Ливникова система для подвійної обробки рідкого металу в ливарній формі
Номер патенту: 59208
Опубліковано: 10.05.2011
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
Формула / Реферат
1. Ливникова система для подвійної обробки рідкого металу в ливарній формі, яка вміщує ливникову чашу або лійку (воронку), стояк, зумпф, з'єднувальні канали, шлаковловлювач, живильники, а також спеціальну порожнину, наприклад проміжну проточну реакційну камеру, для розміщення модифікуючої, легуючої або іншої добавки для внутрішньоформової обробки розплаву, що заливається в ливарну форму, яка відрізняється наявністю у її конструкції ще однієї спеціальної порожнини, наприклад проміжної проточної реакційної камери, у якій на шляху руху розплаву до виливка розміщається інша за хімічним складом, функціональним призначенням і дією на розплав порошкоподібна, зерниста, гранульована або брикетована модифікуюча, легуюча або інша добавка для подвійної внутрішньоформової модифікуючої, легуючої або іншої обробки розплаву.
2. Ливникова система по п. 1, яка відрізняється тим, що спеціальні порожнини, наприклад проміжні проточні реакційні камери, виконуються з пінополістиролових вставок із замішаними різними за хімічним складом, функціональним призначенням і дією на розплав порошкоподібними, зернистими, гранульованими або брикетованими модифікуючими, легуючими або іншими добавками.
3. Ливникова система по п. 1, яка відрізняється тим, що спеціальні порожнини, наприклад проміжні проточні реакційні камери, виконуються у вигляді пінополістиролових вставок-оболонок, усередині яких розміщується розрахункова кількість різних за хімічним складом, функціональним призначенням і дією на розплав порошкоподібних, зернистих, гранульованих або брикетованих модифікуючих, легуючих або інших добавок.
4. Ливникова система по п. 1, яка відрізняється тим, що спеціальні порожнини, наприклад проміжні проточні реакційні камери, виконуються за допомогою газифікованих моделей із замішаними порошками, які вставляються в ливарну форму при формуванні, і вони водночас виконують роль проміжних проточних реакційних камер, у яких у процесі заливання протікає (забезпечується) перемішування розплаву із частками добавок.
5. Ливникова система по одному з пп. 1-4, яка відрізняється тим, що в її каналах після подвійної обробки розплаву перед або за шлаковловлювачем розміщується додатково фільтрувальний елемент.
Текст
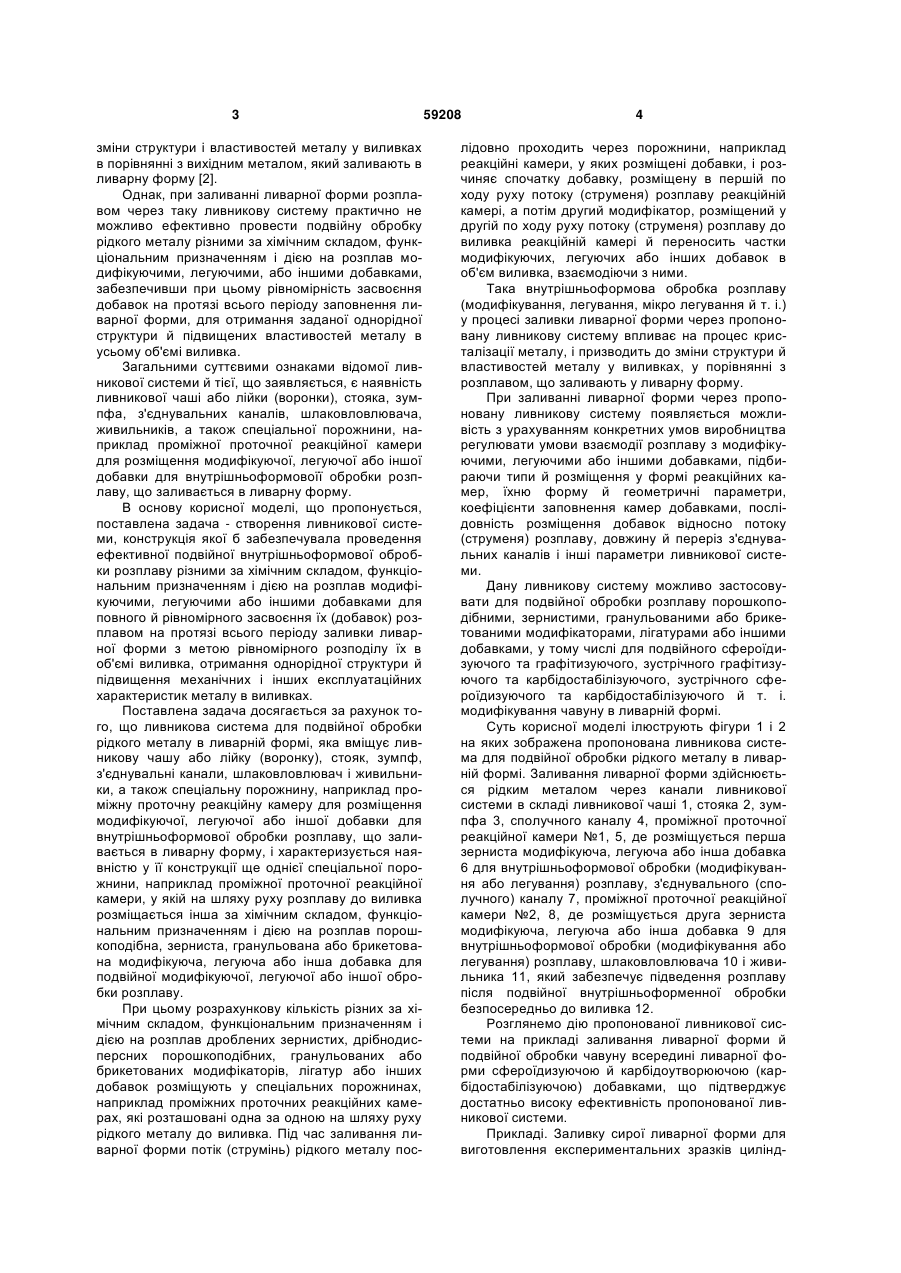
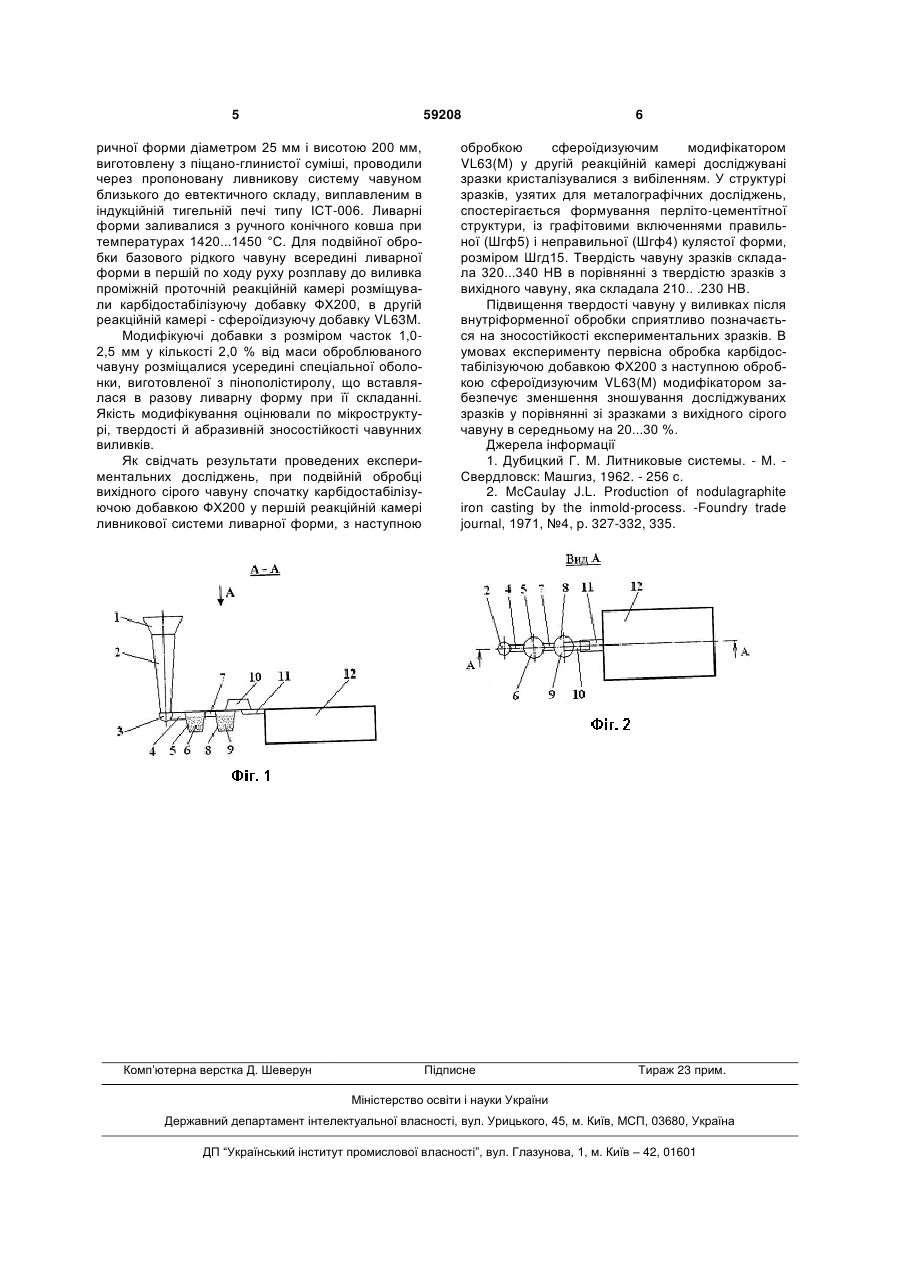
1. Ливникова система для подвійної обробки рідкого металу в ливарній формі, яка вміщує ливникову чашу або лійку (воронку), стояк, зумпф, з'єднувальні канали, шлаковловлювач, живильники, а також спеціальну порожнину, наприклад проміжну проточну реакційну камеру, для розміщення модифікуючої, легуючої або іншої добавки для внутрішньоформової обробки розплаву, що заливається в ливарну форму, яка відрізняється наявністю у її конструкції ще однієї спеціальної порожнини, наприклад проміжної проточної реакційної камери, у якій на шляху руху розплаву до виливка розміщається інша за хімічним складом, функціональним призначенням і дією на розплав порошкоподібна, зерниста, гранульована або брикетована модифікуюча, легуюча або інша добавка для подвійної внутрішньоформової модифікуючої, легуючої або іншої обробки розплаву. 