Спосіб обробки металів різанням
Номер патенту: 58028
Опубліковано: 25.03.2011
Автори: Гречка Андрій Іванович, Пестунов Володимир Михайлович

Формула / Реферат
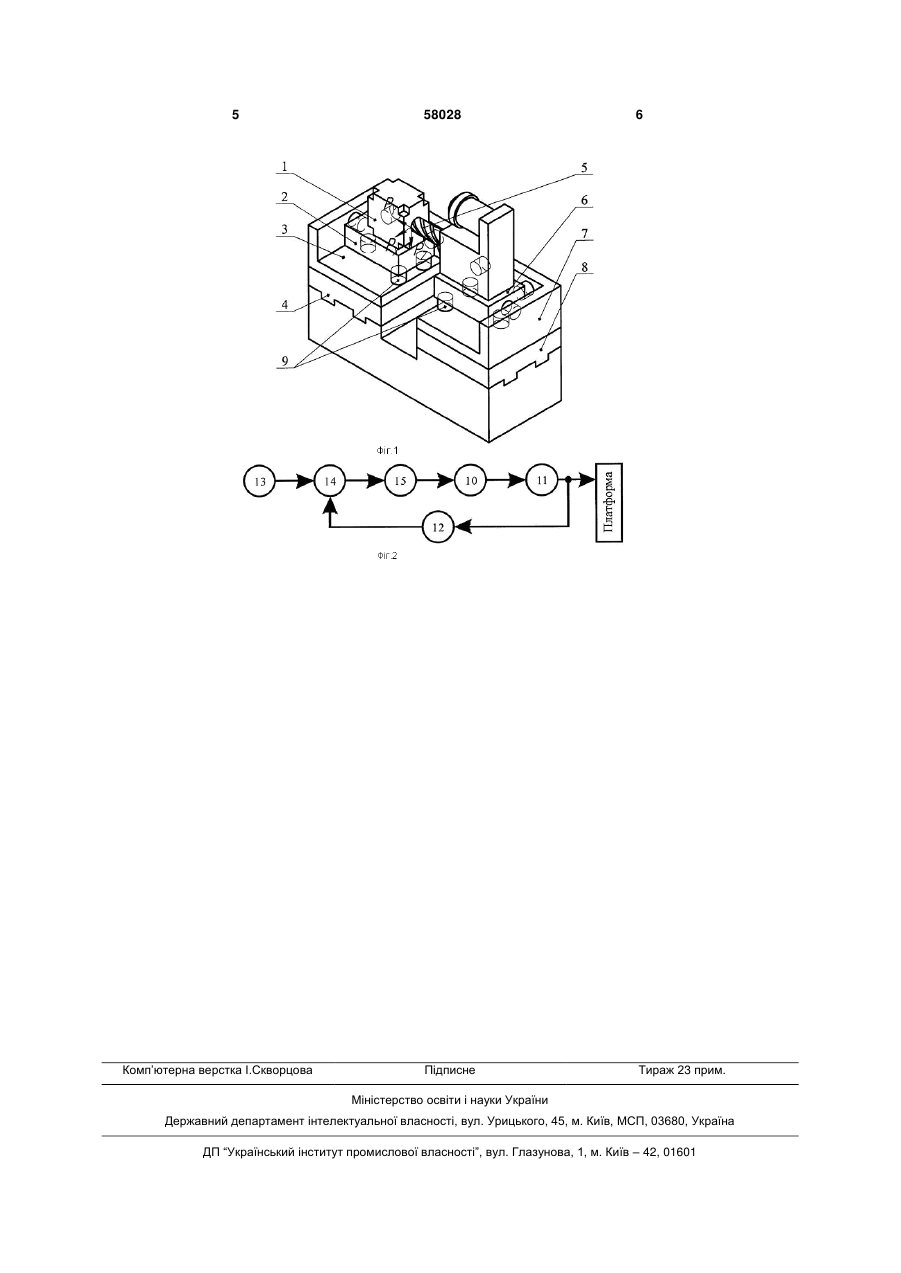
Спосіб обробки металів різанням, що включає контроль вихідних характеристик, за результатами якого вносять поправки у розташування заготовки, який відрізняється тим, що поправки вносять по шести координатах системи верстата, що визначають розташування заготовки, і по шести координатах системи верстата, що визначають розташування інструмента, по відповідних координатах лінійних та кутових переміщень вимірюють навантаження і за результатами вимірювань автономно керують переміщеннями заготовки і інструмента, причому по кожній координаті лінійного та кутового переміщення використовують двигун відповідного програмованого переміщення, що управляється автономною системою, яка містить датчик навантаження, програмний, порівнювальний та керуючий пристрої.
