Сортовий зливок для прокатного стана
Номер патенту: 38619
Опубліковано: 12.01.2009
Автори: Коренко Марина Георгіївна, Чумаков Володимир Петрович

Формула / Реферат
Сортовий зливок для прокатного стана, що містить головну, центральну та донну частини, який відрізняється тим, що донна частина сортового зливка виконана у вигляді зрізаної піраміди, зверненої більшою основою до центральної частини згаданого зливка, при цьому згадана піраміда утворена гранями під кутом, узятим з нахилом 25-28 градусів, а величину сторони багатокутника в її малій основі визначають з виразу:
![]() , де:
, де:
Вд - величина сторони багатокутника малої основи зрізаної піраміди в донній частині сортового зливка;
D - катаючий діаметр валка прокатного стана;
∆h - максимально можлива величина абсолютного обтиску;
α - максимальний кут захоплення сортового зливка валками прокатного стана.
Текст
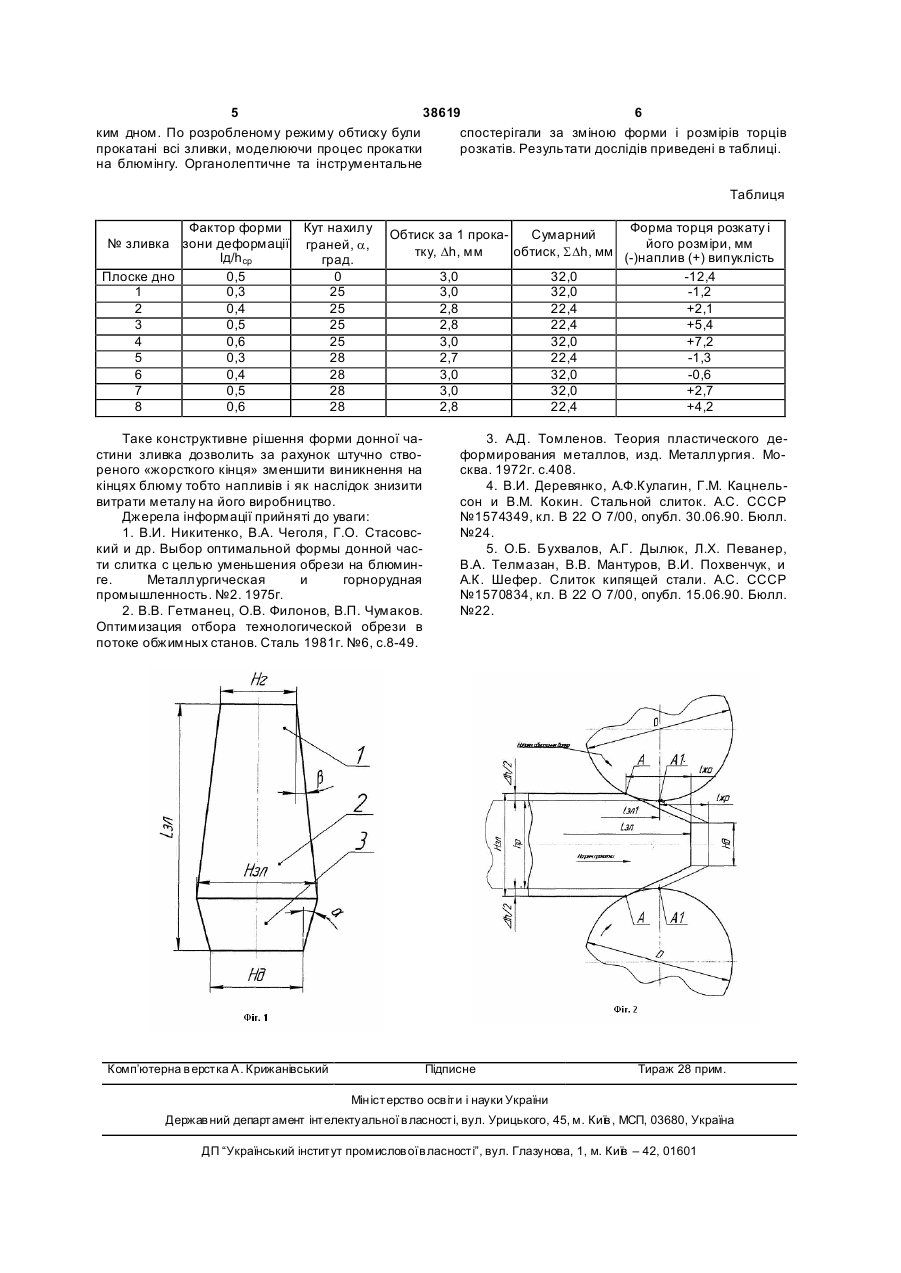
Сортовий зливок для прокатного стана, що містить головну, центральну та донну частини, який відрізняється тим, що донна частина сортового зливка виконана у вигляді зрізаної піраміди, зверненої більшою основою до центральної частини згаданого зливка, при цьому згадана піраміда утворена гранями під кутом, узятим з нахилом 25 3 38619 4 формації на всю висоту розкату із збільшенням гляді зрізаної піраміди, зверненої більшою осноплощі нижньої границі зони пластичної деформавою до центральної частини згаданого зливка. ції, на поверхні торців зливка виникають напливи. Згадана піраміда утворена гранями виконаними Аналогічне явище спостерігається і в поперечному під кутом узятим (25-28) градусів. При цьому велиперерізі зливка з тією різницею, що тепер уже на чину сторони багатокутника в її малої основі вибокових гранях розкату утворюється випуклості. значають з вираження: Шари металу які знаходяться ближче до поверхні Dh Bд = D a + , де: валків більш інтенсивніше деформуються, а ніж 2 середні і на бокових гранях утворюється «подвійна Вд - величина сторони багатокутника малої осбочка» яка має форму аналогічно напливам на нови зрізаної піраміди в донній частині сортового торцях розкату. зливку; При прокатці на блюмінгу при відсутності пеD - катаючий діаметр валка прокатного стану; реднього «жорсткого кінця», який би вирівнював Dh - максимально можлива величина абсолюповздовжню пластичну деформацію всього попетного обтиску; речного перетину розкату, та в результаті затухаa - максимальний кут за хвату сортового злитку ючої пластичної деформації по висоті поперечного валками прокатного стану. перетину зливка на його торцях виникають наплиПри цьому ви. При наданні готовому блюму товарного виду Dh=(Нзл-Нр), де: або передаючи його для подальшої прокатки на Нзл - вихідна величина сторони багатокутника заготівельному прокатному стані на ножицях кінці більшої основи зрізаної піраміди в донній частині які мають дефекти у вигляді напливів та іншого сортового зливку; походження, відрізають. При