Ковальський зливок
Номер патенту: 54801
Опубліковано: 17.03.2003
Автори: Алієв Іграмотдін Серажутдінович, Соколов Лев Миколайович, Михайленко Борис Омелянович, Олешко Віктор Михайлович, Марков Олег Євгенійович

Формула / Реферат
Ковальський зливок з піддоном, що включає прибуткову частину і тіло зливка, виконаного у вигляді багатогранника з гранями у вигляді кривої по її ширині, який відрізняється тим, що ковальський зливок виконано з увігнутою бічною поверхнею (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину ![]() = 0,08...0,12
= 0,08...0,12
![]()
де ![]() - стріла прогину;
- стріла прогину;
D - більший діаметр зливка;
d - менший діаметр зливка;
Н - висота тіла зливка.
Текст
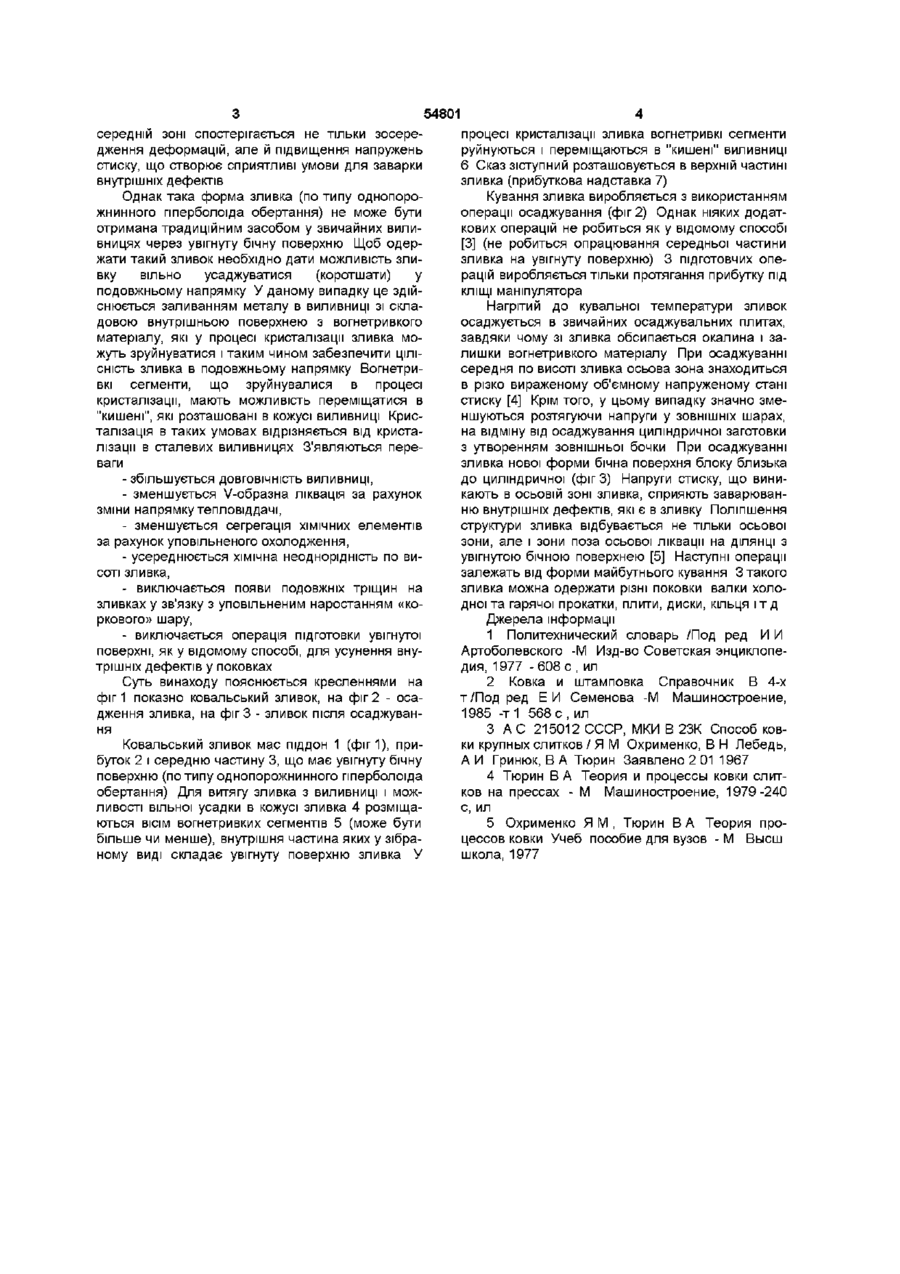
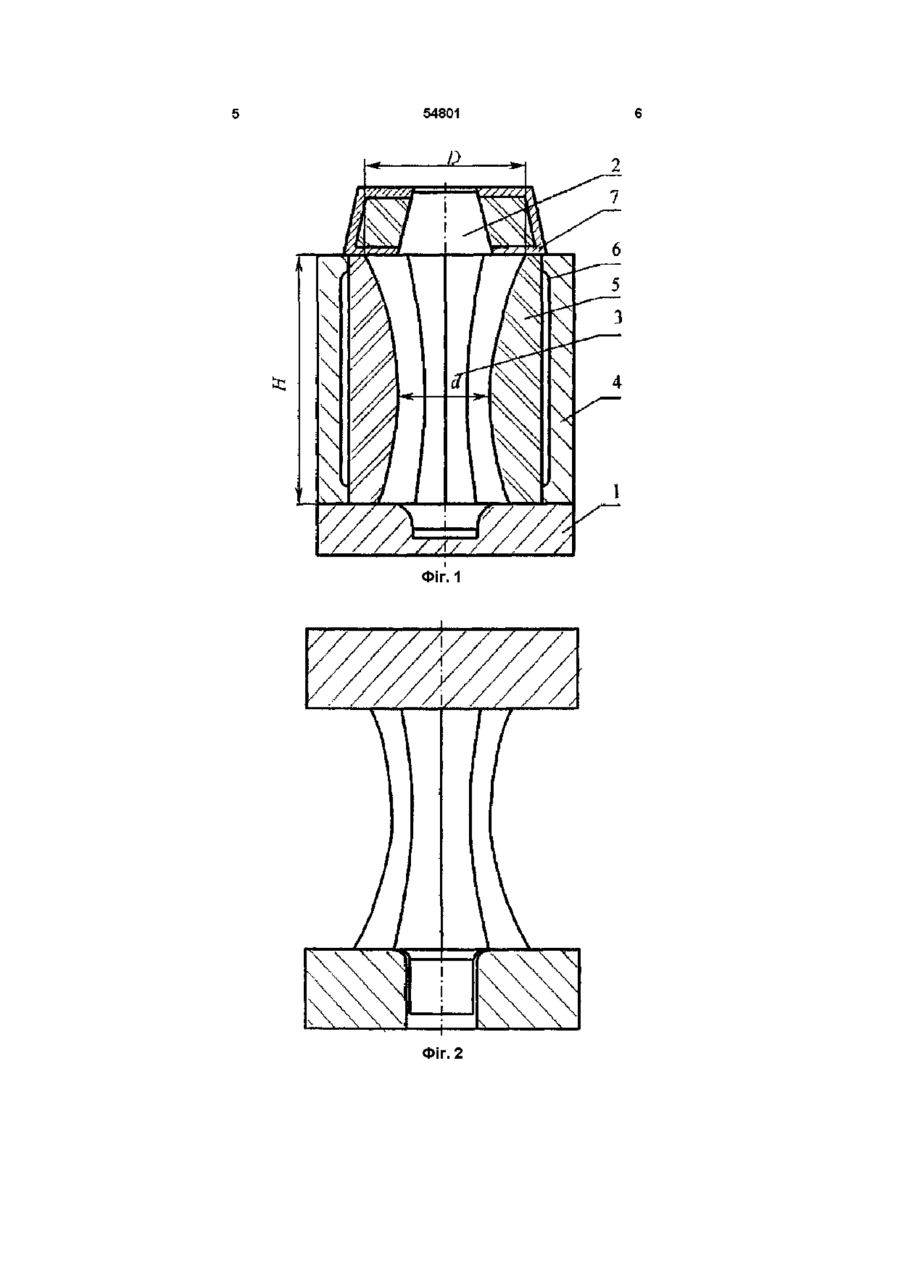
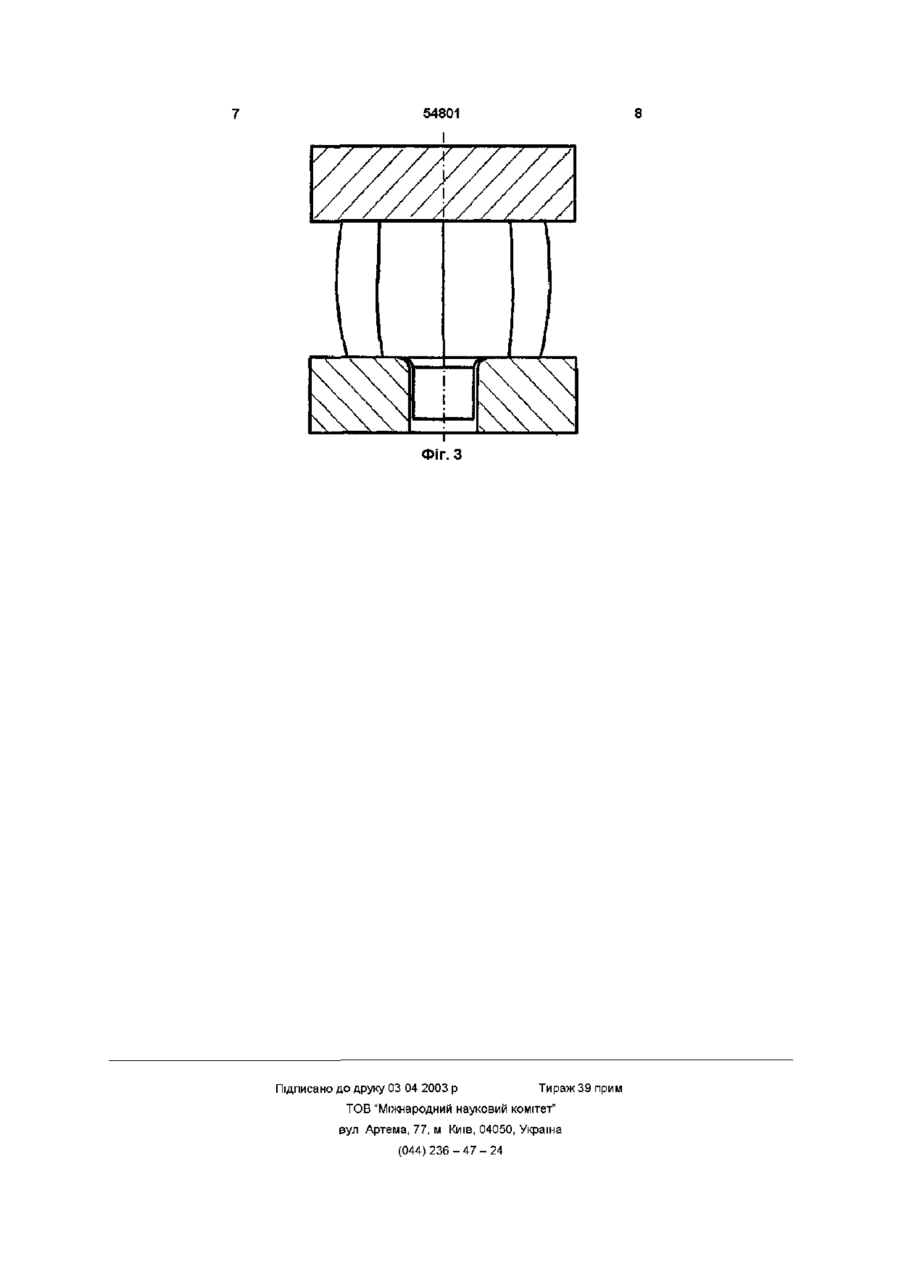
Ковальський зливок з піддоном, що включає прибуткову частину і тіло зливка, виконаного у Винахід відноситься до галузі ковальськопресового виробництва і може бути використаний на машинобудівних заводах для виготовлення ковальських зливків Відомий ковальський зливок [1, с 458], що має форму усіченої піраміди, який є напівфабрикатом для подальшої переробки (прокатка, кування) Відомий також, обраний як прототип, ковальський зливок для кування виробів [2, с 66], що має піддон, прибуткову частину і тіло зливка, виконаного у виді багатогранника (усічена піраміда), грані якого виконані у виді кривої по її ширині При куванні відомого зливка з'являються труднощі з опрацюванням осьової зони Крім того, відомий зливок має ряд серйозних дефектів Для такого зливка характерна висока хімічна і структурна неоднорідність Особливо це відноситься до осьової зони і верхньої частини зливка, де розташована V-образна ліквація, осьові скази, сказ зіступний Гаряча деформація не забезпечує