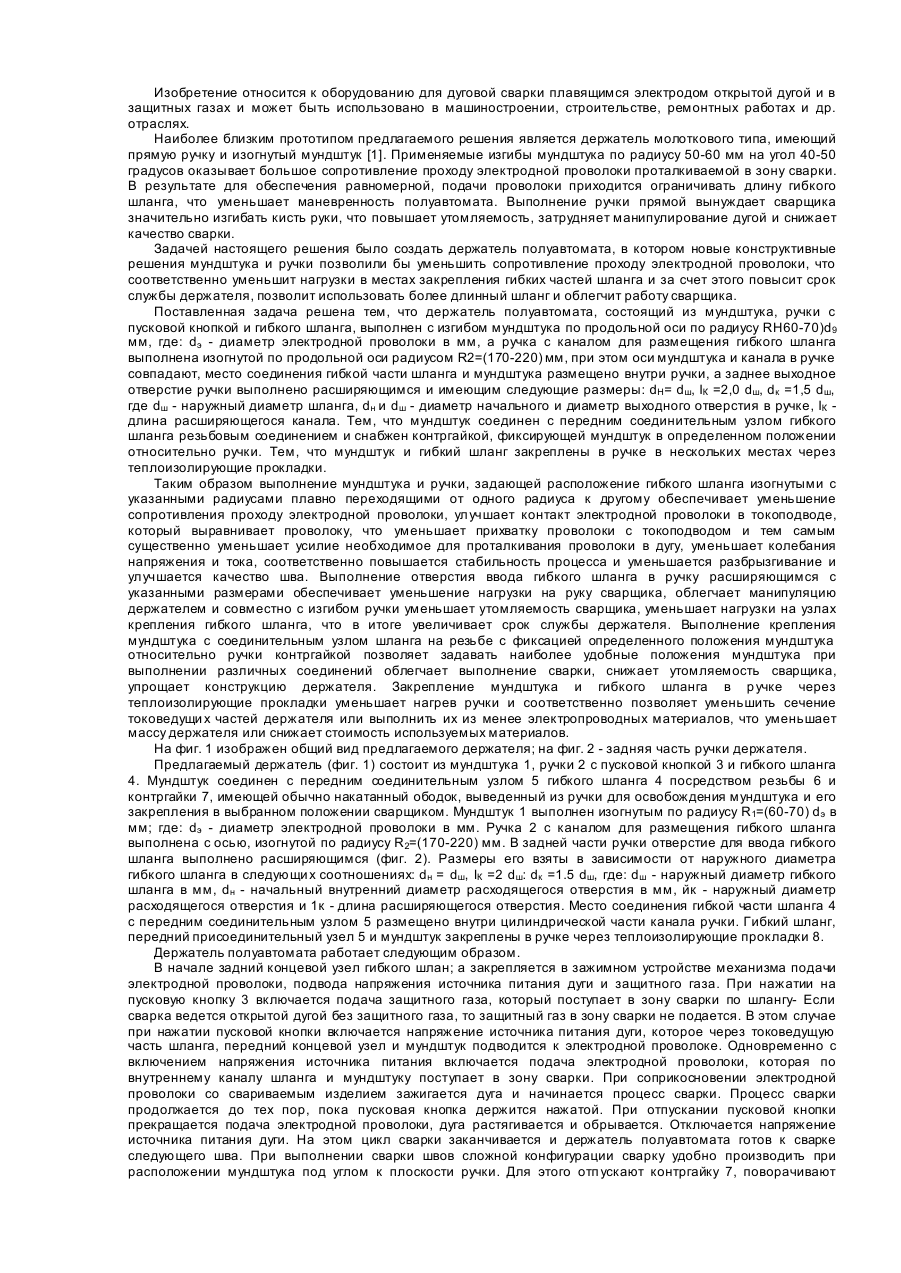
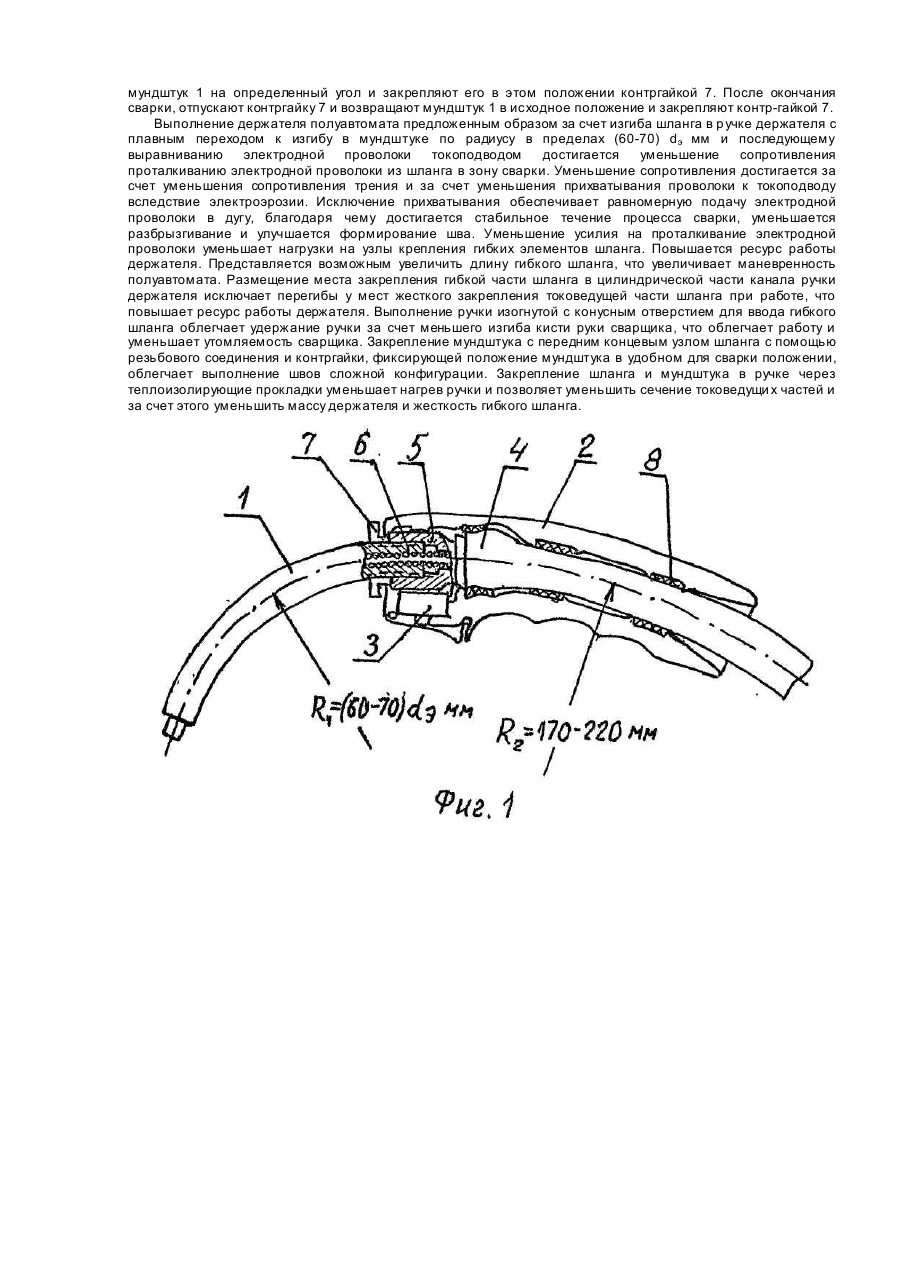
Изобретение относится к оборудованию для дуговой сварки плавящимся электродом открытой дугой и в защитных газах и может быть использовано в машиностроении, строительстве, ремонтных работах и др. отраслях. Наиболее близким прототипом предлагаемого решения является держатель молоткового типа, имеющий прямую ручку и изогнутый мундштук [1]. Применяемые изгибы мундштука по радиусу 50-60 мм на угол 40-50 градусов оказывает большое сопротивление проходу электродной проволоки проталкиваемой в зону сварки. В результате для обеспечения равномерной, подачи проволоки приходится ограничивать длину гибкого шланга, что уменьшает маневренность полуавтомата. Выполнение ручки прямой вынуждает сварщика значительно изгибать кисть руки, что повышает утомляемость, затрудняет манипулирование дугой и снижает качество сварки. Задачей настоящего решения было создать держатель полуавтомата, в котором новые конструктивные решения мундштука и ручки позволили бы уменьшить сопротивление проходу электродной проволоки, что соответственно уменьшит нагрузки в местах закрепления гибких частей шланга и за счет этого повысит срок службы держателя, позволит использовать более длинный шланг и облегчит работу сварщика. Поставленная задача решена тем, что держатель полуавтомата, состоящий из мундштука, ручки с пусковой кнопкой и гибкого шланга, выполнен с изгибом мундштука по продольной оси по радиусу RH60-70)d9 мм, где: dэ - диаметр электродной проволоки в мм, а ручка с каналом для размещения гибкого шланга выполнена изогнутой по продольной оси радиусом R2=(170-220) мм, при этом оси мундштука и канала в ручке совпадают, место соединения гибкой части шланга и мундштука размещено внутри ручки, а заднее выходное отверстие ручки выполнено расширяющимся и имеющим следующие размеры: dH= dш, IК =2,0 dш, dк =1,5 dш, где dш - наружный диаметр шланга, dн и dш - диаметр