2. Ливникова система по п. 1, яка відрізняється тим, що спеціальні порожнини, наприклад проміжні проточні реакційні камери, виконуються з пінополі U 2 59208 1 3 зміни структури і властивостей металу у виливках в порівнянні з вихідним металом, який заливають в ливарну форму [2]. Однак, при заливанні ливарної форми розплавом через таку ливникову систему практично не можливо ефективно провести подвійну обробку рідкого металу різними за хімічним складом, функціональним призначенням і дією на розплав модифікуючими, легуючими, або іншими добавками, забезпечивши при цьому рівномірність засвоєння добавок на протязі всього періоду заповнення ливарної форми, для отримання заданої однорідної структури й підвищених властивостей металу в усьому об'ємі виливка. Загальними суттєвими ознаками відомої ливникової системи й тієї, що заявляється, є наявність ливникової чаші або лійки (воронки), стояка, зумпфа, з'єднувальних каналів, шлаковловлювача, живильників, а також спеціальної порожнини, наприклад проміжної проточної реакційної камери для розміщення модифікуючої, легуючої або іншої добавки для внутрішньоформовоїї обробки розплаву, що заливається в ливарну форму. В основу корисної моделі, що пропонується, поставлена задача - створення ливникової системи, конструкція якої б забезпечувала проведення ефективної подвійної внутрішньоформової обробки розплаву різними за хімічним складом, функціональним призначенням і дією на розплав модифікуючими, легуючими або іншими добавками для повного й рівномірного засвоєння їх (добавок) розплавом на протязі всього періоду заливки ливарної форми з метою рівномірного розподілу їх в об'ємі виливка, отримання однорідної структури й підвищення механічних і інших експлуатаційних характеристик металу в виливках. Поставлена задача досягається за рахунок того, що ливникова система для подвійної обробки рідкого металу в ливарній формі, яка вміщує ливникову чашу або лійку (воронку), стояк, зумпф, з'єднувальні канали, шлаковловлювач і живильники, а також спеціальну порожнину, наприклад проміжну проточну реакційну камеру для розміщення модифікуючої, легуючої або іншої добавки для внутрішньоформової обробки розплаву, що заливається в ливарну форму, і характеризується наявністю у її конструкції ще однієї спеціальної порожнини, наприклад проміжної проточної реакційної камери, у якій на шляху руху розплаву до виливка розміщається інша за хімічним складом, функціональним призначенням і дією на розплав порошкоподібна, зерниста, гранульована або брикетована модифікуюча, легуюча або інша добавка для подвійної модифікуючої, легуючої або іншої обробки розплаву. При цьому розрахункову кількість різних за хімічним складом, функціональним призначенням і дією на розплав дроблених зернистих, дрібнодисперсних порошкоподібних, гранульованих або брикетованих модифікаторів, лігатур або інших добавок розміщують у спеціальних