поліпшення структури в цих частинах зливка В основу винаходу поставлена задача поліпшення опрацювання осьової зони й в цілому структури зливка і підвищення технологічності і зниження собівартості кування за рахунок зменшення КІЛЬКОСТІ операцій Поставлена задача вирішується тим, що ковальський зливок виконаний з увігнутою бічною поверхнею (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину а, яка дорівнює 0 08 0 12 вигляді багатогранника з гранями у вигляді кривої по и ширині, який відрізняється тим, що ковальський зливок виконано з увігнутою бічною поверхнею (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину а = 0,08 0,12 (а = 2Н де а - стріла прогину, D - більший діаметр зливка, d - менший діаметр зливка, Н - висота тіла зливка Увігнута бічна поверхня в зливку створює найменший опір деформації в МІСЦІ найбільшого прогину і перешкоджає вільному розвитку радіальних потоків витиснення металу, викликаючи дію стискаючих напружень [3] Усе це робить сприятливий вплив для закриття осьових порожнин вже в початковий період осаджування Відомий спосіб кування, у якому для усунення дефектів осьової зони зливка застосовують ефект підпираючого впливу увігнутих бічних поверхонь заготовки [3] Підготовлений до білетировки зливок обтискають таким чином, щоб одержати бічну поверхню його у формі увігнутої бочки (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину а = D-d , 2Н де а- стріла прогину, D - більший діаметр тіла зливка, d- менший діаметр тіла зливка, Н- висота тіла зливка При наступному осаджуванні зливка середня по висоті його осьова зона знаходиться в різко вираженому об'ємно-напруженому стані стиску Після осаджування бічна поверхня блоку близька до циліндричної При цьому значно зменшуються напруги, що розтягують у ЗОВНІШНІХ шарах, на відміну від