Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Воленко Ірина Вікторовна, Літвінов Олександр Павлович, Чигарьов Валерій Васильович, Кассов Валерій Дмитрович
Формула / Реферат
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
![]() ,
,
де ![]() - ширина ролика, мм;
- ширина ролика, мм;
![]() - ширина порошкової стрічки, мм;
- ширина порошкової стрічки, мм;
![]() - емпіричний коефіцієнт, залежний від розмірів замків стрічки.
- емпіричний коефіцієнт, залежний від розмірів замків стрічки.
Текст
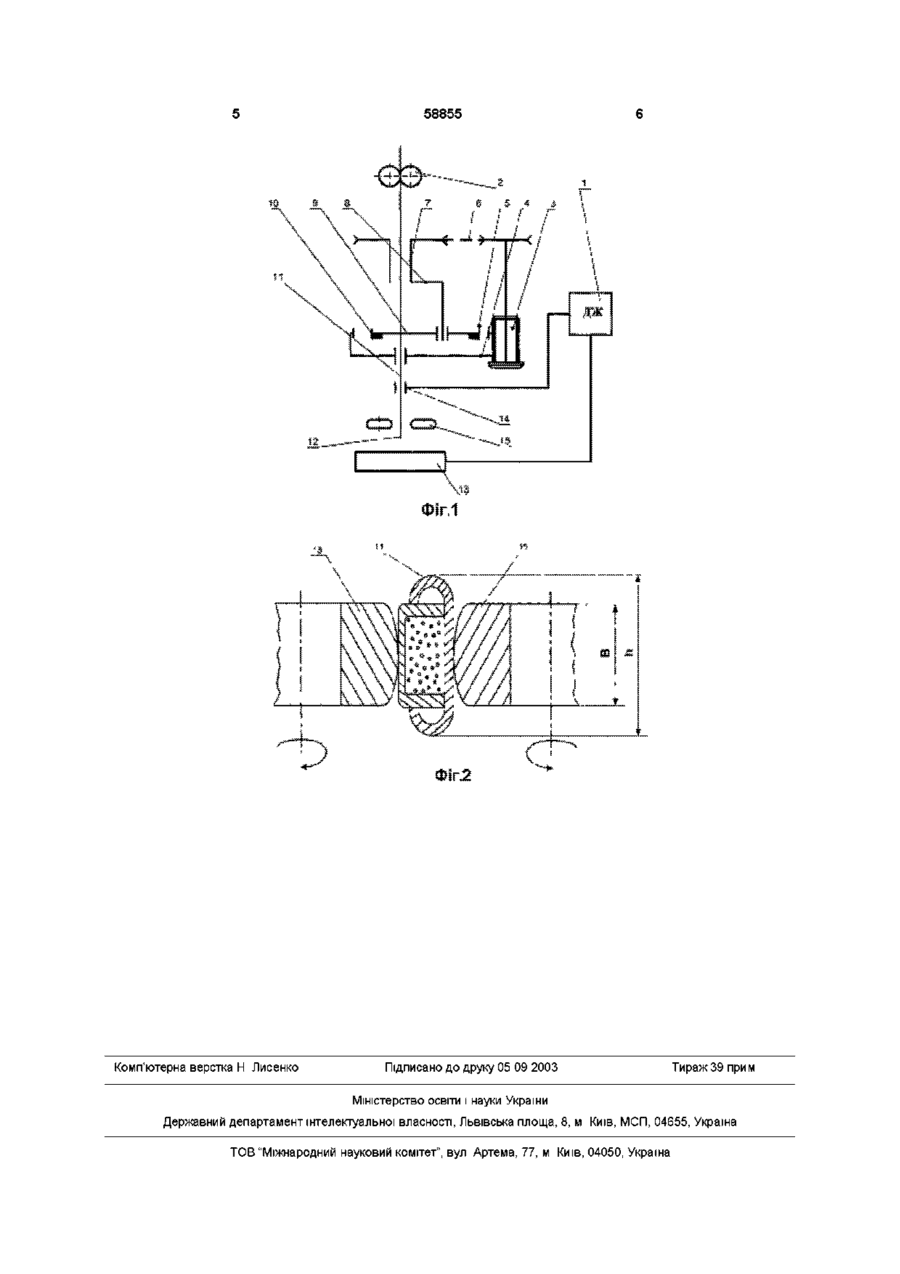
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює B=h-e , де В - ширина ролика, мм, h - ширина порошкової стрічки, мм, є - емпіричний коефіцієнт, залежний від розмірів замків стрічки Винахід стосується дугового зварювання і наплавлення плавким електродом і має застосовуватися у промисловості для зварювання і наплавлення металів Відомою Є установка для дугового зварювання, що має джерело живлення, механізм подачі порошкового електроду, мундштук, струмопідвід (причому установка працювала зі збільшеним вильотом плавкого електроду) [1] При збільшеному вильоті порошкового електроду підвищується температура плавлення оболонки 1, як наслідок, продуктивність процесу зварювання або наплавлення Однак шихта осердника порошкового електроду нагрівається менш інтенсивно, ніж оболонки В результаті шихта по об'єму осердника нагрівається неравномірно, просипається у зварювальну ванну, що погіршує якість наплавленого металу ним індукційним струмом індукує струм в порошковому електроді, і при обертанні зубчастого колеса-сателіта з розташованими на ньому постійними магнітами навколо порошкового електроду відбувається деяке вирівнювання швидкостей плавлення оболонки та осердника порошкового електроду Це позитивно впливає на якість наплавленого металу Але й дана установка має недоліки - розподіляння температури по перерізу порошкового електроду, особливо при використанні порошкових дротів великого діаметра (~ 3 мм), порошкових стрічок, є не рівномірним по оболонці - висока температура, а в шихті, особливо у центрі осердника - низька, недостатня для розплавлення неметалевих часток шихти, - установка призначена в основному для порошкових електродів кругового перерізу (дротів), - нерівномірний прогрів шихти по перерізу шихтового осердника погіршує якість наплавленого шару через його забруднення компонентами шихти, що не розплавилися В основу винаходу поставлена задача удосконалити установку для дугового зварювання і наплавлення, додавши нові конструктивні елементи та формуючи нові взаємозв'язки поміж елементами, а таким чином, забезпечити більш високу якість наплавленого металу Поставлена задача досягається тим, що установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що Відома також установка для дугового зварювання і наплавлення порошковим електродом [2], яка має джерело живлення, механізм подачі порошкового електроду, виконаного у вигляді електродвигуна, важеля, нерухомого зубчастого колеса із внутрішнім зачіплюванням і зачепленого з ним зубчастого колеса-сателіта По колу колесасателіта рівномірно розташовані ПОСТІЙНІ магніти Електродвигун кінематично з'єднаний з мундштуком, який установлено з можливістю обертання навколо своєї осі та з'єднано за допомогою важеля з колесом-сателітом Безконтактний пристрій нагрівання порошкового електроду високочастот ю ю 00 00 ю 58855 має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, згідно винаходу додатково обладнана роликами бочкоподібної форми, встановленими на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролику равна B=h-e В - ширина ролику, мм, h - ширина порошкової стрічки, мм, є - емпіричний коефіцієнт, залежний від розмірів замків стрічки Суть винаходу полягає в тому, що для поліпшення прогріву сер осердника порошкової стрічки додатковими роликами, які мають бочкоподібну форму, призводять обтиснення порошкової стрічки, змінюючи її переріз таким чином, що при новій формі перерізу - шихта прогрівається значно краще (градієнт температури осердника підвищується), - відбувається ущільнювання шихти тому, що при зминанні порошкової стрічки повітряний прошарок між частками шихти зменшується (повітря має низьку теплопровідність), внаслідок цього підвищується теплообмін між оболонкою та шихтою, - зменшується КІЛЬКІСТЬ неметалевих включень та нерозплавлених часток шихти у наплавленому металі На фіг 1 наведена схема установки для дугового зварювання та наплавлення порошковим електродом, а на фіг 2 - додаткові ролики бочкоподібної форми Установка має джерело живлення 1 (фиг 1), механізм подачі 2, електродвигун 3, який з'єднай через кінематичний передавач б з мундштуком 7, а останній у свою чергу через важіль 8 із зубчастим колесом колесом-сателітом 9, по колу якого рівномірно розташовані ПОСТІЙНІ магніти 10, причому мундштук встановлено з можливістю обертання навколо порошкового електроду 11, а зубчасте колесо-сателіт 9 встановлено з можливістю обертання по зубчастому колесу 4 за допомогою внутрішнього зачіплювання 5, при цьому джерело живлення 1 з'єднане з виробом 13 струмопідводом 14 Дуга горить між плавким торцем 12 порошкового електроду і виробом 13 Між струмопідводом 14, плавким торцем 12 встановлені додаткові ролики 15, що мають бочкоподібну форму, причому ширина роликів равна B=h-e, Де В - ширина ролика, мм, h - ширина порошкової стрічки, мм, є - емпіричний коефіцієнт, який залежить від розмірів замків стрічки, звичайно є = 6 10 мм (фіг 2) Установка для дугового зварювання і наплав лення працює так Вмикають джерело живлення 1, подають порошковий електрод 11 механізмом подачі 2 Електродвигун 3 через кінематичну передачу 6 уводить у обертання мундштук 7, з'єднаний через важіль 8 із зубчастим колесом-сателітом 9, по колу якого рівномірно розташовані ПОСТІЙНІ магніти 10 Таким чином, водночас з мундштуком 7 обертається зубчасте колесо-сателіт 9 навколо порошкового електроду 11 Крім того, одночасно зубчасте колесо-сателіт 9 обертається по зубчастому колесу 4, яке має внутрішнє зачіплювання 5 Завдяки обертанню постійних магнітів 10 навколо порошкового електроду 11 в останньому індукується струм високої частоти, який нагріває оболонку порошкового електроду Додаткові ролики 15, які встановлені між струмопідводом 14 і плавким торцем 12, забезпечують стискування порошкової стрічки у и центрі Це приводить до збільшення зони прогріву до 85-89 % внаслідок ущільнення осердника та зменшення повітряного прошарку проміж компонентами осердника Дуга горить між виробом 13 і плавким торцем 12 порошкового електроду 11, струм до електроду підводиться від джерела живлення і до струмопідводу 14 У лабораторних умовах ПДТУ виконували наплавок посадочних місць барабанів млинів Для наплавку застосовували порошкову стрічку шириною 20 мм і товщиною 4 мм Установка попереднього підігріву порошкового електроду має зубчасте колесо з постійними магнітами із сплаву ЮНДК 24, рівномірно розташованими по колу Передаточне відношення зубчастої передачі і = 8 Електродвигун постійного струму п = 2400об/хвил , U = 36 В, ремінна передача і = 2,85 Пір та шлакових вкраплин не має Таким чином, застосування додаткових роликів для обтиснення порошкової стрічки збільшує зону прогріву осердника порошкової стрічки до 89 %, дозволяє видалити повітряний прошарок між зернами шихти, а це у свою чергу