Спосіб модифікування чавуну
Номер патенту: 57979
Опубліковано: 25.03.2011
Автори: Калінін Василь Тимофійович, Кондрат Олександра Олександрівна, Сусло Наталія Валеріївна
Формула / Реферат
1. Спосіб модифікування чавуну переважно при виробництві вибілених прокатних валків і мелючих куль, який включає введення в чавунний розплав брикетів, що містять порошки селену і міді, який відрізняється тим, що до складу брикету додатково вводять нанодисперсний порошок карбонітриду титану при наступному співвідношенні компонентів, мас. %:
селен
30-40
карбонітрид титану
25-35
мідь
решта.
2. Спосіб модифікування чавуну за п. 1, який відрізняється тим, що розмір часток нанодисперсного порошку карбонітриду титану становить 0,01 ... 0,1 мкм.
Текст
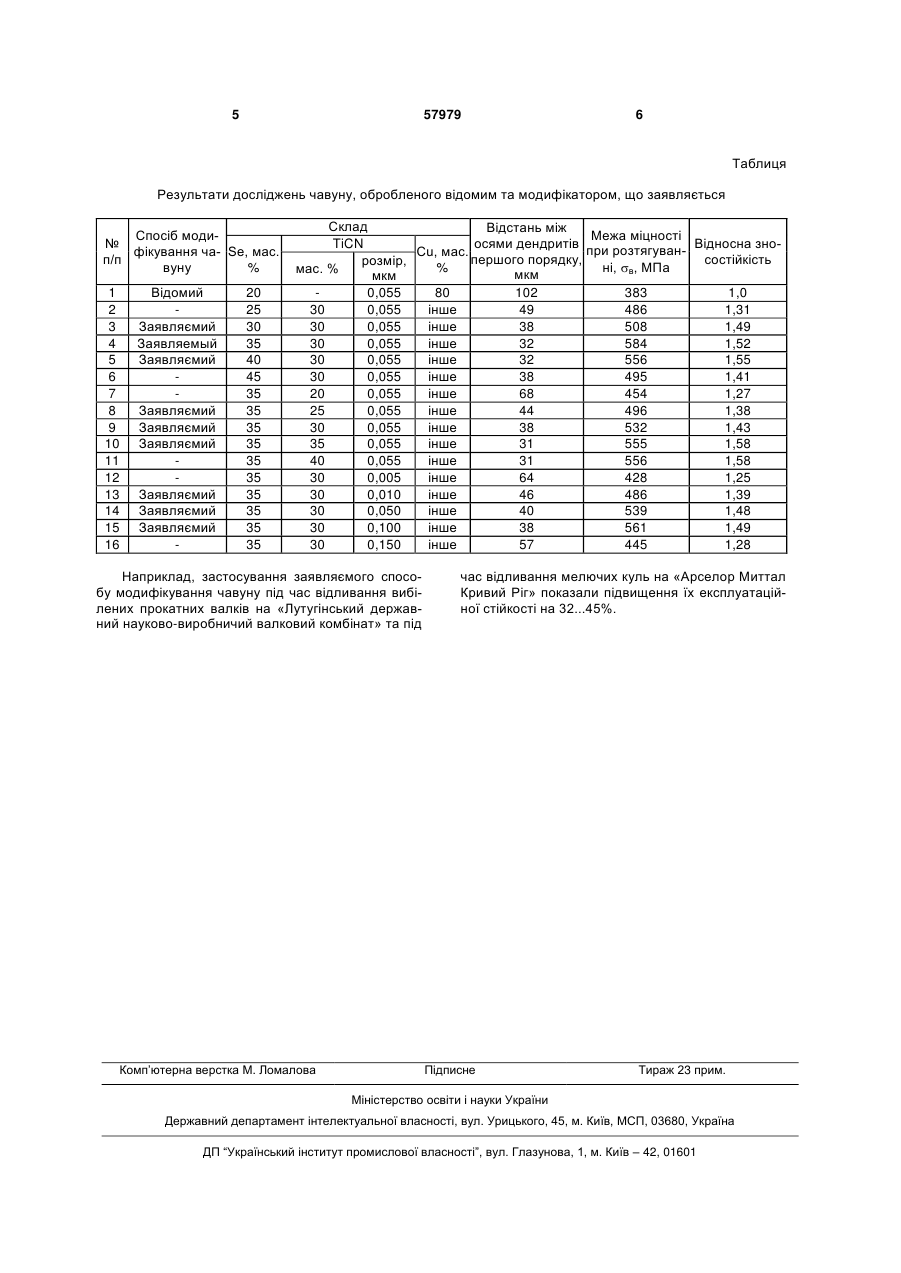
1. Спосіб модифікування чавуну переважно при виробництві вибілених прокатних валків і мелючих куль, який включає введення в чавунний 3 Крім того, у складі брикету використовують карбонітрід титану з розміром частинок 0,01...0,1 мкм. Карбонітрід титану має найвищу мікротвердість (32000 МПа) з відомих карбідів і карбонітрідів в тому числі карбіду ванадію (30000 МПа) і карбіду вольфраму (25000 МПа). Висока твердість TiCN пов'язана з міцністю міжатомних зв'язків в решітці. У тугоплавких карбонітрідах титану (TiCN) внаслідок «заклінівающої» дії атомів вуглецю максимально проявляються величезні сили зв'язку, властиві тугоплавким металам і з'єднанням (Меськин B.C. Основы легирования. -М.: изд-во «Металлургия», 1984. - 684с.). Нанодисперсний порошок TiCN забезпечує необхідну кількість центрів кристалізації такого ж розміру як центри кристалізації первинної фази - аустеніту, що виділяється у затверділому чавуні. Ці розміри знаходяться в межах 20...40 нм (МиТОМ, размер ЦК аустенита, 2009). Таким чином, ковшеве або внутрішньоформене модифікування чавуну заявляємим способом забезпечує значне подрібнення структури чавуну, підвищує міцність і зносостійкість у порівнянні з відомим способом карбідостабілізуючого модифікування чавуну. Запропонований спосіб модифікування чавуну випробували при обробці розплаву для вибілених прокатних валків наступного хімічного складу, мас. %: вуглець 3,5-3,6; кремній 0,5-0,6; марганець 0,50,6; фосфор 0,30-0,35; сірка 0,05-0,07. Перед заливанням ливарних форм в них укладали брикети для модифікування чавуну. Температура заливки чавуну у форми була в межах 1320-1350°С. Під час механічної обробки виливків від нижнього торця бочок відбирали темплети, з яких вирізали зразки для проведення металографічних досліджень, механічних випробувань та визначення зносостійкості. Подрібнення структури оцінювали шляхом виміру відстані між осями дендритів аустеніту першого порядку на мікрошліфах, травлених 4% розчином НNO3 (Гиршович Н.