умов, при осаджуванні циліндричного білета з утворенням опуклої бочки Крім того, у наслідок різниці перетинів по висоті зливка, у О 00 ю 54801 середній зоні спостерігається не тільки зосередження деформацій, але й підвищення напружень стиску, що створює сприятливі умови для заварки внутрішніх дефектів Однак така форма зливка (по типу однопорожнинного гіперболоїда обертання) не може бути отримана традиційним засобом у звичайних виливницях через увігнуту бічну поверхню Щоб одержати такий зливок необхідно дати можливість зливку вільно усаджуватися (коротшати) у подовжньому напрямку У даному випадку це здійснюється заливанням металу в виливниці зі складовою внутрішньою поверхнею з вогнетривкого матеріалу, які у процесі кристалізації зливка можуть зруйнуватися і таким чином забезпечити ЦІЛІСНІСТЬ зливка в подовжньому напрямку Вогнетривкі сегменти, що зруйнувалися в процесі кристалізації, мають можливість переміщатися в "кишені", які розташовані в кожусі виливниці Кристалізація в таких умовах відрізняється від кристалізації в сталевих виливницях З'являються переваги - збільшується ДОВГОВІЧНІСТЬ виливниці, - зменшується V-образна ліквація за рахунок зміни напрямку тепловіддачі, - зменшується сегрегація ХІМІЧНИХ елементів за рахунок уповільненого охолодження, - усереднюється хімічна неоднорідність по висоті зливка, - виключається появи подовжніх тріщин на зливках у зв'язку з уповільненим наростанням «коркового» шару, - виключається операція підготовки увігнутої поверхні, як у відомому способі, для усунення внутрішніх дефектів у поковках Суть винаходу пояснюється кресленнями на фіг 1 показно ковальський зливок, на фіг 2 - осадження зливка, на фіг 3 - зливок після осаджування Ковальський зливок мас піддон 1 (фиг 1), прибуток 2 і середню частину 3, що має увігнуту бічну