начального и диаметр выходного отверстия в ручке, IК длина расширяющегося канала. Тем, что мундштук соединен с передним соединительным узлом гибкого шланга резьбовым соединением и снабжен контргайкой, фиксирующей мундштук в определенном положении относительно ручки. Тем, что мундштук и гибкий шланг закреплены в ручке в нескольких местах через теплоизолирующие прокладки. Таким образом выполнение мундштука и ручки, задающей расположение гибкого шланга изогнутыми с указанными радиусами плавно переходящими от одного радиуса к другому обеспечивает уменьшение сопротивления проходу электродной проволоки, улучшает контакт электродной проволоки в токоподводе, который выравнивает проволоку, что уменьшает прихватку проволоки с токоподводом и тем самым существенно уменьшает усилие необходимое для проталкивания проволоки в дугу, уменьшает колебания напряжения и тока, соответственно повышается стабильность процесса и уменьшается разбрызгивание и улучшается качество шва. Выполнение отверстия ввода гибкого шланга в ручку расширяющимся с указанными размерами обеспечивает уменьшение нагрузки на руку сварщика, облегчает манипуляцию держателем и совместно с изгибом ручки уменьшает утомляемость сварщика, уменьшает нагрузки на узлах крепления гибкого шланга, что в итоге увеличивает срок службы держателя. Выполнение крепления мундштука с соединительным узлом шланга на резьбе с фиксацией определенного положения мундштука относительно ручки контргайкой позволяет задавать наиболее удобные положения мундштука при выполнении различных соединений облегчает выполнение сварки, снижает утомляемость сварщика, упрощает конструкцию держателя. Закрепление мундштука и гибкого шланга в р учке через теплоизолирующие прокладки уменьшает нагрев ручки и соответственно позволяет уменьшить сечение токоведущи х частей держателя или выполнить их из менее электропроводных материалов, что уменьшает массу держателя или снижает стоимость используемых