Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 24440
Опубліковано: 16.07.2001
Автори: Носовський Борис Іванович, Носовський Михайло Борисович

Формула / Реферат
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля, преобразуют синусоидальные колебания электродной проволоки в импульсное движение торца электрода.
Текст
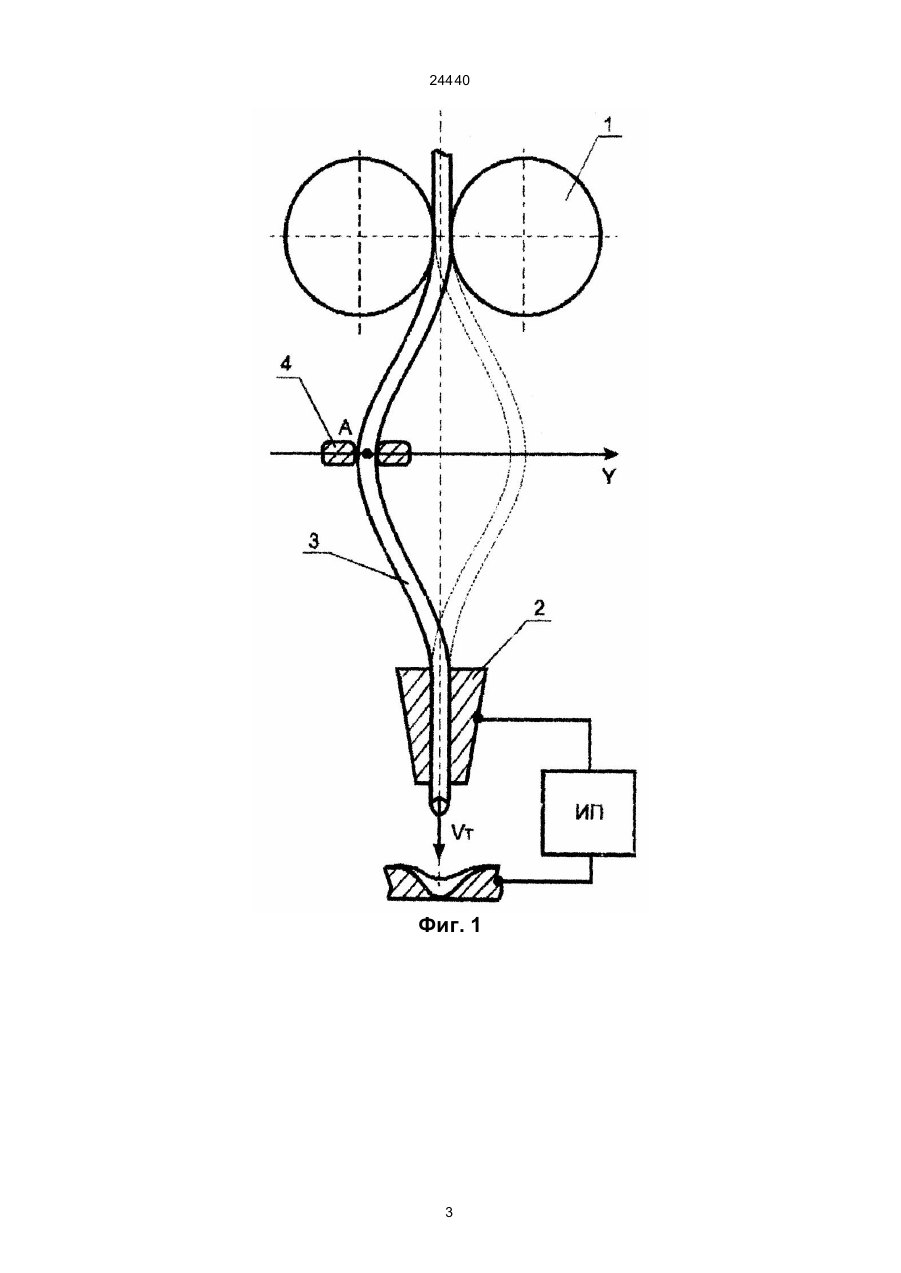
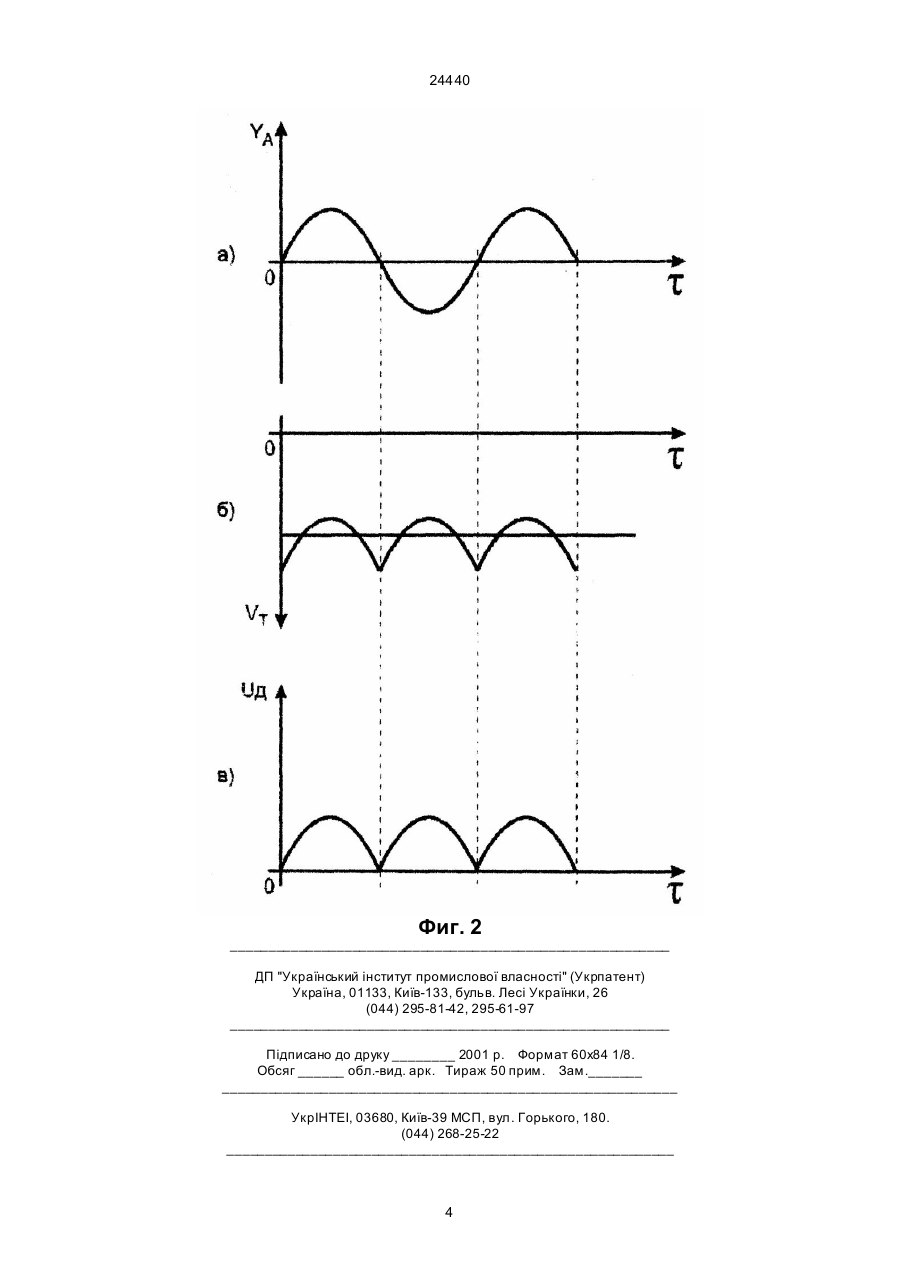
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в зону сварки, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси подачи электродной проволоки, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля преобразуют синусоидальные колебания электродной проволоки в импульсное движение торца электрода. (19) (21) 97041923 (22) 22.04.1997 (24) 16.07.2001 (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Носовський Борис Іванович, Носовський Михайло Борисович (73) Приазовський державний технічний університет (56) 1. Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением -. М.:Машиностроение, 1977, -С. 432. 2. Воропай Н.Н., Бенидзе З.Д. Особенности процесса сварки в СО2 с импульсной подачей электродной проволоки Автоматическая сварка, 1989, № 2, с. 23 24440 чивается время короткого замыкания, что приводит к взрыву капли и увеличению разбрызгивания. В основу изобретения поставлена задача создать способ дуговой сварки плавящимся электродом, в котором за счет введения новых операций достигается уменьшение разбрызгивания, что позволяет повысить качество сварного соединения, уменьшить расход сварочной проволоки, а также снизить затраты на удаление брызг металла с поверхности изделия. Для решения поставленной задачи в способе дуговой сварки плавящимся электродом при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, в