поверхню (по типу однопорожнинного гіперболоїда обертання) Для витягу зливка з виливниці і можливості вільної усадки в кожусі зливка 4 розміщаються ВІСІМ вогнетривких сегментів 5 (може бути більше чи менше), внутрішня частина яких у зібраному виді складає увігнуту поверхню зливка У процесі кристалізації зливка вогнетривкі сегменти руйнуються і переміщаються в "кишені" виливниці 6 Сказ зіступний розташовується в верхній частині зливка (прибуткова надставка 7) Кування зливка виробляється з використанням операції осаджування (фіг 2) Однак ніяких додаткових операцій не робиться як у відомому способі [3] (не робиться опрацювання середньої частини зливка на увігнуту поверхню) 3 підготовчих операцій виробляється тільки протягання прибутку під КЛІЩІ маніпулятора Нагрітий до кувальної температури зливок осаджується в звичайних осаджувальних плитах, завдяки чому зі зливка обсипається окалина і залишки вогнетривкого матеріалу При осаджуванні середня по висоті зливка осьова зона знаходиться в різко вираженому об'ємному напруженому стані стиску [4] Крім того, у цьому випадку значно зменшуються розтягуючи напруги у ЗОВНІШНІХ шарах, на відміну від осаджування циліндричної заготовки з утворенням зовнішньої бочки При осаджуванні зливка нової форми бічна поверхня блоку близька до циліндричної (фігЗ) Напруги стиску, що виникають в осьовій зоні зливка, сприяють заварюванню внутрішніх дефектів, які є в зливку Поліпшення структури зливка відбувається не тільки осьової зони, але і зони поза осьової ліквацм на ДІЛЯНЦІ З увігнутою бічною поверхнею [5] Наступні операції залежать від форми майбутнього кування 3 такого зливка можна одержати різні поковки валки холодної та гарячої прокатки, плити, диски, кільця і т д Джерела інформації 1 Политехнический словарь /Под ред И И Артоболевского -М