материалов. На фиг. 1 изображен общий вид предлагаемого держателя; на фиг. 2 - задняя часть ручки держателя. Предлагаемый держатель (фиг. 1) состоит из мундштука 1, ручки 2 с пусковой кнопкой 3 и гибкого шланга 4. Мундштук соединен с передним соединительным узлом 5 гибкого шланга 4 посредством резьбы 6 и контргайки 7, имеющей обычно накатанный ободок, выведенный из ручки для освобождения мундштука и его закрепления в выбранном положении сварщиком. Мундштук 1 выполнен изогнутым по радиусу R1=(60-70) d э в мм; где: dэ - диаметр электродной проволоки в мм. Ручка 2 с каналом для размещения гибкого шланга выполнена с осью, изогнутой по радиусу R 2=(170-220) мм. В задней части ручки отверстие для ввода гибкого шланга выполнено расширяющимся (фиг. 2). Размеры его взяты в зависимости от наружного диаметра гибкого шланга в следующи х соотношениях: dн = dш, IК =2 dш: dк =1.5 dш, где: dш - наружный диаметр гибкого шланга в мм, dн - начальный внутренний диаметр расходящегося отверстия в мм, йк - наружный диаметр расходящегося отверстия и 1к - длина расширяющегося отверстия. Место соединения гибкой части шланга 4 с передним соединительным узлом 5 размещено внутри цилиндрической части канала ручки. Гибкий шланг, передний присоединительный узел 5 и мундштук закреплены в ручке через теплоизолирующие прокладки 8. Держатель полуавтомата работает следующим образом. В начале задний концевой узел гибкого шлан; а закрепляется в зажимном устройстве механизма подачи электродной проволоки, подвода напряжения источника питания дуги и защитного газа. При нажатии на пусковую кнопку 3 включается подача защитного газа, который поступает в зону сварки по шлангу- Если сварка ведется открытой дугой без защитного газа, то защитный газ в зону сварки не подается. В этом случае при нажатии пусковой кнопки включается напряжение источника питания дуги, которое через токоведущую часть шланга, передний концевой узел и мундштук подводится к