Безперервнолитий зливок


Формула / Реферат
Безперервнолитий зливок, який має форму основної частини у вигляді прямокутної призми з плоскими торцями на кінцях, який відрізняється тим, що кінці зливка мають форму зрізаних пірамід, при цьому розміри більших основ, які примикають до основної частини зливка, дорівнюють поперечному перерізу основної частини зливка, а розміри менших основ розраховують по формулах:
![]()
де Нк - висота меншої основи кінця зливка, мм;
Нз - висота зливка, мм;
D - катаючий діаметр прокатного валка, мм;
α - максимальний кут захвату металу валками, рад;
Δh - максимально можлива величина абсолютного обтиску, мм;
γ - кут нахилу вузьких граней піраміди, мм.
Текст
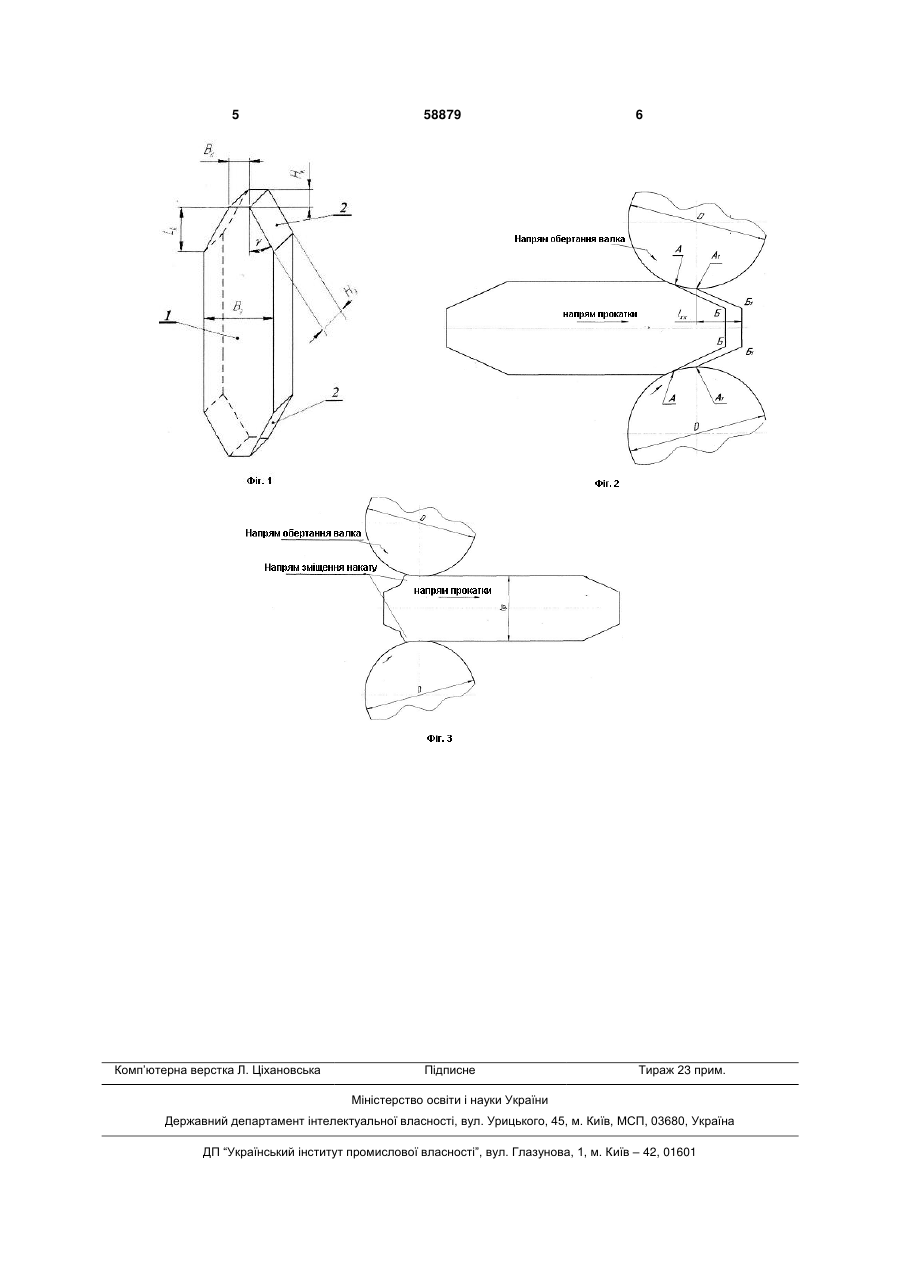
Безперервнолитий зливок, який має форму основної частини у вигляді прямокутної призми з плоскими торцями на кінцях, який відрізняється тим, що кінці зливка мають форму зрізаних пірамід, при цьому розміри більших основ, які примикають до основної частини зливка, дорівнюють поперечному перерізу основної частини зливка, а розміри менших основ розраховують по формулах: h ; 2 h cos Lк Вз D , 2 2 де Нк - висота меншої основи кінця зливка, мм; Нз - висота зливка, мм; D - катаючий діаметр прокатного валка, мм; α - максимальний кут захвату металу валками, рад; Δh - максимально можлива величина абсолютного обтиску, мм; γ - кут нахилу вузьких граней піраміди, мм. Корисна модель безперервнолитий зливок відноситься до металургії і може бути використана при виробництві зливків на машинах безперервного лиття металу. Відома корисна модель безперервнолитого зливка яка має форму основної частини у вигляді прямокутної призми із плоскими кінцями, сформованими за допомогою газових різаків [1, C.171, 2, C.24,], ножицями, вибухом [3, C.45]. Недоліком таких рішень є недосконалість форми кінців зливка. Після розрізу зливка на його кінцях утворюються скардовини, які при подальший прокатці утворюють дефекти у вигляді вкатаних шлаків, плівки, закатів та інші. Відома корисна модель зливка [4], яка має основну частину, а донна частина виконана у вигляді зрізаної піраміди зверненої більшою основою до основної частини зливка, при цьому усі грані зрізаної піраміди виконані під кутом з нахилом 25-28 градусів. Недоліком такого рішення є недосконалість форми кінця зливка, який відноситься до його головної частини. При прокатці таких зливків в прокатному стані в результаті нерівномірної пластичної деформації по висоті розкату на кінці, який відноситься до головної частини, утворюються накати, які після завершення прокатки відрізають на ножицях. При цьому в обрізі витрачається до 10% якісного металу. Цей висновок підтверджується дослідженнями [5]. Мета запропонованої корисної моделі - зниження витрат металу при виробництві сортового прокату за рахунок зменшення величини накатів на кінцях розкату. Вказана мета