Сальникова набивка
Номер патенту: 59886
Опубліковано: 15.09.2003
Автори: Крушев Віктор Андрійович, Гавриленко Михайло Іванович, Ободовський Борис Михайлович, Шилов Володимир Іларіонович, Егрищин Михайло Егорович, Краевський Володимир Миколайович, Баранов Олександр Опанасович, Федчун Олександр Юрійович, Лисовський Леонід Васильович
Формула / Реферат
1. Сальникова набивка, що містить ущільнюючі, антифрикційні матеріали і прошита мідним або бронзовим дротом, яка відрізняється тим, що мідний або бронзовий дріт містить антифрикційне покриття.
2. Сальникова набивка за п. 1, яка відрізняється тим, що антифрикційне покриття на мідному або бронзовому дроті складається з олова, свинцю або індію.
3. Сальникова набивка за пп. 1, 2, яка відрізняється тим, що антифрикційне покриття на мідному або бронзовому дроті складається з твердих мастильних матеріалів класу: графіт, дисульфід молібдену, нітрид бору α-модифікації, нанесених натиранням.
4. Сальникова набивка за п. 1, яка відрізняється тим, що антифрикційне покриття на мідному або бронзовому дроті складається з фосфідів, які містять мастило у вигляді масла або парафіну.
Текст
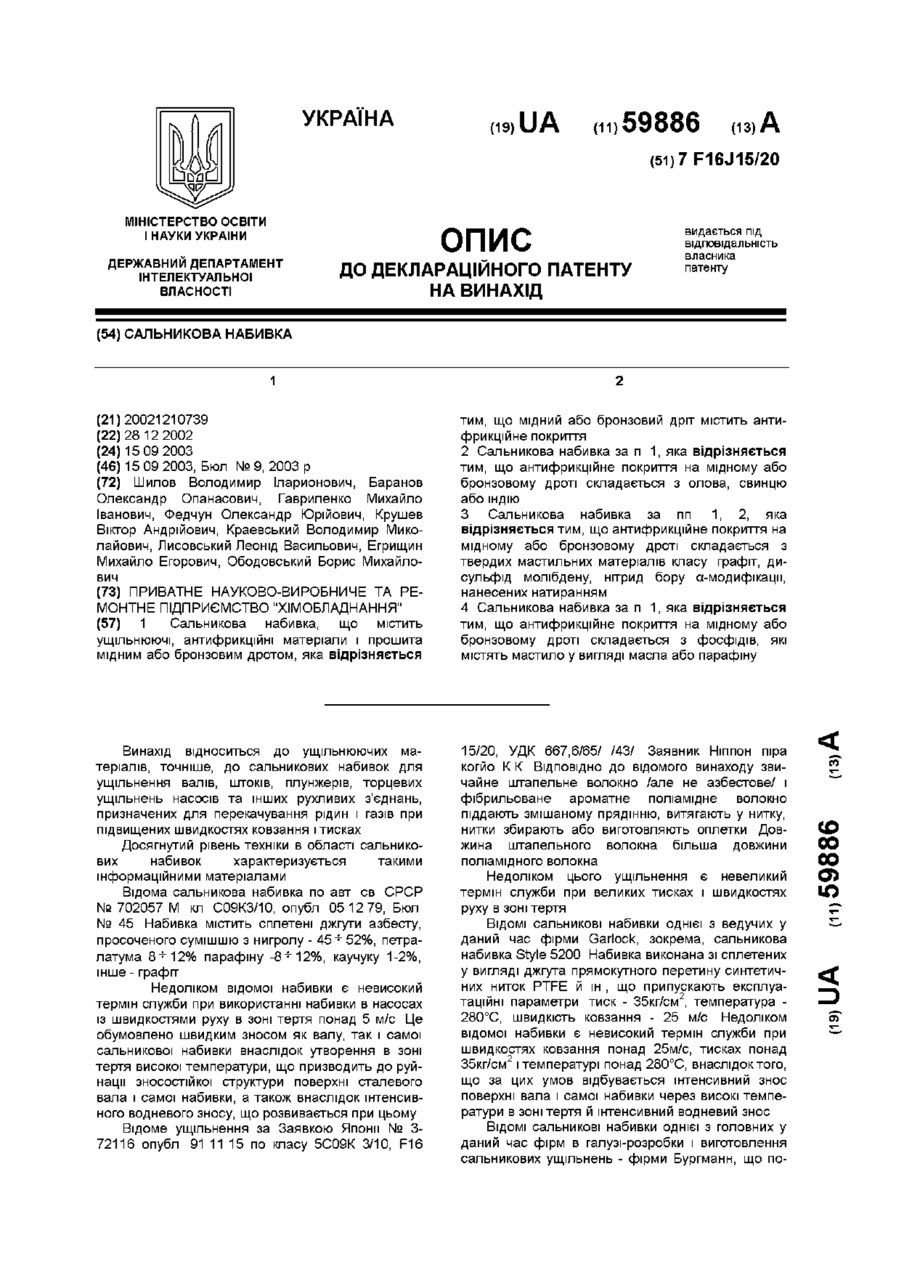
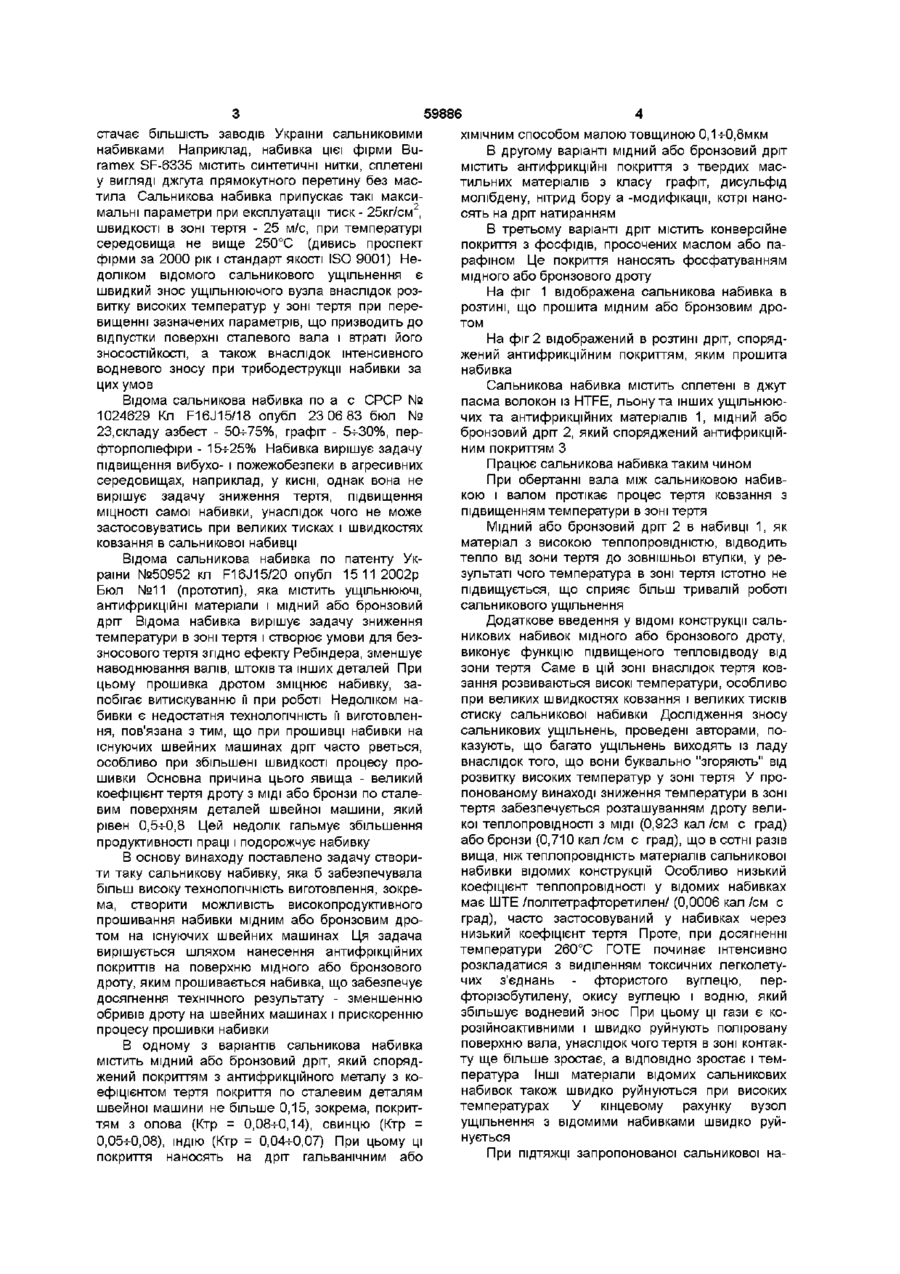
1 Сальникова набивка, що містить ущільнюючі, антифрикційні матеріали і прошита мідним або бронзовим дротом, яка відрізняється тим, що мідний або бронзовий дріт містить антифрикційне покриття 2 Сальникова набивка за п 1, яка відрізняється тим, що антифрикційне покриття на мідному або бронзовому дроті складається з олова, свинцю Винахід відноситься до ущільнюючих матеріалів, точніше, до сальникових набивок для ущільнення валів, штоків, плунжерів, торцевих ущільнень насосів та інших рухливих з'єднань, призначених для перекачування рідин і газів при підвищених швидкостях ковзання і тисках Досягнутий рівень техніки в області сальникових набивок характеризується такими інформаційними матеріалами Відома сальникова набивка по авт св СРСР № 702057 М кл С09КЗ/10, опубл 05 12 79, Бюл № 45 Набивка містить сплетені джгути азбесту, просоченого сумішшю з нигролу - 45 + 52%, петралатума 8+ 12% парафіну -8-М2%, каучуку 1-2%, інше - графіт Недоліком відомої набивки є невисокий термін служби при використанні набивки в насосах із швидкостями руху в зоні тертя понад 5 м/с Це обумовлено швидким зносом як валу, так і самої сальникової набивки внаслідок утворення в зоні тертя високої температури, що призводить до руйнації зносостійкої структури поверхні сталевого вала і самої набивки, а також внаслідок