Г. Справочник по чугунному литью. -М.: Металлургиздат, 1971, 675с.). Міцнісні властивості визначали на розривній машині УММ-20 за даними 5 розірваних зразків на один склад (ГОСТ 24648-90 і ГОСТ 27208-87). Зносостійкість зразків визначали на машині МІ-1 методом визначення маси до і після випробування. Результати досліджень наведені в таблиці. 57979 4 З таблиці видно, що при зменшенні вмісту селену менше 30% (склад 2) не забезпечується необхідна кількість селену як карбідостабілізуючого компонента. Крім того, відповідне збільшення кількість міді призводить до збільшення міцності брикету при пресуванні і він погано (довго) розчиняється в розплаві. При збільшенні вмісту селену в брикетах більше 40% (склад 6) за рахунок зниження вмісту міді менше 30% знижується модифікуючий ефект, тому що зменшується щільність брикетів і пасивуючий вплив міді, що призводить до зниження міцності і зносостійкості чавуну. При зменшенні в брикеті змісту TiCN менше 25% не забезпечується кількість наночастинок в розплаві для отримання дрібних дендритів, високої міцності і зносостійкості. Така кількість становить 3107–5108 шт/см3 (Бабаскин Ю.С. Структура и свойства литой стали. - Киев: Наукова думка, 1980. -382с.), що відповідає 0,005-0,02% введеного модифікатора. При збільшенні змісту TiCN більше 35% (склад 11) подальший модифікуючий ефект перестає проявлятися і відповідно не спостерігається подрібнення дендритів, підвищення міцності і зносостійкості. Зміни розміру часток також впливає на властивості чавуну. З таблиці видно, що при зниженні розміру часток модифікатора менше 0,01 мкм (склад 12) основна частина їх, маючи діаметр менше критичного, розчиняється в чавуні, не утворюючи центрів кристалізації. Тому немає подрібнення дендритів аустеніту, низький рівень міцності і зносостійкості. Різко зменшується кількість центрів кристалізації і з збільшенням розміру частинок більше 0,1 мкм, тому що в цьому випадку розміри частинок перевищують розміри центрів кристалізації і також частки не беруть участь у формуванні дендритної структури. Таким чином, відлиті заявляємим способом вибілені прокатні валки і мелючі кулі в порівнянні з відлитим відомим способом мають більш дрібнодисперсну первинну дендритну структуру, більш високий рівень міцності (на 40–45%) і зносостійкості (на 50–55%). Сукупність ознак, які характеризують відомі рішення, не забезпечують досягнення нових властивостей і тільки наявність відмінних ознак заявляєма корисна модель дозволяє отримати нові властивості, новий технологічний результат. Заявляєма корисна модель може застосовуватися під час відливання деталей металургійного устаткування і дасти значний економічний ефект. 