Ливникова система для модифікування чавуну в ливарній формі
Номер патенту: 22578
Опубліковано: 25.04.2007
Автори: Зелений Борис Григорович, Латенко Володимир Петрович, Нестерук Олена Петрівна, Суменкова Вікторія Василівна, Берчук Дмитро Миколайович, Бубликов Валентин Борисович, Козак Дмитро Сергійович, Шейко Анатолій Антонович
Формула / Реферат
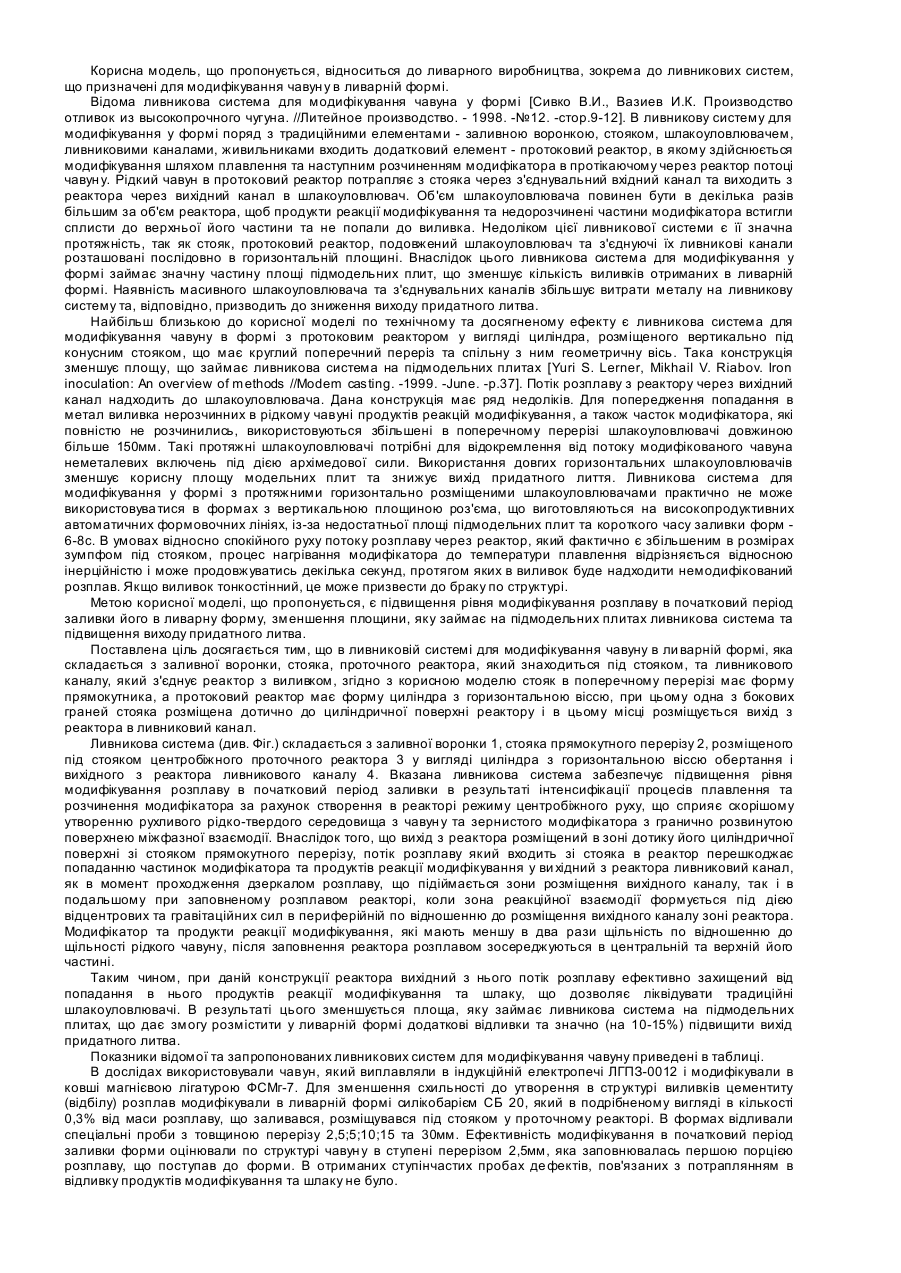
Ливникова система для модифікування чавуну в ливарній формі, яка складається з заливної лійки, стояка, проточного реактора, що знаходиться під стояком, та ливникового канала, який з'єднує реактор з виливком, яка відрізняється тим, що стояк в поперечному перерізі має форму прямокутника, а проточний реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактора і в цьому місці розміщується вихід з реактора в ливниковий канал.