інтенсивного водневого зносу, що розвивається при цьому Відоме ущільнення за Заявкою Японії № 372116 опубл 91 11 15 по класу 5С09К 3/10, F16 15/20, УДК 667,6/65/ /43/ Заявник Ніппон піра або ІНДІЮ 3 Сальникова набивка за пп 1, 2, яка відрізняється тим, що антифрикційне покриття на мідному або бронзовому дроті складається з твердих мастильних матеріалів класу графіт, дисульфід молібдену, нітрид бору а-модифікацм, нанесених натиранням 4 Сальникова набивка за п 1, яка відрізняється тим, що антифрикційне покриття на мідному або бронзовому дроті складається з фосфідів, які містять мастило у вигляді масла або парафіну когйо К К ВІДПОВІДНО ДО ВІДОМОГО винаходу зви чайне штапельне волокно /але не азбестове/ і фібрильоване ароматне поліамідне волокно піддають змішаному прядінню, витягають у нитку, нитки збирають або виготовляють оплетки Довжина штапельного волокна більша довжини поліамідного волокна Недоліком цього ущільнення є невеликий термін служби при великих тисках і швидкостях руху в зоні тертя ВІДОМІ сальникові набивки однієї з ведучих у даний час фірми Garlock, зокрема, сальникова набивка Style 5200 Набивка виконана зі сплетених у вигляді джгута прямокутного перетину синтетичних ниток PTFE й ш , що припускають експлуатаційні параметри тиск - 35кг/см2, температура 280°С, швидкість ковзання - 25 м/с Недоліком відомої набивки є невисокий термін служби при швидкостях ковзання понад 25м/с, тисках понад 35кг/см21 температурі понад 280°С, внаслідок того, що за цих умов відбувається інтенсивний знос поверхні вала і самої набивки через високі температури в зоні тертя й інтенсивний водневий знос ВІДОМІ сальникові набивки однієї з головних у даний час фірм в галузі-розробки і виготовлення сальникових ущільнень - фірми Бургманн, що по (О 00 00 о> ю 59886 стачає більшість заводів України сальниковими набивками Наприклад, набивка цієї фірми Виramex SF-6335 МІСТИТЬ синтетичні нитки, сплетені у вигляді джгута прямокутного перетину без мастила Сальникова набивка припускає такі максимальні параметри при експлуатації тиск- 25кг/см2, швидкості в зоні тертя - 25 м/с, при температурі середовища не вище 250°С (дивись проспект фірми за 2000 рік і стандарт якості ISO 9001) Недоліком відомого сальникового ущільнення є швидкий знос ущільнюючого вузла внаслідок розвитку високих температур у зоні тертя при перевищенні зазначених параметрів, що призводить до відпустки поверхні сталевого вала і втраті його ЗНОСОСТІЙКОСТІ, а також внаслідок інтенсивного водневого зносу при трибодеструкцм набивки