соответствии с изобретением, электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги однофазного выпрямителя до нуля, преобразуют синусоидальные колебания электродной проволоки в импульсное движение торца электрода. Синусоидальное колебание электрода позволяет, при его преобразовании в движение торца электрода, получить кратковременные импульсы скорости подачи торца электрода. Это происходит за счет изменения длины участка электродной проволоки, заключенного между подающими роликами и сварочной горелкой. При этом средняя скорость подачи торца электрода остается равной скорости подачи электродной проволоки подающими роликами. При осуществлении процесса амплитуда колебаний торца электродной проволоки может быть равна или меньше длины дугового промежутка. В первом случае, поверхность капли металла, находящейся на торце электрода, быстро приближается, а затем касается поверхности сварочной ванны, и капля металла переходит в сварочную ванну. Взрыва капли не происходит, так как напряжение на выходе источника питания равно нулю. Затем торец электрода начинает быстро удаляться от поверхности сварочной ванны, одновременно происходит повышение напряжения на дуге. Во втором случае, когда амплитуда колебания торца электродной проволоки меньше длины дуги, происходит отрыв капли от торца электродной проволоки и ее переход в сварочную ванну без короткого замыкания дугового промежутка. При этом, за счет принудительного сбрасывания капли с торца электрода, осуществляемого с достаточно высокой частотой, происходит принудительный мелкокапельный перенос, осуществляемый с целью снижения разбрызгивания электродного металла, и исключающий взрыв капли в результате короткого замыкания дугового промежутка. Суть изобретения поясняется чертежами, где