электродной проволоке. Одновременно с включением напряжения источника питания включается подача электродной проволоки, которая по внутреннему каналу шланга и мундштуку поступает в зону сварки. При соприкосновении электродной проволоки со свариваемым изделием зажигается дуга и начинается процесс сварки. Процесс сварки продолжается до тех пор, пока пусковая кнопка держится нажатой. При отпускании пусковой кнопки прекращается подача электродной проволоки, дуга растягивается и обрывается. Отключается напряжение источника питания дуги. На этом цикл сварки заканчивается и держатель полуавтомата готов к сварке следующего шва. При выполнении сварки швов сложной конфигурации сварку удобно производить при расположении мундштука под углом к плоскости ручки. Для этого отп ускают контргайку 7, поворачивают мундштук 1 на определенный угол и закрепляют его в этом положении контргайкой 7. После окончания сварки, отпускают контргайку 7 и возвращают мундштук 1 в исходное положение и закрепляют контр-гайкой 7. Выполнение держателя полуавтомата предложенным образом за счет изгиба шланга в р учке держателя с плавным переходом к изгибу в мундштуке по радиусу в пределах (60-70) dэ мм и последующему выравниванию электродной проволоки токоподводом достигается уменьшение сопротивления проталкиванию электродной проволоки из шланга в зону сварки. Уменьшение сопротивления достигается за счет уменьшения сопротивления трения и за счет уменьшения прихватывания проволоки к токоподводу вследствие электроэрозии. Исключение прихватывания обеспечивает равномерную подачу электродной проволоки в дугу, благодаря чему достигается стабильное течение процесса сварки, уменьшается разбрызгивание и улучшается формирование шва. Уменьшение усилия на проталкивание электродной проволоки уменьшает нагрузки на узлы крепления гибких элементов шланга. Повышается ресурс работы держателя. Представляется возможным увеличить длину гибкого шланга, что увеличивает