Текст
Корисна модель, що пропонується, відноситься до ливарного виробництва, зокрема до ливникових систем, що призначені для модифікування чавун у в ливарній формі. Відома ливникова система для модифікування чавуна у формі [Сивко В.И., Вазиев И.К. Производство отливок из высокопрочного чугуна. //Литейное производство. - 1998. -№12. -стор.9-12]. В ливникову систему для модифікування у формі поряд з традиційними елементами - заливною воронкою, стояком, шлакоуловлювачем, ливниковими каналами, живильниками входить додатковий елемент - протоковий реактор, в якому здійснюється модифікування шляхом плавлення та наступним розчиненням модифікатора в протікаючому через реактор потоці чавун у. Рідкий чавун в протоковий реактор потрапляє з стояка через з'єднувальний вхідний канал та виходить з реактора через вихідний канал в шлакоуловлювач. Об'єм шлакоуловлювача повинен бути в декілька разів більшим за об'єм реактора, щоб продукти реакції модифікування та недорозчинені частини модифікатора встигли сплисти до верхньої його частини та не попали до виливка. Недоліком цієї ливникової системи є її значна протяжність, так як стояк, протоковий реактор, подовжений шлакоуловлювач та з'єднуючі їх ливникові канали розташовані послідовно в горизонтальній площині. Внаслідок цього ливникова система для модифікування у формі займає значну частину площі підмодельних плит, що зменшує кількість виливків отриманих в ливарній формі. Наявність масивного шлакоуловлювача та з'єднувальних каналів збільшує витрати металу на ливникову систему та, відповідно, призводить до зниження виходу придатного литва. Найбільш близькою до корисної моделі по технічному та досягненому ефекту є ливникова система для модифікування чавуну в формі з протоковим реактором у вигляді циліндра, розміщеного вертикально під конусним стояком, що має круглий поперечний переріз та спільну з ним геометричну вісь. Така конструкція зменшує площу, що займає ливникова система на підмодельних плитах [Yuri S. Lerner, Mikhail V. Riabov. Iron inoculation: An overview of methods //Modem casting. -1999. -June. -p.37]. Потік розплаву з реактору через вихідний канал надходить до шлакоуловлювача. Дана конструкція має ряд недоліків. Для попередження попадання в метал виливка нерозчинних в рідкому чавуні продуктів реакцій модифікування, а також часток модифікатора, які повністю не розчинились, використовуються збільшені в поперечному перерізі шлакоуловлювачі довжиною