на фиг. 1 - общий вид устройства для обеспечения процесса; фиг. 2 - графики состояния основных показателей процесса. Устройство содержит приводные ролики 1, и сварочную горелку 2, между ними по ходу электродной проволоки 3 расположена вилка механизма 4, сообщающего синусоидальные колебания электродной проволоке. Оно может быть выполнено в виде электромагнита, питаемого переменным током, и ротора, изготовленного из постоянного магнита. Способ реализуется следующим образом. В устройство (фиг. 1) пропускают электродную проволоку (4) марки Св-08Г2С, диаметром 0,8мм, и с помощью механизма (4) задают режим колебания проволоки (амплитуда колебаний -10 мм). Состояние основных характеристик процесса представлены на фиг 2. Режим колебания точки А представлен на фиг.2а. Изменение скорости подачи торца электрода показано на фиг. 2б. Напряжение на дуге показано на фиг.2в. Синхронизация импульсной подачи торца электрода с уменьшением напряжения на дуге до нуля осуществляется за счет подключения обмоток электромагнита к той же сети переменного тока, к которой подключен силовой сварочный трансформатор. Таким образом достигается совпадение фаз основных параметров процесса (фиг. 2 а-в). Расстояние от приводных роликов (1) до сварочной горелки (2) составляет - 50 мм. На дугу подают напряжение от однофазного источника питания дуги -24В, ток дуги составляет - 100А. В зону сварки подают защитн ую среду - газ С02. С указанным режимом осуществляли сварку двух пластин из стали Ст 3 размером 100*200 мм. Оценка величины разбрызгивания осуществляется весовым способом (взвешивание свариваемых деталей и сварочной проволоки до и после сварки). Вес свариваемых пластин и сварочной проволоки до сварки – 1164 г; после сварки –1160 г. Таким образом предложенный способ позволит осуществить принудительный мелкокапельный перенос электродного металла, исключающий взрыв капли в результате короткого замыкания дугового промежутка. Что позволит снизить разбрызгивание электродного металла до 1 -2 %. 