порожнинах, наприклад проміжних проточних реакційних камерах, які розташовані одна за одною на шляху руху рідкого металу до виливка. Під час заливання ливарної форми потік (струмінь) рідкого металу пос 59208 4 лідовно проходить через порожнини, наприклад реакційні камери, у яких розміщені добавки, і розчиняє спочатку добавку, розміщену в першій по ходу руху потоку (струменя) розплаву реакційній камері, а потім другий модифікатор, розміщений у другій по ходу руху потоку (струменя) розплаву до виливка реакційній камері й переносить частки модифікуючих, легуючих або інших добавок в об'єм виливка, взаємодіючи з ними. Така внутрішньоформова обробка розплаву (модифікування, легування, мікро легування й т. і.) у процесі заливки ливарної форми через пропоновану ливникову систему впливає на процес кристалізації металу, і призводить до зміни структури й властивостей металу у виливках, у порівнянні з розплавом, що заливають у ливарну форму. При заливанні ливарної форми через пропоновану ливникову систему появляється можливість з урахуванням конкретних умов виробництва регулювати умови взаємодії розплаву з модифікуючими, легуючими або іншими добавками, підбираючи типи й розміщення у формі реакційних камер, їхню форму й геометричні параметри, коефіцієнти заповнення камер добавками, послідовність розміщення добавок відносно потоку (струменя) розплаву, довжину й переріз з'єднувальних каналів і інші параметри ливникової системи. Дану ливникову систему можливо застосовувати для подвійної обробки розплаву порошкоподібними, зернистими, гранульованими або брикетованими модифікаторами, лігатурами або іншими добавками, у тому числі для подвійного сфероїдизуючого та графітизуючого, зустрічного графітизуючого та карбідостабілізуючого, зустрічного сфероїдизуючого та карбідостабілізуючого й т. і. модифікування чавуну в ливарній формі. Суть корисної моделі ілюструють фігури 1 і 2 на яких зображена пропонована ливникова система для подвійної обробки рідкого металу в ливарній формі. Заливання ливарної форми здійснюється рідким металом через канали ливникової системи в складі ливникової чаші 1, стояка 2, зумпфа 3, сполучного каналу 4, проміжної проточної реакційної камери №1, 5, де розміщується перша зерниста модифікуюча, легуюча або інша добавка 6 для внутрішньоформової обробки (модифікування або легування) розплаву, з'єднувального (сполучного) каналу 7, проміжної проточної реакційної камери №2, 8, де розміщується друга зерниста модифікуюча, легуюча або інша добавка 9 для внутрішньоформової обробки (модифікування або легування) розплаву, шлаковловлювача 10 і живильника 11, який забезпечує підведення розплаву після подвійної внутрішньоформенної обробки безпосередньо до виливка 12. Розглянемо дію пропонованої ливникової системи на прикладі заливання ливарної форми й подвійної обробки чавуну всередині ливарної форми сфероїдизуючою й карбідоутворюючою (карбідостабілізуючою) добавками, що підтверджує достатньо високу ефективність пропонованої ливникової системи. Прикладі. Заливку сирої ливарної форми для виготовлення експериментальних зразків цилінд 