більше 150мм. Такі протяжні шлакоуловлювачі потрібні для відокремлення від потоку модифікованого чавуна неметалевих включень під дією архімедової сили. Використання довгих горизонтальних шлакоуловлювачів зменшує корисну площу модельних плит та знижує вихід придатного лиття. Ливникова система для модифікування у формі з протяжними горизонтально розміщеними шлакоуловлювачами практично не може використовува тися в формах з вертикальною площиною роз'єма, що виготовляються на високопродуктивних автоматичних формовочних лініях, із-за недостатньої площі підмодельних плит та короткого часу заливки форм 6-8с. В умовах відносно спокійного руху потоку розплаву через реактор, який фактично є збільшеним в розмірах зумпфом під стояком, процес нагрівання модифікатора до температури плавлення відрізняється відносною інерційністю і може продовжуватись декілька секунд, протягом яких в виливок буде надходити немодифікований розплав. Якщо виливок тонкостінний, це може призвести до браку по структурі. Метою корисної моделі, що пропонується, є підвищення рівня модифікування розплаву в початковий період заливки його в ливарну форму, зменшення площини, яку займає на підмодельних плитах ливникова система та підвищення виходу придатного литва. Поставлена ціль досягається тим, що в ливниковій системі для модифікування чавуну в ли варній формі, яка складається з заливної воронки, стояка, проточного реактора, який знаходиться під стояком, та ливникового каналу, який з'єднує реактор з виливком, згідно з корисною моделю стояк в поперечному перерізі має форму прямокутника, а протоковий реактор має форму циліндра з горизонтальною віссю, при цьому одна з бокових граней стояка розміщена дотично до циліндричної поверхні реактору і в цьому місці розміщується вихід з реактора в ливниковий канал. Ливникова система (див. Фіг.) складається з заливної воронки 1, стояка прямокутного перерізу 2, розміщеного під стояком центробіжного проточного реактора 3 у вигляді циліндра з горизонтальною віссю обертання і вихідного з реактора ливникового каналу 4. Вказана ливникова система забезпечує підвищення рівня модифікування розплаву в початковий період заливки в результаті інтенсифікації процесів плавлення та розчинення модифікатора за рахунок створення в реакторі режиму центробіжного руху, що сприяє скорішому утворенню рухливого рідко-твердого середовища з чавун у та зернистого модифікатора з гранично розвинутою поверхнею міжфазної