Текст
Спосіб обробки металів різанням, що включає контроль вихідних характеристик, за результатами якого вносять поправки у розташування заготовки, який відрізняється тим, що поправки вносять по шести координатах системи верстата, що визна 3 щині установки заготовки 1, встановлено три автономні замкнуті системи автоматичного регулювання 9. Дані системи автоматичного регулювання забезпечують компенсацію лінійної деформації в напрямку, перпендикулярному площині установки заготовки 1, і кутових деформацій зазначеної площини. На площині рухомої платформи 2, перпендикулярній площині установки заготовки 1 вздовж її більшої сторони, встановлено дві автономні замкнуті системи автоматичного регулювання 9. Дані системи забезпечують компенсацію лінійної деформації в напрямку, перпендикулярному даній площині, і кутової деформації навколо осі, перпендикулярній площині установки заготовки 1. На площині рухомої платформи 2, перпендикулярній площині установки заготовки 1 вздовж її меншої сторони, встановлена одна автономна замкнута система автоматичного регулювання 9. Дана система автоматичного регулювання забезпечить компенсацію лінійної деформації в напрямку, перпендикулярному даній площині. Аналогічно для компенсації пружних деформацій по всіх можливих переміщеннях інструмента встановлено шість автономних замкнутих систем автоматичного регулювання 9 між рухомою платформою 6 і основою 7. При цьому на площині рухомої платформи 6, паралельній площині установки силового вузла з інструментом 5, встановлено три автономні замкнуті системи автоматичного регулювання 9. Дані системи автоматичного регулювання забезпечують компенсацію лінійної деформації в напрямку, перпендикулярному площині установки силового вузла з інструментом 5, і кутових деформацій зазначеної площини. На площині рухомої платформи 6, перпендикулярній площині установки силового вузла з інструментом 5 вздовж її більшої сторони, встановлено дві автономні замкнуті системи автоматичного регулювання 9. Дані системи забезпечують компенсацію лінійної деформації в напрямку, перпендикулярному даній площині, і кутової деформації навколо осі, перпендикулярній площині установки силового вузла з інструментом 5. На площині рухомої платформи 6, перпендикулярній площині установки силового вузла з інструментом 5 вздовж її меншої сторони, встановлена одна автономна замкнута система автоматичного регулювання 9. Дана система автоматичного регулювання забезпечить компенсацію лінійної деформації в напрямку, перпендикулярному даній площині. 58028 4 Схема автономної замкнутої системи автоматичного регулювання 9 показана на фіг. 2. Кожна така автономна система складається з власне двигуна програмованих переміщень 10, виконавчого органа 11, що здійснює відповідне програмоване переміщення, датчика вимірювання навантаження 12, що виконує функції вимірювального пристрою, програмного пристрою 13, порівнюючого пристрою 14 і керуючого пристрою 15. Керуємий орган, котрим є рухома платформа 2 або рухома платформа 6, зв'язаний з виконавчим органом 11, що здійснює його відповідне переміщення. Рух виконавчого органу 11 здійснюється зв'язаним з ним двигуном програмованих переміщень 10. Керуючий пристрій 15 керує двигуном 10. Сигнал від датчика вимірювання навантаження 12, що діє у напрямку кожної з контролюємих координат, надходить на порівнюючий пристрій 14. До нього також надходить сигнал від програмного пристрою 13, що визначає жорсткість технологічної системи верстата по кожній координаті. Порівнюючий пристрій 14 виділяє сигнал неузгодженості, що надходить на керуючий пристрій 15, де перетворюється на сигнал керування двигуном програмованих переміщень 10, що буде рухати виконавчий орган 11 до тих пір, поки порівнюючий пристрій 14 перестане виділяти сигнал неузгодженості. Програмні пристрої 13 керуються від загальної системи управління. Переміщення кожного з відповідних двигунів програмованих переміщень забезпечують внесення поправок по шести координатам системи верстата, що визначають розташування заготовки, і по шести координатам системи верстата, що визначають розташування інструмента, а отже забезпечують необхідну точність взаємного розташування заготовки і інструмента в процесі формоутворення. Описаний вище спосіб обробки з внесенням поправок у розташування як заготовки, так і інструмента, підвищує точність обробки і може знайти широке поширення в різних типах верстатів. Література: 1. Пат. 46307 А Україна, МПК В23В41/00, B23Q37/00. Спосіб обробки / Пестунов В.М., Гречка А.І.; заявник і патентовласник Кіровоград, держ. техн. ун-т. - № 2001064008; заявл. 12.06.01; опубл. 15.05.02; Бюл. № 5. 5 Комп’ютерна верстка І.Скворцова 58028 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining metals by cutting