маневренность полуавтомата. Размещение места закрепления гибкой части шланга в цилиндрической части канала ручки держателя исключает перегибы у мест жесткого закрепления токоведущей части шланга при работе, что повышает ресурс работы держателя. Выполнение ручки изогнутой с конусным отверстием для ввода гибкого шланга облегчает удержание ручки за счет меньшего изгиба кисти руки сварщика, что облегчает работу и уменьшает утомляемость сварщика. Закрепление мундштука с передним концевым узлом шланга с помощью резьбового соединения и контргайки, фиксирующей положение мундштука в удобном для сварки положении, облегчает выполнение швов сложной конфигурации. Закрепление шланга и мундштука в ручке через теплоизолирующие прокладки уменьшает нагрев ручки и позволяет уменьшить сечение токоведущи х частей и за счет этого уменьшить массу держателя и жесткость гибкого шланга.
ДивитисяДодаткова інформація
Автори англійськоюPotap'evskyi Arkadii Hryhorovych
Автори російськоюПотапьевский Аркадий Григорьевич
МПК / Мітки
МПК: B23K 9/173
Мітки: тримач, напівавтомата
Код посилання
<a href="https://ua.patents.su/3-57-trimach-napivavtomata.html" target="_blank" rel="follow" title="База патентів України">Тримач напівавтомата</a>
Тримач еластичної трубчатої тари
Номер патенту: 17311
Опубліковано: 01.04.1997
Автори: Ніжарадзе Сємьон Гєоргієвіч, Пєшков Сергій Сергійович
МПК: B65D 23/10, B65D 35/00
Мітки: тари, тримач, еластичної, трубчатої
Формула / Реферат:
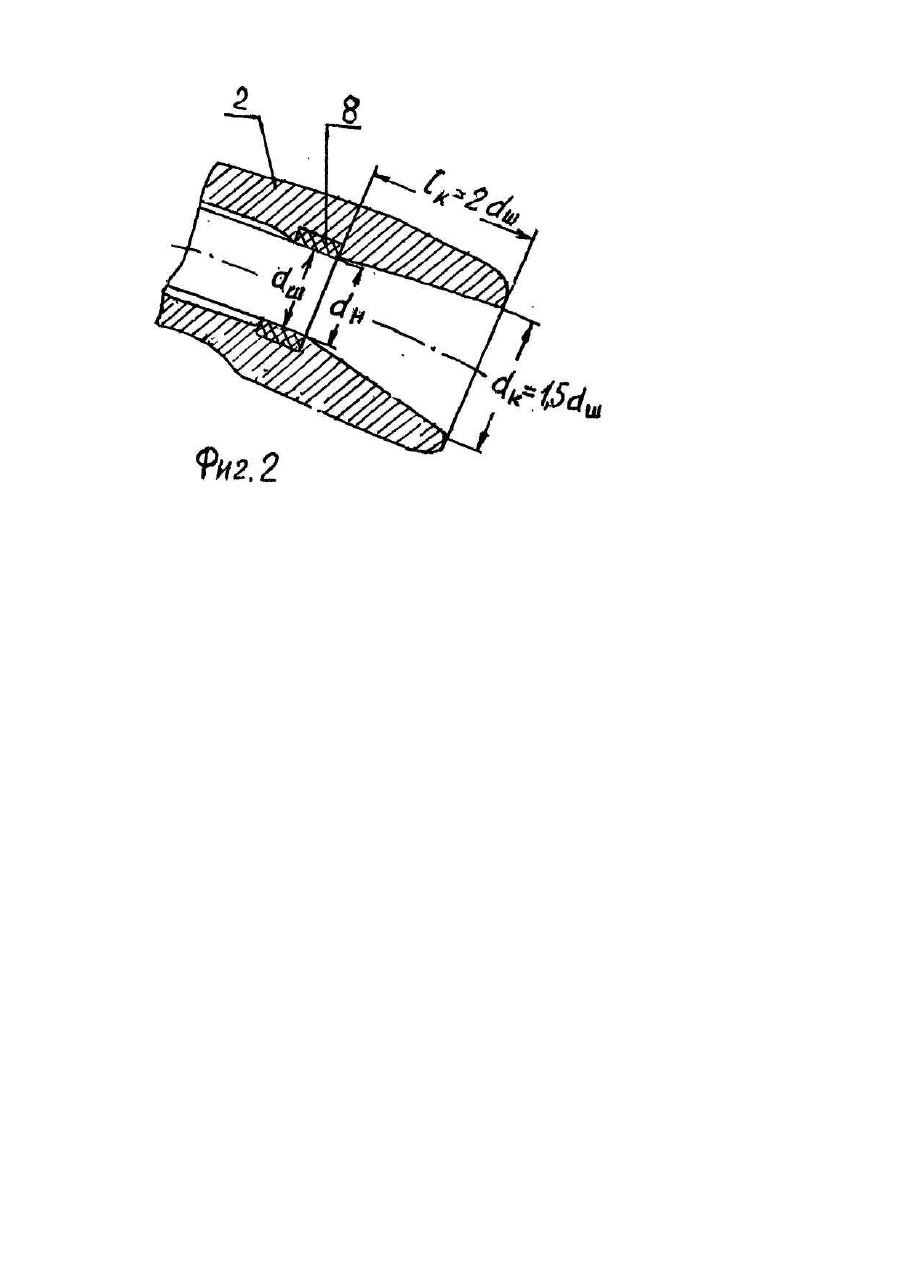
1. Держатель для эластичной трубчатой тары, содержащий ручку с запорным кольцом, отличающийся тем, что ручка с противоположной запорному кольцу стороны имеет основание в виде кольца, внутренний диаметр которого больше, чем диаметр дна эластичной трубчатой тары, между основанием и запорным кольцом расположены, по меньшей мере, два ребра жесткости, а запорное кольцо выполнено в виде захвата горлышка тары.2. Держатель по п.1, отличающийся...