взаємодії. Внаслідок того, що вихід з реактора розміщений в зоні дотику його циліндричної поверхні зі стояком прямокутного перерізу, потік розплаву який входить зі стояка в реактор перешкоджає попаданню частинок модифікатора та продуктів реакції модифікування у ви хідний з реактора ливниковий канал, як в момент проходження дзеркалом розплаву, що підіймається зони розміщення вихідного каналу, так і в подальшому при заповненому розплавом реакторі, коли зона реакційної взаємодії формується під дією відцентрових та гравітаційних сил в периферійній по відношенню до розміщення вихідного каналу зоні реактора. Модифікатор та продукти реакції модифікування, які мають меншу в два рази щільність по відношенню до щільності рідкого чавуну, після заповнення реактора розплавом зосереджуються в центральній та верхній його частині. Таким чином, при даній конструкції реактора вихідний з нього потік розплаву ефективно захищений від попадання в нього продуктів реакції модифікування та шлаку, що дозволяє ліквідувати традиційні шлакоуловлювачі. В результаті цього зменшується площа, яку займає ливникова система на підмодельних плитах, що дає змогу розмістити у ливарній формі додаткові відливки та значно (на 10-15%) підвищити вихід придатного литва. Показники відомої та запропонованих ливникових систем для модифікування чавуну приведені в таблиці. В дослідах використовували чавун, який виплавляли в індукційній електропечі ЛГПЗ-0012 і модифікували в ковші магнієвою лігатурою ФСМг-7. Для зменшення схильності до утворення в стр уктурі виливків цементиту (відбілу) розплав модифікували в ливарній формі силікобарієм СБ 20, який в подрібненому вигляді в кількості 0,3% від маси розплаву, що заливався, розміщувався під стояком у проточному реакторі. В формах відливали спеціальні проби з товщиною перерізу 2,5;5;10;15 та 30мм. Ефективність модифікування в початковий період заливки форми оцінювали по структурі чавун у в ступені перерізом 2,5мм, яка заповнювалась першою порцією розплаву, що поступав до форми. В отриманих ступінчастих пробах де фектів, пов'язаних з потраплянням в відливку продуктів модифікування та шлаку не було. Запропонована ливникова система забезпечує підвищення рівня модифікування в початковий період заливки (в структурі виливків не утворюється евтектичний цементит), займає на підмодельних плитах в 2,8 рази меншу площу та в 2,2 рази має меншу довжину, має меншу на 40% металоємність, що збільшує