Изд-во Советская энциклопедия, 1977 -608 с , ил 2 Ковка и штамповка Справочник В 4-х т/Под ред Е Й Семенова -М Машиностроение, 1985 -т 1 568 с , ил 3 А С 215012 СССР, МКИ В 23К Способ ковки крупных слитков / Я М Охрименко, В Н Лебедь, А И Гринюк, В А Тюрин Заявлено 2 01 1967 4 Тюрин В А Теория и процессы ковки слитков на прессах - М Машиностроение, 1979-240 с, ил 5 Охрименко Я М , Тюрин В А Теория процессов ковки Учеб пособие для вузов - М Высш школа, 1977 54801 Фіг. 1 Фіг. 2 54801 I Фіг. З Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюForge ingot
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Markov Oleh Yevheniiovych, Oleshko Viktor Mykhailovych, Sokolov Lev Mykolaiovych
Назва патенту російськоюКузнечный слиток
Автори російськоюАлиев Играмотдин Серажутдинович, Марков Олег Евгеньевич, Олешко Виктор Михайлович, Соколов Лев Николаевич
МПК / Мітки
МПК: B21J 1/00
Мітки: зливок, ковальський
Код посилання
<a href="https://ua.patents.su/4-54801-kovalskijj-zlivok.html" target="_blank" rel="follow" title="База патентів України">Ковальський зливок</a>
Зливок для розкислення сталі алюмінієм
Номер патенту: 54017
Опубліковано: 17.02.2003
Автори: Сєров Роман Олександрович, Ярославцев Юрій Григорович, Сєров Олександр Іванович, Возіянова Наталя Юріївна
МПК: C21C 7/06
Мітки: сталі, алюмінієм, розкислення, зливок
Формула / Реферат:
1. Зливок для розкислення сталі алюмінієм, що складається з обважнювача, розміщеного в середині зливка та алюмінію, розміщеного по периферії, який відрізняється тим, що поверхню алюмінію вкривають ізолюючою оболонкою, а обважнювач розміщують в обсязі алюмінієвої складової у вигляді гранул, куль, пластин, циліндрів та предметів іншої форми.2. Зливок за п. 1, який відрізняється тим, що фракція обважнювача та товщина ізолюючої оболонки ...