за цих умов Відома сальникова набивка по а с СРСР № 1024629 Кл F16J15/18 опубл 23 06 83 бюл № 23,складу азбест - 50-ь75%, графіт - 5-ьЗО%, перфторполіефіри - 15-ь25% Набивка вирішує задачу підвищення вибухо- і пожежобезпеки в агресивних середовищах, наприклад, у кисні, однак вона не вирішує задачу зниження тертя, підвищення МІЦНОСТІ самої набивки, унаслідок чого не може застосовуватись при великих тисках і швидкостях ковзання в сальникової набивці Відома сальникова набивка по патенту України №50952 кл F16J15/20 опубл 15 11 2002р Бюл №11 (прототип), яка містить ущільнюючі, антифрикційні матеріали і мідний або бронзовий дріт Відома набивка вирішує задачу зниження температури в зоні тертя і створює умови для беззносового тертя згідно ефекту Ребіндера, зменшує наводнювання валів, штоків та інших деталей При цьому прошивка дротом зміцнює набивку, запобігає витискуванню її при роботі Недоліком набивки є недостатня технологічність її виготовлення, пов'язана з тим, що при прошивці набивки на існуючих швейних машинах дріт часто рветься, особливо при збільшені швидкості процесу прошивки Основна причина цього явища - великий коефіцієнт тертя дроту з МІДІ або бронзи по сталевим поверхням деталей швейної машини, який рівен 0,5-ь0,8 Цей недолік гальмує збільшення продуктивності праці і подорожчує набивку В основу винаходу поставлено задачу створити таку сальникову набивку, яка б забезпечувала більш високу технологічність виготовлення, зокрема, створити можливість високопродуктивного прошивання набивки мідним або бронзовим дротом на існуючих швейних машинах Ця задача вирішується шляхом нанесення антифрікційних покриттів на поверхню мідного або бронзового дроту, яким прошивається набивка, що забезпечує досягнення технічного результату - зменшенню обривів дроту на швейних машинах і прискоренню процесу прошивки набивки В одному з варіантів сальникова набивка містить мідний або бронзовий дріт, який споряджений покриттям з антифрикційного металу з коефіцієнтом тертя покриття по сталевим деталям швейної машини не більше 0,15, зокрема, покриттям з олова (Ктр = 0,08-ь0,14), свинцю (Ктр = 0,05-ь0,08), ІНДІЮ (Ктр = 0,04-ь0,07) При цьому ці покриття наносять на дріт гальванічним або ХІМІЧНИМ способом малою товщиною 0,1-ь0,8мкм В другому варіанті мідний або бронзовий дріт містить антифрикційні покриття з твердих мастильних матеріалів з класу графіт, дисульфід молібдену, нітрид бору а -модифікації, котрі наносять на дріт натиранням В третьому варіанті дріт містить конверсійне покриття з