5 59208 ричної форми діаметром 25 мм і висотою 200 мм, виготовлену з піщано-глинистої суміші, проводили через пропоновану ливникову систему чавуном близького до евтектичного складу, виплавленим в індукційній тигельній печі типу ІСТ-006. Ливарні форми заливалися з ручного конічного ковша при температурах 1420...1450 °С. Для подвійної обробки базового рідкого чавуну всередині ливарної форми в першій по ходу руху розплаву до виливка проміжній проточній реакційній камері розміщували карбідостабілізуючу добавку ФХ200, в другій реакційній камері - сфероїдизуючу добавку VL63M. Модифікуючі добавки з розміром часток 1,02,5 мм у кількості 2,0 % від маси оброблюваного чавуну розміщалися усередині спеціальної оболонки, виготовленої з пінополістиролу, що вставлялася в разову ливарну форму при її складанні. Якість модифікування оцінювали по мікроструктурі, твердості й абразивній зносостійкості чавунних виливків. Як свідчать результати проведених експериментальних досліджень, при подвійній обробці вихідного сірого чавуну спочатку карбідостабілізуючою добавкою ФХ200 у першій реакційній камері ливникової системи ливарної форми, з наступною Комп’ютерна верстка Д. Шеверун 6 обробкою сфероїдизуючим модифікатором VL63(M) у другій реакційній камері досліджувані зразки кристалізувалися з вибіленням. У структурі зразків, узятих для металографічних досліджень, спостерігається формування перліто-цементітної структури, із графітовими включеннями правильної (Шгф5) і неправильної (Шгф4) кулястої форми, розміром Шгд15. Твердість чавуну зразків складала 320...340 НВ в порівнянні з твердістю зразків з вихідного чавуну, яка складала 210.. .230 НВ. Підвищення твердості чавуну у виливках після внутріформенної обробки сприятливо позначається на зносостійкості експериментальних зразків. В умовах експерименту первісна обробка карбідостабілізуючою добавкою ФХ200 з наступною обробкою сфероїдизуючим VL63(M) модифікатором забезпечує зменшення зношування досліджуваних зразків у порівнянні зі зразками з вихідного сірого чавуну в середньому на 20...30 %. Джерела інформації 1. Дубицкий Г. М. Литниковые системы. - М. Свердловск: Машгиз, 1962. - 256 с. 2.McCaulay J.L. Production of nodulagraphite iron casting by the inmold-process. -Foundry trade journal, 1971, №4, p. 327-332, 335. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGating system for double treatment of molten metal in mold
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych
Назва патенту російськоюЛитниковая системы для двойной обработки жидкого металла в литейной форме
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич
МПК / Мітки
МПК: B22D 27/00
Мітки: система, форми, металу, подвійної, рідкого, обробки, ливарний, ливникова
Код посилання
<a href="https://ua.patents.su/3-59208-livnikova-sistema-dlya-podvijjno-obrobki-ridkogo-metalu-v-livarnijj-formi.html" target="_blank" rel="follow" title="База патентів України">Ливникова система для подвійної обробки рідкого металу в ливарній формі</a>
Спосіб подвійної обробки рідкого металу в ливарній формі
Номер патенту: 59207
Опубліковано: 10.05.2011