Автори англійськоюPestunov Volodymyr Mykhailovych, Hrechka Andrii Ivanovych
Назва патенту російськоюСпособ обработки металлов резанием
Автори російськоюПестунов Владимир Михайлович, Гречка Андрей Иванович
МПК / Мітки
МПК: B23Q 37/00, B23B 41/00
Мітки: різанням, спосіб, обробки, металів
Код посилання
<a href="https://ua.patents.su/3-58028-sposib-obrobki-metaliv-rizannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металів різанням</a>
Спосіб обробки різанням
Номер патенту: 49315
Опубліковано: 26.04.2010
Автори: Пестунов Володимир Михайлович, Ковришкін Микола Олександрович
МПК: B23B 1/00
Мітки: обробки, різанням, спосіб
Формула / Реферат:
Спосіб обробки різанням, при якому процес різання здійснюють за загальною керуючою програмою, а у відносне положення заготовки та інструмента вносять корекцію, який відрізняється тим, що коректувальний сигнал генерують на основі попереднього розрахунку пружної деформації та величини зношення технологічної системи верстата та змінюють в функції складової сили різання та часу у напрямку розміру обробки, причому величину корекції визначають із...
Спосіб механічної обробки металів різанням
Номер патенту: 43112
Опубліковано: 10.08.2009
Автори: Ліщенко Наталія Володимирівна, Ларшин Василь Петрович, Ларшина Алла Василівна, Якимов Олександр Васильович
МПК: C21D 10/00
Мітки: різанням, спосіб, обробки, механічної, металів
Формула / Реферат:
1. Спосіб механічної обробки металів різанням, що включає процес різання та подачу в зону різання мастильно-охолоджуючого технологічного засобу (МОТЗ) на основі базового компонента, наприклад стеарину, у кількості 60...65 мас. %, при цьому МОТЗ містить руйнувальну складову на основі поверхнево-активної речовини, наприклад олеїнову кислоту, у кількості 20...25 мас.%, який відрізняється тим, що цей засіб додатково містить відновну складову на...
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: спосіб, матеріалів, різанням, обробки
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Концентрат мастильно-холодильної рідини для обробки металів різанням
Номер патенту: 9992
Опубліковано: 17.10.2005
Автори: Терехова Генріета Федорівна, Шапошник Олександр Васильович, Шафранова Ольга Валеріївна, Стахурський Олександр Дмитрович, Македонський Олег Олександрович, Шафранова Світлана Георгіївна, Бороденко Тетяна Олексіївна
МПК: C10M 173/00
Мітки: мастильно-холодильної, металів, рідини, різанням, обробки, концентрат
Формула / Реферат:
Концентрат мастильно-холодильної рідини для обробки металів різанням, що містить триетаноламінове мило жирних кислот, триетаноламін, нітрит натрію і воду, який відрізняється тим, що додатково містить як триетаноламінові мила жирних кислот триетаноламінові мила кислот, виділених з рослинних олій, поліетиленгліколеві ефіри моноалкілфенолів НЕОНОЛ АФ-9-4 або НЕОНОЛ АФ-9-6 і антипінну присадку при такому співвідношенні компонентів, мас.%: ...
Змащувально-охолоджувальна рідина для обробки металів різанням

Номер патенту: 69836
Опубліковано: 15.09.2004
Автори: Школяр Сергій Петрович, Немченко Павло Олександрович, Прасолов Євген Якович
МПК: C10M 173/02
Мітки: рідина, металів, обробки, різанням, змащувально-охолоджувальна
Формула / Реферат:
Змащувально-охолоджувальна рідина для обробки металів різанням, що містить воду, триетаноламін, бензоат натрію, яка відрізняється тим, що в неї вводиться аеросил, виннокислий натрій, діамін ацетат та відходи виробництва ланоліну в такому співвідношенні, мас.%: триетаноламін 0,05-2,0 бензоат натрію 0,02-0,05 аеросил 0,05-2,5 ...
Попередній патент: Спосіб визначення параметрів руху насінин при точному висіві
Наступний патент: Пристрій для одержання металевих волокон пресуванням гранул
Випадковий патент: Спосіб лікування генералізованого пародонтиту іі-ііі ступеня