ви хід виливків (з ливарної форми) з 58 до 70%. Вихід литва можливо ще збільшити за рахунок розміщення в формі додаткових виливків внаслідок зменшення площини, яку займає на підмодельній плиті ливникова система. Таблиця Показники ливникових систем для модифікування чавуну Показник Металоємність ливникової системи, кг Розміри ливникової системи на підмодельних плитах, м Металоємність ливарної форми, кг Вихід придатного литва від металоємності ливарної форми, % Наявність цементиту в стр уктурі стінки відливки товщиною 2,5мм Відома ливникова система 1,25 Запропонована ливникова система 0,75 0,18´0,05 0,08´0,02 3,00 2,5 58 71 1-3 відсутній
ДивитисяДодаткова інформація
Назва патенту англійськоюPouring gate system for modification of cast iron in the mold
Автори англійськоюBublykov Valentyn Borysovych, Berchuk Dmytro Mykolaiovych, Kozak Dmytro Serhiiovych, Zelenyi Borys Hryhorovych, Sheiko Anatolii Antonovych, Sumenkova Viktoriia Vasylivna, Nesteruk Olena Petrivna, Latenko Volodymyr Petrovych
Назва патенту російськоюЛитниковая система для модификации чугуна в литейной форме
Автори російськоюБубликов Валентин Борисович, Берчук Дмитрий Николаевич, Козак Дмитрий Сергеевич, Зеленый Борис Григорьевич, Шейко Анатолий Антонович, Суменкова Виктория Васильевна, Нестерук Елена Петровна, Латенко Владимир Петрович
МПК / Мітки
МПК: B22C 9/00
Мітки: форми, система, модифікування, чавуну, ливникова, ливарний
Код посилання
<a href="https://ua.patents.su/2-22578-livnikova-sistema-dlya-modifikuvannya-chavunu-v-livarnijj-formi.html" target="_blank" rel="follow" title="База патентів України">Ливникова система для модифікування чавуну в ливарній формі</a>
Спосіб обробки чавуну в ливарній формі
Номер патенту: 13632
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: обробки, чавуну, форми, ливарний, спосіб
Формула / Реферат:
Спосіб обробки чавуну в ливарній формі, що полягає в попередньому завантаженні модифікатора або лігатури в спеціальну реакційну камеру ливникової системи ливарної форми на шляху руху металу, з наступним заливанням форми рідким металом через реакційну камеру і розчиненням модифікатора або лігатури в потоці розплаву, який відрізняється тим, що розрахункову кількість модифікатора або лігатури попередньо завантажують у спеціальну оболонку,...
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: металу, рідкого, ливарний, спосіб, форми, обробки
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Ступінчаста ливникова система