підвищує градієнт температури по всьому осерднику Внаслідок більш повно протікають ХІМІЧНІ реакції в розплавленому осерднику Цим обумовлена висока якість наплавленого металу, в якому відсутні нерозплавлені частки шихти Література 1 Акулов А И , Синицин В В , Чернышов Г Г Особенности сварки открытой дугой порошковыми проволоками // Сварочное производство, 1973, №4-С 19 2 А С СССР №1731509 Al, B23K9/04 Установка для дуговой сварки и наплавки порошковой проволокой/ Карпенко В М , Гавриш П А (СССР) №4819994/08, Заявлено 26 04 90, Опубл 07 05 92, Бюл №17 58855 Комп'ютерна верстка Н Лисенко Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arc welding and surfacing by powdered electrode
Автори англійськоюKassov Valerii Dmytrovych, Chyhariov Valerii Vasyliovych, Litvinov Oleksandr Pavlovych
Назва патенту російськоюУстановка для дуговой сварки и наплавления порошковым электродом
Автори російськоюКассов Валерий Дмитриевич, Чигарев Валерий Васильевич, Литвинов Александр Павлович
МПК / Мітки
МПК: B23K 9/04
Мітки: дугового, зварювання, порошковим, наплавлення, електродом, установка
Код посилання
<a href="https://ua.patents.su/3-58855-ustanovka-dlya-dugovogo-zvaryuvannya-i-naplavlennya-poroshkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Установка для дугового зварювання і наплавлення порошковим електродом</a>
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кадава Віктор Володимирович, Гавриш Павло Анатолійович, Кассов Валерій Дмитрович, Чигарьов Валерій Васильович
Мітки: наплавлення, електродом, установка, порошковим, дугового, зварювання
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Установка для плазмового зварювання і наплавлення
Номер патенту: 48383
Опубліковано: 15.08.2002
Автори: Корнієнко Олександр Миколайович, Макаренко Наталія Олексіївна, Кондрашов Костянтин Олександрович, Чигарьов Валерій Васильович, Грановський Олександр Вікторович
МПК: B23K 9/16
Мітки: наплавлення, зварювання, установка, плазмового
Формула / Реферат:
Установка для плазмового зварювання і наплавлення, що складається з плазмотрона, який має плазмоутворююче сопло, неплавкий електрод у вигляді внутрішнього сопла і мундштук для подавання плавкого електрода з системи управління технологічним процесом, механізмів подавання електродного дроту і джерела живлення, яке має трансформатор, випрямлячі і конденсатори, яка відрізняється тим, що один кінець вторинної обмотки трансформатора з'єднано із...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Жерносєков Анатолій Максимович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Шейко Павло Петрович, Шевчук Сергій Анатолійович
МПК: B23K 9/167, B23K 9/173
Мітки: захисних, електродом, газів, спосіб, середовищі, дугового, зварювання, плавким
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Малишев Олександр Віталійович, Тітов Артем Олександрович, Рижов Роман Миколайович
МПК: B23K 9/08
Мітки: дугового, комбінованих, керуючих, зварювання, магнітних, зовнішніх, електродом, неплавким, пристрій, реалізації, використанням, полів, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб дугового зварювання електродом, що плавиться

Номер патенту: 24440
Опубліковано: 16.07.2001
Автори: Носовський Михайло Борисович, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: спосіб, дугового, зварювання, плавиться, електродом
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля, преобразуют синусоидальные колебания электродной проволоки в...
Попередній патент: Спосіб лікування черепно-мозкової травми
Наступний патент: Пристрій для підготовки вимені корови до доїння й здоювання перших цівок молока
Випадковий патент: Шахтний кондиціонер із пневмоприводом