досягається тим, що кінці зливка виконані у вигляді зрізаної піраміди, при цьому розміри більших основ, які примикають до основної частини зливка дорівнюють поперечному перерізу основної частини зливка, а розміри менших основ розраховують по формулах: h Hк Нз ; Вк D ; 2 h cos Lк В з D , 2 2 де HК - висота меншої основи кінця зливка, мм; HЗ - висота зливка, мм; D - катаючий діаметр прокатного валка, мм; - максимальний кут захвату металу валками, рад; h - максимально можлива величина абсолютного обтиску, мм; - кут нахилу вузьких граней піраміди, мм. Суть корисної моделі пояснюється кресленням, де фіг.1 - безперервнолитий зливок зі зміне UA (11) 58879 (13) U Вк D (19) Hк Нз; 3 58879 ною формою кінців, фіг.2 - схема прокатки безперервнолитого зливка при заповнені осередку деформації, фіг.3 - схема прокатки безперервнолитого зливка при виході розкату із осередку деформації. Безперервнолитий зливок містить основну частину 1 у вигляді прямокутної призми, кінці якого мають форму у вигляді зрізаних пірамід 2. Пластична деформація корисної моделі безперервнолитого зливка відбувається наступним чином. При захваті зливка валками він зустрічається з ними в точках А, при цьому значна частина зливка без обтиску заходить між валки на величину lж.к, фіг.2. Таким чином на кінці розкату штучно створено "жорсткий кінець" довжиною lж.к, який забезпечує вирівнювання витяжок окремих елементів по всьому поперечному перерізу розкату. При подальшому втягуванні зливка в валки точки А перемістяться в точки A1, а точки Б в точки Б1. Обтиск зливка відбудеться на ділянці від точок А1 до кінця основної частини. При закінченні процесу прокатки фіг.3 осередок деформації звільняється від металу, при цьому утворюваний накат поступово вирівнює торець розкату. Створені штучно передній та задній "жорсткі кінці" не дають можливості нерівномірного по висоті розкату повздовжнього плину металу, тим самим протидіють утворенню накатів. 4 Аналогічна картина пластичного плину металу спостерігається при подальший прокатці. При досягненні висоти розкату HК в результаті повного проникнення пластичної деформації на всю висоту розкату зони пластичної зливаються і на торці розкату виникає випуклість. Подальша прокатка приведе до пересічення зон пластичної деформації в центральній частині розкату. В результаті взаємного пересічення зон пластичних деформацій повздовжня пластична деформація центральних слоїв металу збільшується і на торці розкату виникає випуклість. Для перевірки конструктивних параметрів безперервнолитого зливка проведені досліди на лабораторному прокатному стані з діаметром валків 127 мм Криворізького металургійного факультету Національної металургійної Академії України прокаткою зливків виготовлених із свинцю. Для дослідів було виготовлено вісім моделей зливків із різними розмірами меншої основи піраміди. Для порівняння характеру