Зливок

Номер патенту: 4137
Опубліковано: 27.12.1994
Автори: Проценко Юрій Юрійович, Нагай Володимир Данилович, Горягін Василь Олексійович, Дворядкін Борис Олександрович, Локтіонов Петро Якович, Лєсовой Віктор Васильович, Сердюк Іван Олексійович, Скороход Микола Михайлович, Стець Павло Денисович, Гоч Микола Григорович
МПК: B22D 7/00
Мітки: зливок
Формула / Реферат:
Слиток уширенный кверху с узкими и широкими гранями, отличающийся тем, что узкие грани выполнены тремя плоскостями, образующими в нижнем сечении равнобедренную трапецию с преобразованием в верхнем сечении в равнобедренный треугольник с равными высотами.
Зливок

Номер патенту: 16993
Опубліковано: 29.08.1997
Автори: Полуновський Ісаак Євсеєвич, Гетьманець Веніамін Васильович, Романченко Валерій Леонідович, Тільга Степан Сергійович
МПК: B22D 7/00
Мітки: зливок
Формула / Реферат:
Слиток прямоугольного сечения, имеющий выпуклые боковые грани, отличающийся тем, что его боковые грани имеют переменную по длине слитка величину выпуклости, определяемую по формуле: где hср - ширина грани слитка (в среднем);l -длина слитка; li - текущая длина слитка; φ - угол наклона грани;К-коэффициент, определяющий...
Зливок алюмінієвий для розкислення сталі
Номер патенту: 6104
Опубліковано: 29.12.1994
Автори: Гавро Леонід Петрович, Чорногрицький Володимир Михайлович, Катель Леонід Маркусович, Вихлевщук Валерій Антонович, Шнеєров Яков Аронович
МПК: C21C 7/06
Мітки: зливок, розкислення, сталі, алюмінієвий