Тримач авіаційних вантажів літального апарату
Номер патенту: 1055
Опубліковано: 30.12.1993
Автор: Родних Сергій Євгенович
МПК: B64D 1/00
Мітки: літального, тримач, апарату, вантажів, авіаційних
Формула / Реферат:
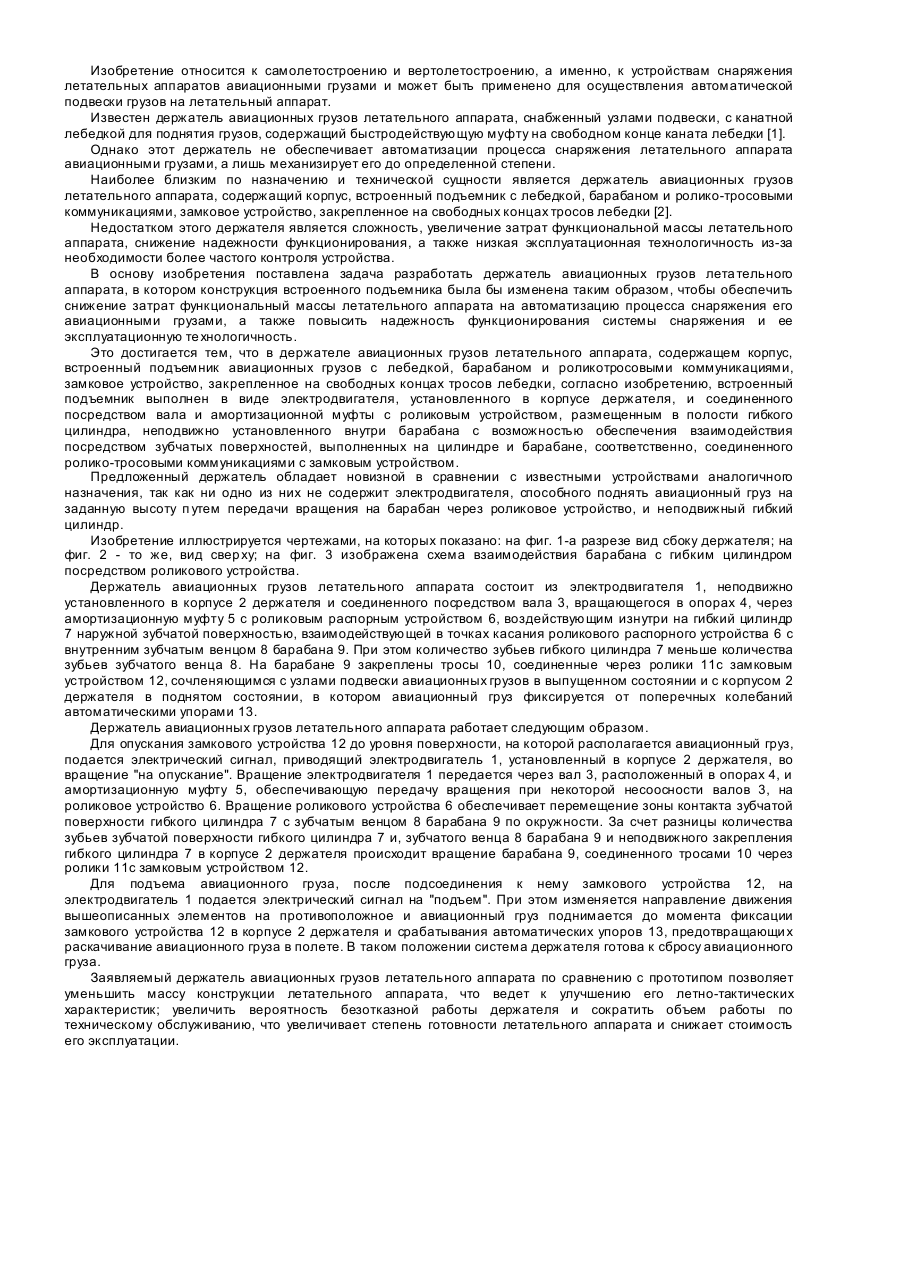
Держатель авиационных грузов летательного аппарата, содержащий корпус, встроенный подъемник авиационных грузов с лебедкой, барабаном и ролико-тросовыми коммуникациями, замковое устройство, закрепленное на свободных концах тросов лебедки, отличающийся тем, что в нем встроенный подъемник выполнен в виде электродвигателя, установленного в корпусе держателя и соединенного посредством вала и амортизационной муфты с роликовым устройством,...