Номер патенту: 54652
Опубліковано: 16.05.2005
Автори: Шинський Олег Йосипович, Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович, Католіченко Володимир Іванович
МПК: B22C 9/00
Мітки: ступінчаста, система, ливникова
Формула / Реферат:
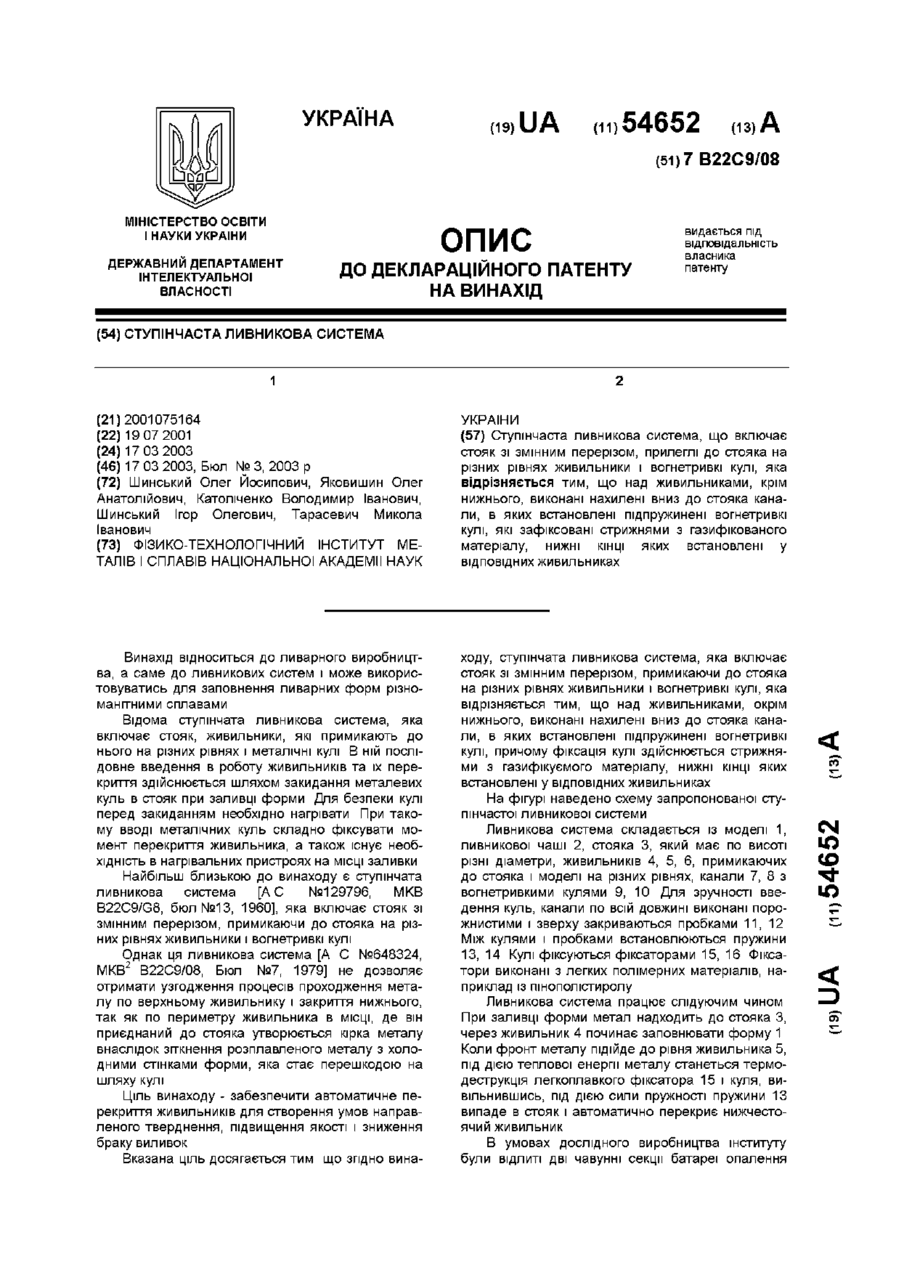
Ступінчаста ливникова система, що включає стояк зі змінним перерізом, прилеглі до стояка на різних рівнях живильники і вогнетривкі кулі, яка відрізняється тим, що над живильниками, крім нижнього, виконані нахилені вниз до стояка канали, в яких встановлені підпружинені вогнетривкі кулі, які зафіксовані стрижнями з газифікованого матеріалу, нижні кінці яких встановлені у відповідних живильниках.
Спосіб модифікування чавуну у реакційній камері ливарної форми
Номер патенту: 6778
Опубліковано: 16.05.2005
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Макаревич Олександр Павлович
МПК: C21C 1/00
Мітки: камери, модифікування, форми, реакційній, чавуну, спосіб, ливарної
Формула / Реферат:
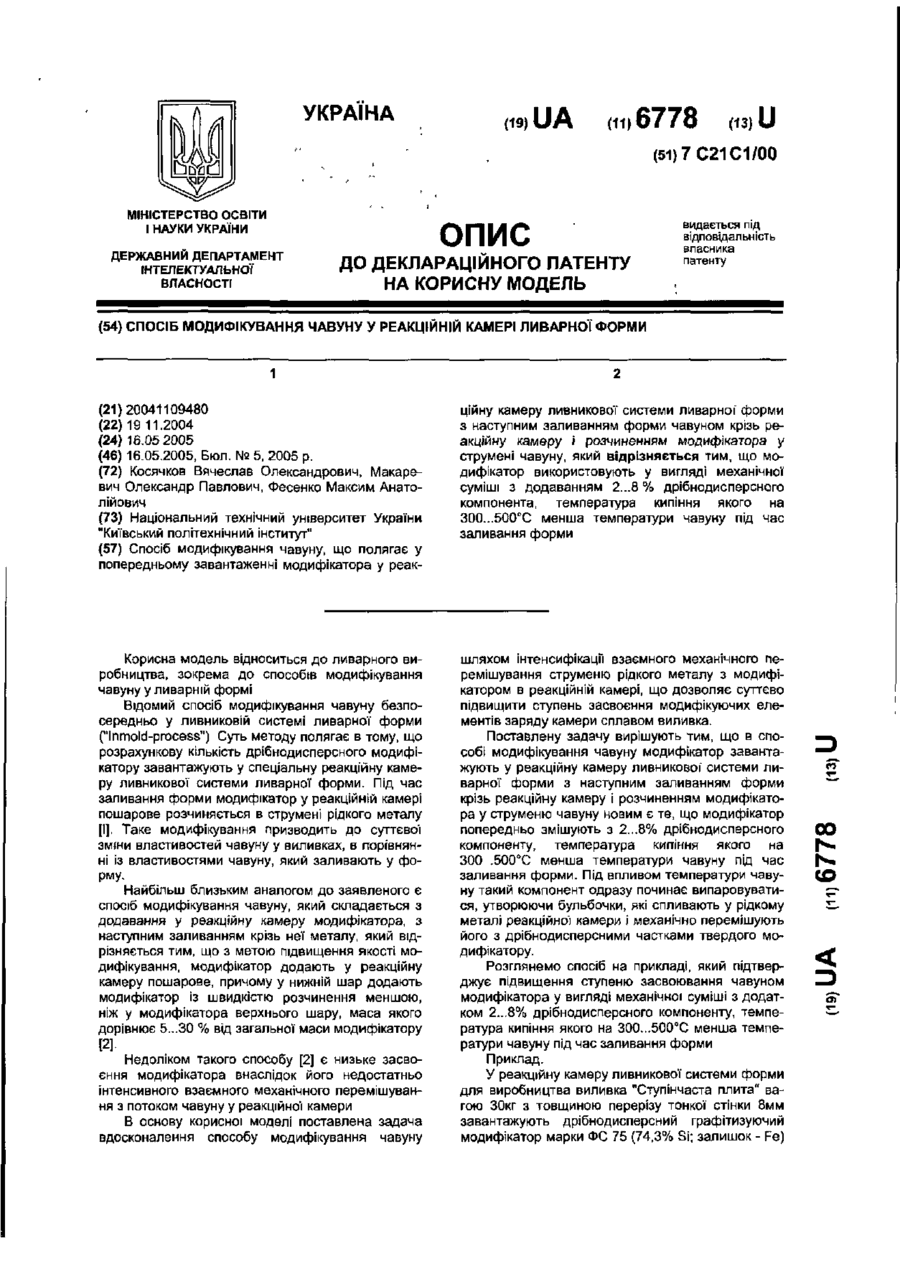
Спосіб модифікування чавуну, що полягає у попередньому завантаженні модифікатора у реакційну камеру ливникової системи ливарної форми з наступним заливанням форми чавуном крізь реакційну камеру і розчиненням модифікатора у струмені чавуну, який відрізняється тим, що модифікатор використовують у вигляді механічної суміші з додаванням 2...8 % дрібнодисперсного компонента, температура кипіння якого на 300...500°С менша температури чавуну...
Ступінчата ливникова система

Номер патенту: 58252
Опубліковано: 15.07.2003
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Тарасевич Микола Іванович, Католіченко Володимир Іванович, Яковишин Олег Анатолійович
МПК: B22C 9/00
Мітки: ливникова, ступінчата, система
Формула / Реферат:
Ступінчата ливникова система, що містить стояк зі змінним перерізом, приєднані до стояка на різних рівнях живильники і нахилені до стояка конусоподібні канали, яка відрізняється тим, що в каналах встановлено по дві підпружинені вогнетривкі кулі, при цьому фіксацію куль здійснюють фіксатором, що газифікується, з заформованою вогнетривкою кулею, нижній кінець якого встановлений в живильнику, який включають в роботу наступним після нижчого.
Попередній патент: Спосіб виробництва джему вишнево-смородинового
Наступний патент: Пристрій для прогнозування надійності металевих конструкцій
Випадковий патент: Механізм петельників швейної машини