5 57979 6 Таблиця Результати досліджень чавуну, обробленого відомим та модифікатором, що заявляється Спосіб моди№ фікування ча- Se, мас. п/п вуну % 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Відомий Заявляємий Заявляемый Заявляємий Заявляємий Заявляємий Заявляємий Заявляємий Заявляємий Заявляємий 20 25 30 35 40 45 35 35 35 35 35 35 35 35 35 35 Склад Відстань між Межа міцності TiCN осями дендритів Відносна знопри розтягуванСu, мас. першого порядку, состійкість розмір, ні, в, МПа % мас. % мкм мкм 0,055 80 102 383 1,0 30 0,055 інше 49 486 1,31 30 0,055 інше 38 508 1,49 30 0,055 інше 32 584 1,52 30 0,055 інше 32 556 1,55 30 0,055 інше 38 495 1,41 20 0,055 інше 68 454 1,27 25 0,055 інше 44 496 1,38 30 0,055 інше 38 532 1,43 35 0,055 інше 31 555 1,58 40 0,055 інше 31 556 1,58 30 0,005 інше 64 428 1,25 30 0,010 інше 46 486 1,39 30 0,050 інше 40 539 1,48 30 0,100 інше 38 561 1,49 30 0,150 інше 57 445 1,28 Наприклад, застосування заявляємого способу модифікування чавуну під час відливання вибілених прокатних валків на «Лутугінський державний науково-виробничий валковий комбінат» та під Комп’ютерна верстка М. Ломалова час відливання мелючих куль на «Арселор Миттал Кривий Ріг» показали підвищення їх експлуатаційної стійкості на 32...45%. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cast iron modification
Автори англійськоюKondrat Oleksandra Oleksandrivna, Kalinin Vasyl Tymofiiovych, Suslo Nataliia Valeriivna
Назва патенту російськоюСпособ модифицирования чугуна
Автори російськоюКондрат Александра Александровна, Калинин Василий Тимофеевич, Сусло Наталья Валерьевна
МПК / Мітки
МПК: C22C 35/00
Мітки: спосіб, чавуну, модифікування
Код посилання
<a href="https://ua.patents.su/3-57979-sposib-modifikuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб модифікування чавуну</a>
Спосіб модифікування чавуну у реакційній камері ливарної форми
Номер патенту: 6778
Опубліковано: 16.05.2005
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Макаревич Олександр Павлович
МПК: C21C 1/00
Мітки: спосіб, ливарної, форми, реакційній, камери, чавуну, модифікування
Формула / Реферат:
Спосіб модифікування чавуну, що полягає у попередньому завантаженні модифікатора у реакційну камеру ливникової системи ливарної форми з наступним заливанням форми чавуном крізь реакційну камеру і розчиненням модифікатора у струмені чавуну, який відрізняється тим, що модифікатор використовують у вигляді механічної суміші з додаванням 2...8 % дрібнодисперсного компонента, температура кипіння якого на 300...500°С менша температури чавуну...