Формула / Реферат:
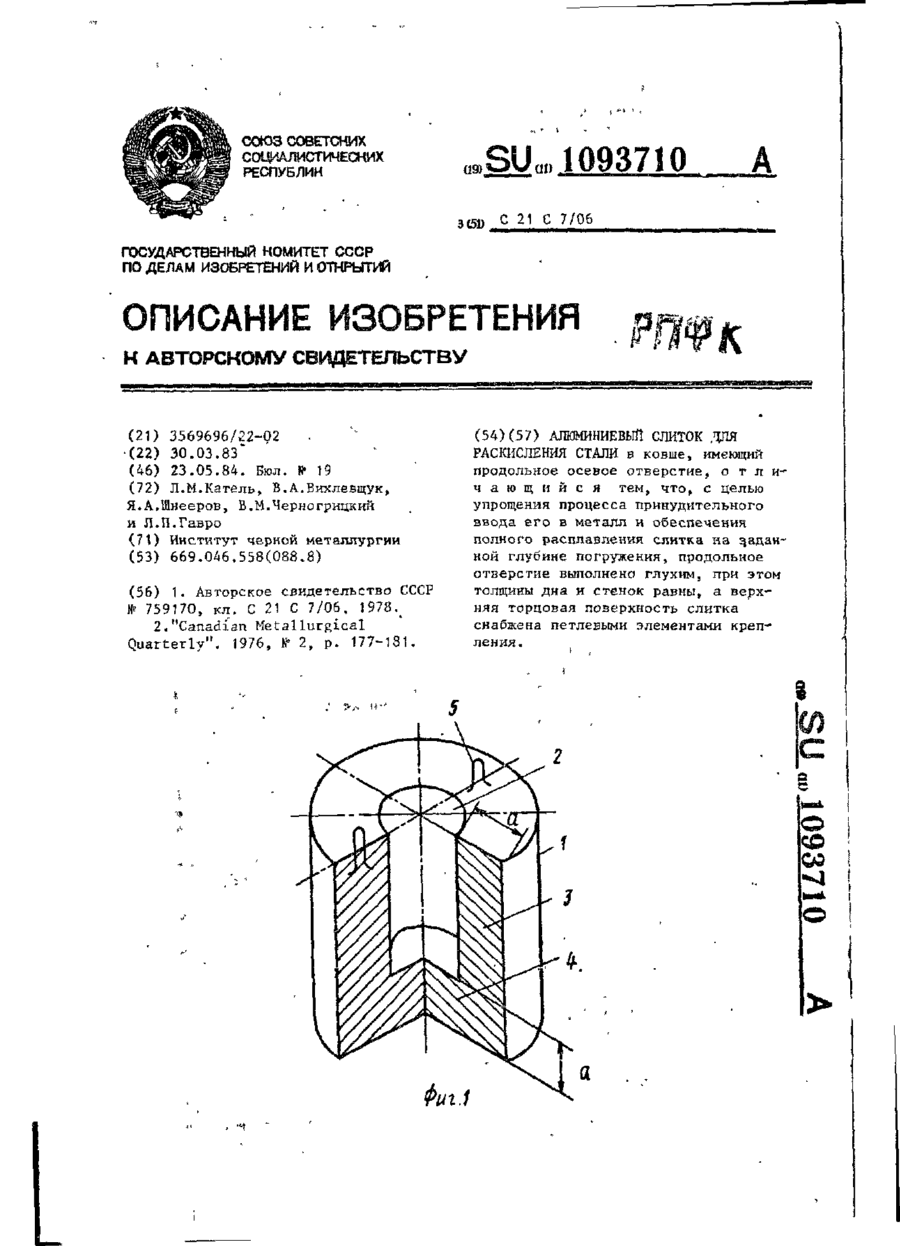
Алюминиевый слиток для раскислсніія стали в ковше, имеющий продольное осевое отверстие, отличающийся тем, что, с целью упрощения процесса принудительного ввода его в метал и обеспечения полного расплавления слитка на заданной глубине погружения, продольное отверстие выполнено глухим, при этом толщина дна и стенок равны, а верхняя торцовая поверхность слитка снабжена петлевыми элементами крепления.
Піддон для відливки зливок у крізьні виливниці

Номер патенту: 1468
Опубліковано: 25.07.1994
Автори: Дворядкін Борис Олександрович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Бондаренко Микола Андрійович, Савченко Леонід Степанович, Кущенко Олександр Іванович, Бросєв Олександр Олександрович
МПК: B22D 7/06
Мітки: виливниці, зливок, крізьні, відливки, піддон
Формула / Реферат:
Поддон для отливки слитков в сквозные изложницы в виде плиты с выступами по периметру внутренних стенок изложницы, отличающийся тем, что плита выполнена выпуклой, вытянутой в сторону узких граней и плавно переходящей в выступы по периметру, а величина выпуклости составляет 0,15...0,3 толщины поддона.
Попередній патент: Станція мобільна очищення води при проходці стволів шахт
Наступний патент: Портативний пристрій для визначення кількісних показників вестибулярного ністагму
Випадковий патент: Пристрій для виміру абсолютних спектральних коефіцієнтів відбиття та направленого пропускання