формування торців розкату виготовили один зливок з плоским торцем. По розробленому режиму обтиску були прокатані всі зливки, моделюючи процес прокатки на заготівельному стані. Органолептично та інструментально спостерігали за зміною форми і розмірів торців розкатів. Результати дослідів приведені в таблиці. Таблиця № зливка Фактор форми осередку деформації lд/hср 1 2 3 4 5 6 7 8 плоский торець 0,3 0,4 0,5 0,6 0,3 0,4 0,5 0,6 0,4 Таке конструктивне рішення форми безперервнолитого зливка дозволить за рахунок штучно створених "жорстких кінців" зменшити виникнення на кінцях розкату накатів і як наслідок знизити витрати металу при виробництві сортового прокату. Джерела інформації: 1. М.С. Бойченко Непрерывная разливка стали. - М.: Металлургия, 1957. - С.171. 2. B.C. Рутес, Н.Н. Гуглин, Д.П. Евтеев и др. Непрерывная разливка стали в сортовые заготовки. - М.: Металлургия, 1967. - 144с. Форма торця розкату і його Сумарний обтиск, h, мм розміри, мм (-) наплив (+) випуклість 32,0 -1,4 22,4 +2,2 22,4 +4,8 32,0 +6,8 22,4 -1,3 32,0 -0,5 32,0 +2,4 22,4 +5,5 32,0 -11,6 3. Исследование непрерывной разливки. / Под редакцией Дж. Б. Лина. Перевод с английского. Брюссель, 1977 г. - М.: Металлургия, 1982. - 200с. 4. В.П.Чумаков, М.Г. Коренко. Патент на корисну модель № 38619. Україна, МПК В21В 1/00, B22D 7/00. Сортовий зливок для прокатного стану. Бюл.№1. 2009. 5. В.П. Чумаков, М.Г. Коренко. Пути снижения расхода металла при прокатке на блюминге. Металургическая и горнорудная промышленность. №2. - 2009. - С.39-42. 5 Комп’ютерна верстка Л. Ціхановська 58879 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuously cast ingot
Автори англійськоюChumakov Volodymyr Petrovych
Назва патенту російськоюНепрерывнолитой слиток
Автори російськоюЧумаков Владимир Петрович
МПК / Мітки
МПК: B22D 7/00
Мітки: зливок, безперервнолитий
Код посилання
<a href="https://ua.patents.su/3-58879-bezperervnolitijj-zlivok.html" target="_blank" rel="follow" title="База патентів України">Безперервнолитий зливок</a>
Сортовий зливок для прокатного стана

Номер патенту: 38619
Опубліковано: 12.01.2009
Автори: Чумаков Володимир Петрович, Коренко Марина Георгіївна
Мітки: зливок, прокатного, сортовий, стана
Формула / Реферат:
Сортовий зливок для прокатного стана, що містить головну, центральну та донну частини, який відрізняється тим, що донна частина сортового зливка виконана у вигляді зрізаної піраміди, зверненої більшою основою до центральної частини згаданого зливка, при цьому згадана піраміда утворена гранями під кутом, узятим з нахилом 25-28 градусів, а величину сторони багатокутника в її малій основі визначають з виразу:
Ковальський зливок

Номер патенту: 54801
Опубліковано: 17.03.2003
Автори: Михайленко Борис Омелянович, Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Олешко Віктор Михайлович, Соколов Лев Миколайович
МПК: B21J 1/00