2 24440 Фиг. 1 3 24440 Фиг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding by consumable electrode
Автори англійськоюNosovskyi Borys Ivanovych, Nosovskyi Mykhailo Borysovych
Назва патенту російськоюСпособ дуговой сварки плавящимся электродом
Автори російськоюНосовский Борис Иванович, Носовский Михаил Борисович
МПК / Мітки
МПК: B23K 9/12
Мітки: плавиться, електродом, спосіб, дугового, зварювання
Код посилання
<a href="https://ua.patents.su/4-24440-sposib-dugovogo-zvaryuvannya-elektrodom-shho-plavitsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання електродом, що плавиться</a>
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Потап'євський Аркадій Григорович, Гейдеріх Отто Павлович, Худяков Вячеслав Іванович
МПК: B23K 9/127
Мітки: зварювання, спосіб, плавиться, дугового, електродом
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Пальник для дугового зварювання електродом, що не плавиться
Номер патенту: 18581
Опубліковано: 25.12.1997
Автори: Скріпачук Валерій Іванович, Гізер Борис Васильович, Кіпернік Юхим Григорійович, Дьогтяр Володимир Іванович, Карпов Олег Петрович, Остапов Анатолій Васильович
МПК: B23K 9/167
Мітки: дугового, пальник, плавиться, електродом, зварювання
Формула / Реферат:
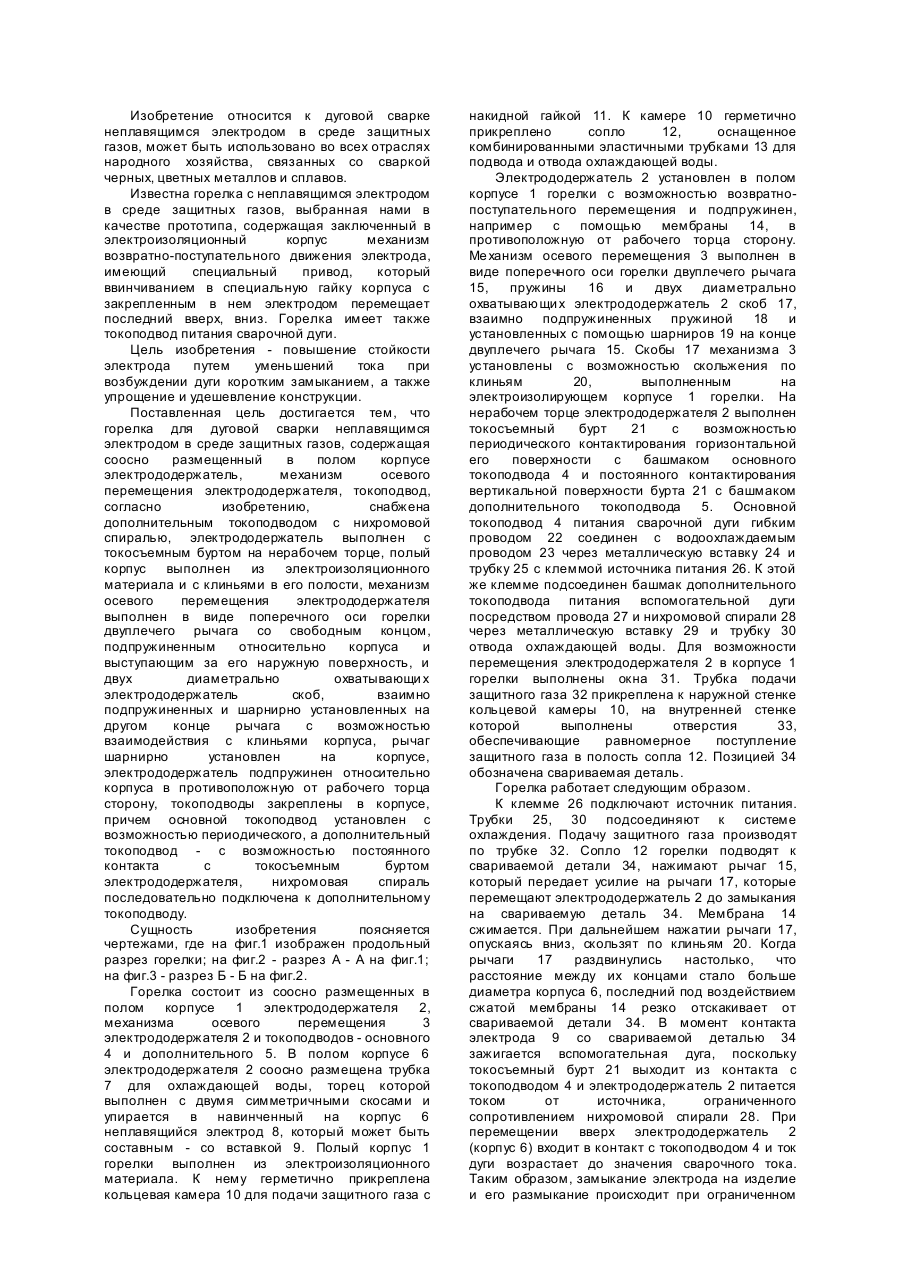
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая соосно размещенный в полом корпусе электрододержатель, механизм осевого перемещения электрододержателя, токоподвод, отличающаяся тем, что она снабжена дополнительным токоподводом с нихромовой спиралью, электрододержатель выполнен с токосъемным буртом на нерабочем торце, полый корпус выполнен из электроизоляционного материала и с клиньями в его полости,...