Пристрій для зварювання електродом, що плавиться
Номер патенту: 4538
Опубліковано: 28.12.1994
Автори: Лендел Володимир Іванович, Ромочевський Іван Федорович, Рубіна Віра Олексіївна, Дудко Данило Андрійович, Потап'євський Аркадій Григорович
МПК: B23K 9/173
Мітки: зварювання, електродом, пристрій, плавиться
Формула / Реферат:
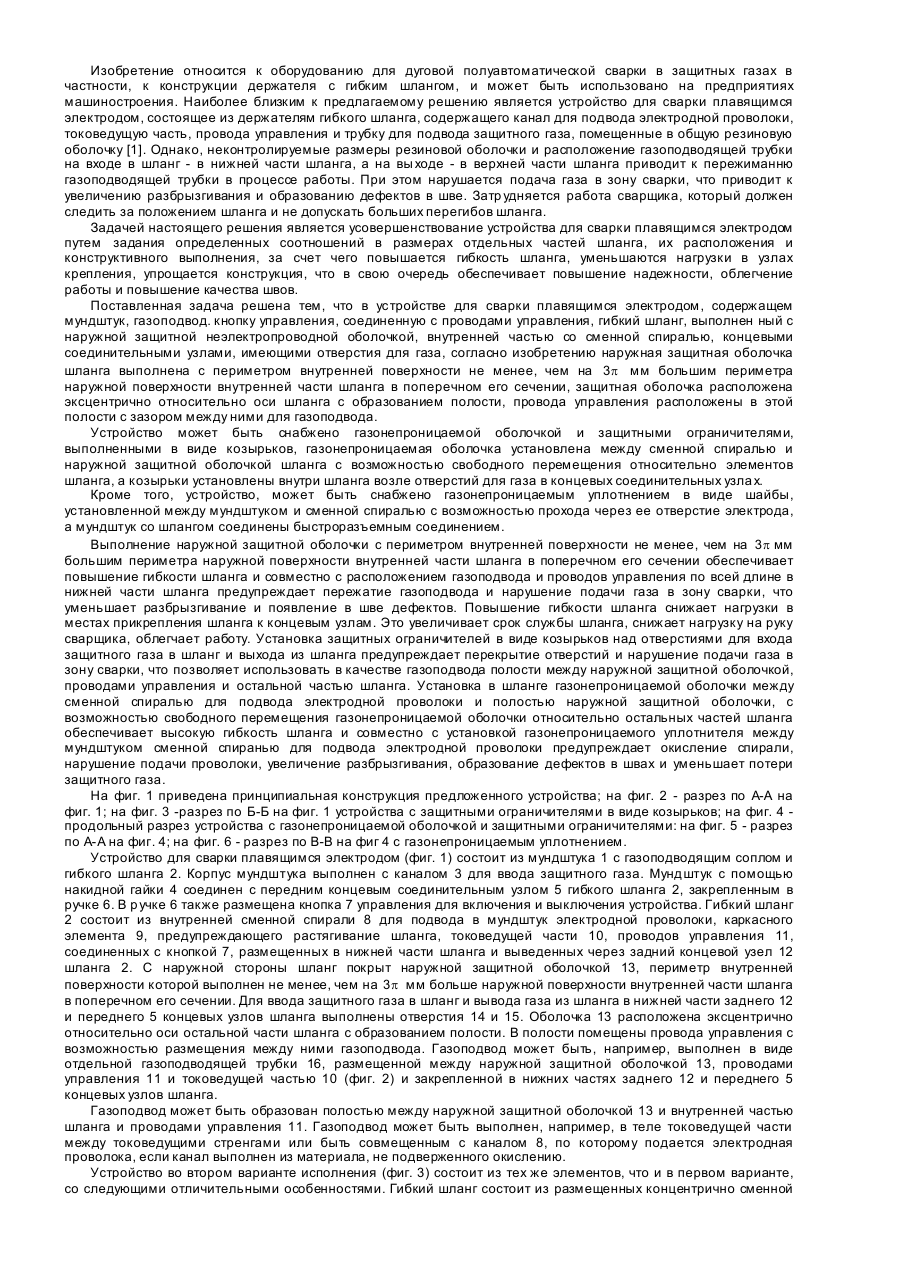
1. Устройство для сварки плавящимся електродом, содержащее мундштук, газоподвод, кнопку управления, соединенную с проводами управления, гибкий шланг, выполненный с наружной защитной неэлектропроводной оболочкой, внутренней частью со сменной спиралью, концевыми соединительными узлами, имеющими отверстия для газа, отличающееся тем, что наружная оболочка шланга выполнена с периметром внутренней поверхности не менее, чем на 3 мм большим...
Тримач для дуги оббивки покрівлі транспортного засобу

Номер патенту: 186
Опубліковано: 30.04.1993
Автори: Арзамасков Лев Іванович, Шепелев Олег Костянтинович
МПК: B60R 13/02
Мітки: покрівлі, тримач, дуги, засобу, оббивки, транспортного
Формула / Реферат:
Формула изобретенияДержатель для дуги обивки крыши транспортного средства, например, автомобиля, состоящий из приемной части с гнездом для дуги и из крепежной части, установленной в панели кузова, отличающийся тем, что, с целью облегчения процесса сборки крыши и экономии материала, гнездо приемной части выполнено с клиновидным пазом, а крепежная часть выполнена в виде выступа тра пециевидной формы в поперечном сечении и с...