цьому витрачається Нр - величина сторони багатокутника розкату . (в обріз) якісний метал який завжди присутній у На кресленні дуга захвата а обмежена радіудонній частині зливка. Тим паче при відрізанні десами з точок А-А1. Завдяки пропонованої формі фекту розкривається ліквація в розкаті. При подасортового зливку пластична деформація відбувальшій пластичній деформації ліквація за рахунок ється наступним чином. анізотропії при деяких умовах прокатки може розЗахват зливка валками відбувається в точках криватись, що приводе до порушень технологічноА-А, по дузі захвата. При цьому значна довжина го процесу. донної частини зливка без обтиску зайде в розтвір В основу корисної моделі поставлена задача, валків на величину lжо, Фіг.2. вдосконалити сортовий зливок для прокатного Таким чином на кінці розкату штучно створено стану, шля хом зменшення величини напливів в «жорсткий кінець» довжиною lжо, який забезпечує донній частині сортового зливка у процесі прокатки рівномірний повздовжній плин металу по всьому і за рахунок цього знизити витрати металу на випоперечному перетину розкату. При подальшому робництво прокатної продукції. втягуванні зливка в валки точки А-А перемістяться Задача вирішена тим, що в сортовому зливку в точки А1 А1. Обтиск зливка відбудеться на ділянці для прокатного стану, що містить головну, центравід точок А1 А1 до кінця головної частини /lзл1/. Прильну та донну частини, згідно корисної моделі, сутність штучно сформованого переднього «жорсдонна частина сортового зливка виконана у вигляткого кінця» не дає можливості нерівномірного по ді зрізаної піраміди, зверненої більшою основою висоті розкату повздовжнього плину металу тим до центральної частини згаданого зливка, при самим протидіє утворенню напливу. Аналогічна цьому згадана піраміда утворена гранями виконакартина пластичного плину металу спостерігаєтьними під кутом узятим (25-28) градусів, а величину ся при подальший прокатці, як в прямому, так і в сторони багатокутника в ії малої основі визначазворотному напрямках. ють з вираження: При досягненні висоти розкату hp величини ріDh вної висоті нижньої частини зливка Н¶, в результаBд = D a + , де: 2 ті повного проникнення пластичної деформації на Вд - величина сторони багатокутника малої освсю висоту розкату зони пластичної деформації нови зрізаної піраміди в донній частині сортового зливаються і на торці розкату можливе виникнення зливку; випуклості. Подальша прокатка приведе до переD - катаючий діаметр валка прокатного стану; січення зон пластичної деформації в центральній Dh - максимально можлива величина абсолючастині розкату. В результаті взаємного пересітного обтиску; чення зон пластичних деформацій верхнього й a - максимальний кут за хвату сортового злитку нижнього валків, повздовжня пластична деформавалками прокатного стану. ція центральних слоїв металу збільшується і на Суть корисної моделі пояснюється кресленняторці розкату виникає випуклість. ми, де на: Для перевірки конструктивних параметрів Фіг.1 - показаний сортовий зливок зі зміненою донної частини зливка були проведені досліди на формою його донної частини; лабораторному прокатному стані з діаметром валФіг.2 - сортовий зливок в валках прокатного ків 112мм Криворізького металургійного факультестана. ту Національної металургійної Академії України Сортовий зливок для прокатного стану містить прокаткою зливків що виготовлені із свинцю. Для головну 1, центральну 2 та донну 3 частини. Грані дослідів було виготовлено вісім моделей зливків із центральної та головної частин нахилені під кутом різними розмірами площі низу зливка та під різним b. Донна частина сортового зливка виконана у викутом нахилу граней донної частини і один з плос 5 38619 6 ким дном. По розробленому режиму обтиску були спостерігали за зміною форми і розмірів торців прокатані всі зливки, моделюючи процес прокатки розкатів. Результати дослідів приведені в таблиці. на блюмінгу. Органолептичне та інструментальне Таблиця Фактор форми № зливка зони деформації Ід/hcp Плоске дно 0,5 1 0,3 2 0,4 3 0,5 4 0,6 5 0,3 6 0,4 7 0,5 8 0,6 Кут нахилу граней, a, град. 0 25 25 25 25 28 28 28 28 Форма торця розкату і Обтиск за 1 прокаСумарний його розміри, мм тку, Dh, мм обтиск, SDh, мм (-)наплив (+) випуклість 3,0 32,0 -12,4 3,0 32,0 -1,2 2,8 22,4 +2,1 2,8 22,4 +5,4 3,0 32,0 +7,2 2,7 22,4 -1,3 3,0 32,0 -0,6 3,0 32,0 +2,7 2,8 22,4 +4,2 Таке конструктивне рішення форми донної частини зливка дозволить за рахунок штучно створеного «жорсткого кінця» зменшити виникнення на кінцях блюму тобто напливів і як наслідок знизити витрати металу на його виробництво. Джерела інформації прийняті до уваги: 1. В.И. Никитенко, В.А. Чеголя, Г.О. Стасовский и др. Выбор оптимальной формы донной части слитка с целью уменьшения обрези на блюминге. Металлургическая и горнорудная промышленность. №2. 1975г. 2. В.В. Гетманец, О.В. Филонов, В.П. Чумаков. Оптимизация отбора технологической обрези в потоке обжимных станов. Сталь 1981г. №6, с.8-49. Комп’ютерна в ерстка А. Крижанівський 3. А.Д. Томленов. Теория пластического деформирования металлов, изд. Металлургия. Москва. 1972г. с.408. 4. В.И. Деревянко, А.Ф.Кулагин, Г.М. Кацнельсон и В.М. Кокин. Стальной слиток. А.С. СССР №1574349, кл. В 22 О 7/00, опубл. 30.06.90. Бюлл. №24. 5. О.Б. Бухвалов, А.Г. Дылюк, Л.Х. Певанер, В.А. Телмазан, В.В. Мантуров, В.И. Похвенчук, и А.К. Шефер. Слиток кипящей стали. А.С. СССР №1570834, кл. В 22 О 7/00, опубл. 15.06.90. Бюлл. №22. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSection ingot for rolling mill
Автори англійськоюChumakov Volodymyr Petrovych, Korenko Maryna Heorhiivna
Назва патенту російськоюСортовой слиток для прокатного стана
Автори російськоюЧумаков Владимир Петрович, Коренко Марина Георгиевна
МПК / Мітки
Мітки: прокатного, зливок, стана, сортовий
Код посилання
<a href="https://ua.patents.su/3-38619-sortovijj-zlivok-dlya-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Сортовий зливок для прокатного стана</a>