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Дименко Володимир Васильович, Болотько Віктор Іванович, Шатан Олександр Федорович
Мітки: пристрій, спосіб, дугового, плавким, струмом, змінним, електродом, зварювання, здійснення
Формула / Реферат:
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Пристрій для зварювання електродом, що плавиться
Номер патенту: 4538
Опубліковано: 28.12.1994
Автори: Потап'євський Аркадій Григорович, Дудко Данило Андрійович, Ромочевський Іван Федорович, Рубіна Віра Олексіївна, Лендел Володимир Іванович
МПК: B23K 9/173
Мітки: плавиться, електродом, пристрій, зварювання
Формула / Реферат:
1. Устройство для сварки плавящимся електродом, содержащее мундштук, газоподвод, кнопку управления, соединенную с проводами управления, гибкий шланг, выполненный с наружной защитной неэлектропроводной оболочкой, внутренней частью со сменной спиралью, концевыми соединительными узлами, имеющими отверстия для газа, отличающееся тем, что наружная оболочка шланга выполнена с периметром внутренней поверхности не менее, чем на 3 мм большим...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Махлін Наум Мордухович, Федотенков В'ячеслав Георгійович, Гавва Віктор Маркович, Зацерковний Сергій Анатолійович
МПК: B23K 9/00
Мітки: зварювання, плавким, електродом, дугового, випрямляч
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Попередній патент: Пристрій управління регулятором
Наступний патент: Пристрій захисту трансформатора напруги від пошкодження при ферорезонансних процесах
Випадковий патент: Спосіб моделювання внутрішньоплідної дії глюкокортикоїдів