Плавкий мундштук
Номер патенту: 12019
Опубліковано: 25.12.1996
Автори: Єрегін Лев Павлович, Савченко Іван Сергійович, Малай Олександр Євстафійович
МПК: B23K 25/00
Формула / Реферат:
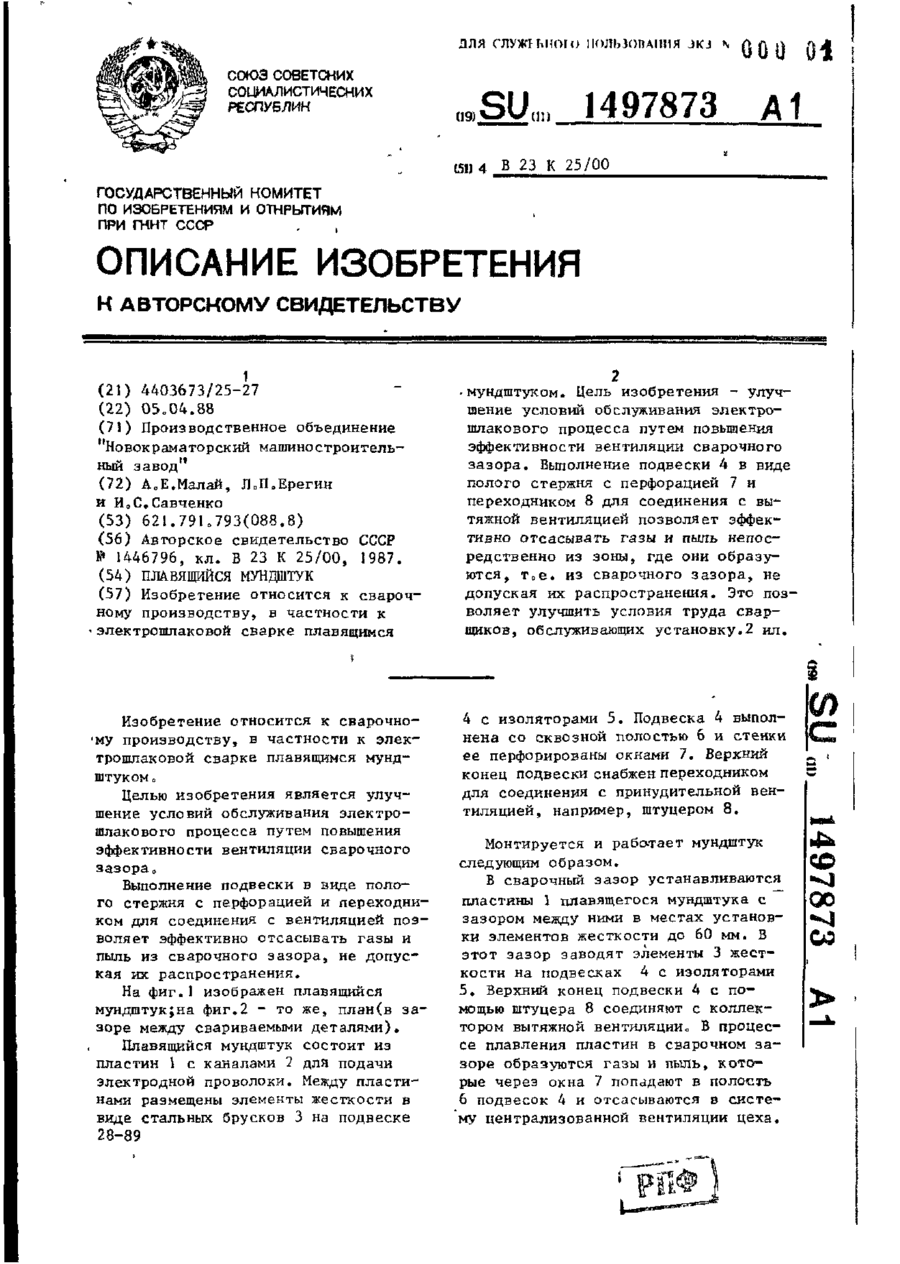
Плавящийся мундштук по авт.св. № 1446796, отличающийся тем, что, с целью улучшения условий обслуживания процесса сварки путем повышения эффективности вентиляции сварочного зазора, подвеска элемента жесткости выполнена в виде полого с перфорированными стенками стержня, верхний конец которого снабжен переходником для соединения с системой вытяжной вентиляцией.
Попередній патент: Аплікатор ляпка м.г.
Наступний патент: Тримач з гнучким шлангом
Випадковий патент: Пояс завіси внутрішнього охолодження камери ракетного двигуна