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, подвійної, форми, ливарний, обробки, металу, рідкого
Формула / Реферат:
1. Спосіб подвійної обробки рідкого металу в ливарній формі, що полягає в попередньому завантаженні модифікатора, лігатури або іншої добавки в спеціальні канали (порожнини), наприклад в проміжні проточні реакційні камери, ливникової системи на шляху руху металу до виливка, з наступним заливанням форми рідким металом через канали (порожнини) і розчиненням модифікатора, лігатури або іншої добавки в потоці розплаву, який відрізняється тим, що...
Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі
Номер патенту: 29197
Опубліковано: 10.01.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: різними, загальній, ливникова, ливарний, властивостями, система, виготовлення, форми, виливків, структурою, розплаву, базового, одного
Формула / Реферат:
1. Ливникова система для виготовлення виливків з різними структурою і властивостями з одного базового розплаву в загальній ливарній формі, що містить ливникову чашу або лійку (воронку), стояк, зумпф, розподільний канал, яка відрізняється тим, що наявні автономні відгалуження, в складі яких на шляху руху базового розплаву до виливка передбачені сполучні канали, шлаковловлювачі та живильники, а також реакційні камери з розміщеними в них різними...
Ступінчата ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 41783
Опубліковано: 10.06.2009
Автор: Фесенко Максим Анатолійович
МПК: B22C 9/00
Мітки: ливарний, система, форми, ступінчата, ливникова, чавуну, модифікування
Формула / Реферат:
1. Ступінчата ливникова система для модифікування чавуну в ливарній формі, яка містить ливникову чашу або лійку (воронку), стояк, шлаковловлювач й спеціальну проміжну проточну реакційну камеру, яка з'єднується зі стояком і шлаковловлювачем, яка відрізняється тим, що додатково включає проміжний стояк з постійним або зі змінним перерізом по висоті, який з'єднується ливниковим каналом із шлаковловлювачем і до якого примикають на різних рівнях по...
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: форми, металу, рідкого, обробки, спосіб, ливарний
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 22578
Опубліковано: 25.04.2007
Автори: Нестерук Олена Петрівна, Бубликов Валентин Борисович, Латенко Володимир Петрович, Суменкова Вікторія Василівна, Шейко Анатолій Антонович, Козак Дмитро Сергійович, Берчук Дмитро Миколайович, Зелений Борис Григорович
МПК: B22C 9/00
Мітки: система, модифікування, чавуну, ливарний, форми, ливникова
Формула / Реферат:
Ливникова система для модифікування чавуну в ливарній формі, яка складається з заливної лійки, стояка, проточного реактора, що знаходиться під стояком, та ливникового канала, який з'єднує реактор з виливком, яка відрізняється тим, що стояк в поперечному перерізі має форму прямокутника, а проточний реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактора і в...
Попередній патент: Спосіб подвійної обробки рідкого металу в ливарній формі
Наступний патент: Вертикальний відцентровий насос
Випадковий патент: Запірно-пломбувальний пристрій