Мітки: зливок, ковальський
Формула / Реферат:
Ковальський зливок з піддоном, що включає прибуткову частину і тіло зливка, виконаного у вигляді багатогранника з гранями у вигляді кривої по її ширині, який відрізняється тим, що ковальський зливок виконано з увігнутою бічною поверхнею (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину = 0,08...0,12
Зливок

Номер патенту: 69839
Опубліковано: 15.09.2004
Автори: Климанчук Владислав Владиславович, Шебаніц Едуард Миколаєвич, Могильний Олександр Петрович, Карнаушенко Ніл Андрійович, Коваль Сергій Олексійович, Бойко Володимир Семенович, Омельяненко Микола Іванович
МПК: B21B 1/00
Мітки: зливок
Формула / Реферат:
1. Зливок, що має поперечний переріз змінної товщини, вузькі та широкі грані з прямокутними ділянками широких граней, що примикають до вузьких граней, який відрізняється тим, що прямолінійні ділянки на широких гранях з'єднані між собою лекальними кривими.2. Зливок за п.1, який відрізняється тим, що широкі грані виконані зі змінною конусністю по його висоті.
Зливок для розкислення сталі алюмінієм

Номер патенту: 39193
Опубліковано: 10.02.2009
Автори: Китаненко Віктор Васильович, Коваль Юрій Олексійович, Овчінніков Микола Олексійович, Секачев Олександр Олегович, Літвіненко Олександр Юрійович, Юшкова Марина Геннадіївна, Уваров Василій Петрович, Гизенко Микола Васильович
МПК: C21C 7/06
Мітки: зливок, розкислення, алюмінієм, сталі
Формула / Реферат:
1. Зливок для розкислення сталі алюмінієм, що містить шар алюмінію, рівномірно розташований по периферії зливка, і обважнювач, розміщений всередині зливка, при співвідношенні по масі алюмінію та обважнювача 1:(2,5...5,0), який відрізняється тим, що в обважнювачі розміщені оксиди металів, не змочуваних рідкою сталлю в кількості 1...5 % від маси зливка.2. Зливок за п. 1, який відрізняється тим, що як оксид металу, не змочуваний рідкою...
Зливок

Номер патенту: 72678
Опубліковано: 15.03.2005
Автори: Петриченко Олександр Григорович, Гуляєв Юрій Геннадійович, Кравченко В'ячеслав Андрійович, Беседнов Сергій Вікторович, Козловський Альфред Іванович, Гончар Володимир Петрович, Єрак Володимир Миколайович, Перков Борис Олексійович, Дерюгін Олександр Олександрович
МПК: B22D 7/06
Мітки: зливок
Формула / Реферат:
1. Зливок, переважно для виготовлення залізничних коліс, що складається з верхньої прибуткової частини зливка та тіла зливка круглого поперечного перерізу, який відрізняється тим, що тіло зливка має циліндричну форму, а співвідношення висоти зливка (Нзл) до його діаметра (D) складає величину =6,2-6,5.2. Зливок по п. 1, який відрізняється тим, що тіло зливка в...
Попередній патент: Гігієнічний виріб з антимікробними властивостями
Наступний патент: Станція із біоплато геліофлотатор-173 очищення води від забруднень із підвищеною екологічною небезпекою
Випадковий патент: Багатоканальний детектор задимленості