Спосіб модифікування чавуну
Номер патенту: 3196
Опубліковано: 15.10.2004
Автори: Платонов Євген Олексійович, Агєєв Костянтин Валерійович, Денисенко Денис Володимирович, Сич Микола Сергійович, Макаревич Олександр Павлович, Косячков Вячеслав Олександрович
МПК: C21C 1/00
Мітки: чавуну, спосіб, модифікування
Формула / Реферат:
Спосіб модифікування чавуну, що полягає у попередньому завантаженні модифікатора у реакційну камеру ливникової системи ливарної форми з наступним заливанням форми чавуном через реакційну камеру і розчиненням модифікатора у струмені чавуну, який відрізняється тим, що тривалість розчинення модифікатора у струмені чавуну регулюють у діапазоні 20...80 % від тривалості заливання форми.
Спосіб модифікування чавуну для виробництва двошарових виливків
Номер патенту: 30511
Опубліковано: 25.02.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Могилатенко Володимир Генадійович, Чайковський Олексій Анатолійович, Хасан Ольга Сергіївна
МПК: C21C 1/00
Мітки: спосіб, модифікування, чавуну, двошарових, виробництва, виливків
Формула / Реферат:
Спосіб модифікування чавуну для виробництва двошарових виливків, що включає попереднє завантаження модифікатора у реакційну камеру ливникової системи ливарної форми з наступним заливанням її чавуном, який відрізняється тим, що заливання чавуном проводять так, що спочатку форму на 5...70 % від її металоємності заливають базовим немодифікованим чавуном крізь вільну ливникову систему, а потім доливають тим самим чавуном крізь незалежну від...
Шлак для модифікування чавуну
Номер патенту: 88117
Опубліковано: 10.09.2009
Автори: Білий Олександр Петрович, Хричиков Валерій Євгенович, Івонін Ілля Валерійович, Іванова Людмила Харитонівна, Колотило Євген Вікторович
МПК: C22C 35/00, C21C 1/10, B22D 1/00, C22C 33/08, C21C 5/54, C21C 1/08
Мітки: модифікування, шлак, чавуну
Формула / Реферат:
Шлак для модифікування чавуну, що містить діоксид кремнію, оксид кальцію, який відрізняється тим, що він додатково містить оксиди рідкісноземельних металів та оксид алюмінію при наступному співвідношенні компонентів, мас. %: діоксид кремнію 3-9 оксид кальцію 40-45 оксид алюмінію 40-45 оксиди рідкісноземельних металів ...
Ступінчата ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 41783
Опубліковано: 10.06.2009
Автор: Фесенко Максим Анатолійович
МПК: B22C 9/00
Мітки: чавуну, форми, ливарний, система, ступінчата, модифікування, ливникова
Формула / Реферат:
1. Ступінчата ливникова система для модифікування чавуну в ливарній формі, яка містить ливникову чашу або лійку (воронку), стояк, шлаковловлювач й спеціальну проміжну проточну реакційну камеру, яка з'єднується зі стояком і шлаковловлювачем, яка відрізняється тим, що додатково включає проміжний стояк з постійним або зі змінним перерізом по висоті, який з'єднується ливниковим каналом із шлаковловлювачем і до якого примикають на різних рівнях по...
Попередній патент: Пристрій для перетворення теплової енергії навколишнього середовища в енергію електричного струму
Наступний патент: Радіохвильовий структуроскоп для геофізичних досліджень
Випадковий патент: Застосування субстанції наночастинок срібла як протимікробного засобу внутрішньовенного введення в умовах генералізованої інфекції