Система калібрів валків прокатного стана
Номер патенту: 62181
Опубліковано: 15.12.2003
Автори: Тішчанка Уладзімір Андрєявіч, Цімашпольські Уладзімір Ісаакавіч, Бандаренка Аляксандр Мікалаєвіч, Матачкін Віктар Аркадзєвіч, Рябцав Алег Віктаравіч, Луценко Владислав Анатолійович, Шувякова Ірина Володимирівна, Жучков Сергій Михайлович, Курбатав Генадзь Аляксандравіч, Сцяблов Анвєр Барисавіч
МПК: B21B 1/02
Мітки: система, стана, валків, прокатного, калібрів
Формула / Реферат:
1. Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки-поділу, що містить чорновий, проміжний і чистовий трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовий трирівчаковий калібр виконано у...
Рольганг прокатного стана

Номер патенту: 34589
Опубліковано: 15.03.2001
Автори: Брєхов Володимир Євгенович, Небаба Георгій Іванович, Васільєв Юрій Андрійович
МПК: B21B 39/00
Мітки: рольганг, стана, прокатного
Формула / Реферат:
Рольганг прокатного стана, який містить спарені похилі циліндричні ролики, оперті своїми кінцями в середній частині рольганга на проміжну опору, а також привід роликів, який відрізняється тим, що правий ролик кінематично зв'язаний з лівим роликом за допомогою зубчастого зачеплення, виконаного у вигляді встановлених на суміжних кінцях роликів конічних зубчастих коліс, взаємодіючих з блоковою шестірнею, розташованою у проміжній опорі.
Захисна планка станини прокатного стана
Номер патенту: 2787
Опубліковано: 16.08.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B21B 13/00
Мітки: прокатного, станини, планка, захисна, стана
Формула / Реферат:
Захисна планка станини прокатного стана, яка містить отвори для кріплення її болтами до станини та штифтові отвори для фіксації, яка відрізняється тим, що на внутрішній поверхні планки, поверненої до станини, виконані западини, рівномірно розподілені по її площі і з'єднані між собою і краєм планки канавками.
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Тесля Михайло Дмитрович, Скляренко Віталій Олексійович, Бєляєв Олексій Миколайович, Кирильченко Петро Миколайович, Єрмашов Ігор Олександрович, Климанчук Владислав Владиславович, Сидоров Сергій Михайлович, Джансиз Віктор Євгенович, Тростянецький Олег Брониславович, Івашина Володимир Володимирович
МПК: B21B 33/00
Мітки: захисту, стана, валків, опорних, прокатного, пристрій, кліті, інформаційний
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Федорінов Володимир Анатолійович, Кокотько Михайло Євгенович, Сатонін Антон Олександрович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович
МПК: B21B 13/00
Мітки: кліть, стана, робоча, прокатного
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Попередній патент: Телескопічний виконавчий орган прохідницького комбайна
Наступний патент: Лінія по виробництву комбікормів та білково-вітамінно-мінеральних добавок (бвмд)
Випадковий патент: Посівна секція для сівалок прямого посіву