фосфідів, просочених маслом або парафіном Це покриття наносять фосфатуванням мідного або бронзового дроту На фіг 1 відображена сальникова набивка в розтині, що прошита мідним або бронзовим дротом На фіг 2 відображений в розтині дріт, споряджений антифрикційним покриттям, яким прошита набивка Сальникова набивка містить сплетені в джут пасма волокон із HTFE, льону та інших ущільнюючих та антифрикційних матеріалів 1, мідний або бронзовий дріт 2, який споряджений антифрикційним покриттям З Працює сальникова набивка таким чином При обертанні вала між сальниковою набивкою і валом протікає процес тертя ковзання з підвищенням температури в зоні тертя Мідний або бронзовий дріт 2 в набивці 1, як матеріал з високою теплопровідністю, відводить тепло від зони тертя до зовнішньої втулки, у результаті чого температура в зоні тертя істотно не підвищується, що сприяє більш тривалій роботі сальникового ущільнення Додаткове введення у ВІДОМІ конструкції сальникових набивок мідного або бронзового дроту, виконує функцію підвищеного тепловідводу від зони тертя Саме в цій зоні внаслідок тертя ковзання розвиваються високі температури, особливо при великих швидкостях ковзання і великих тисків стиску сальникової набивки Дослідження зносу сальникових ущільнень, проведені авторами, показують, що багато ущільнень виходять із ладу внаслідок того, що вони буквально "згоряють" від розвитку високих температур у зоні тертя У пропонованому винаході зниження температури в зоні тертя забезпечується розташуванням дроту великої теплопровідності з МІДІ (0,923 кал /см с град) або бронзи (0,710 кал /см с град), що в сотні разів вища, ніж теплопровідність матеріалів сальникової набивки відомих конструкцій Особливо низький коефіцієнт теплопровідності у відомих набивках має ШТЕ /політетрафторетилен/ (0,0006 кал /см с град), часто застосовуваний у набивках через низький коефіцієнт тертя Проте, при досягненні температури 260°С ГОТЕ починає інтенсивно розкладатися з виділенням токсичних легколетучих з'єднань - фтористого вуглецю, перфторізобутилену, окису вуглецю і водню, який збільшує водневий знос При цьому ці гази є корозійноактивними і швидко руйнують поліровану поверхню вала, унаслідок чого тертя в зоні контакту ще більше зростає, а ВІДПОВІДНО зростає і температура Інші матеріали відомих сальникових набивок також швидко руйнуються при високих температурах У кінцевому рахунку вузол ущільнення з відомими набивками швидко руйнується При ПІДТЯЖЦІ запропонованої сальникової на 59886 бивки в міру и зносу МІДНІ або бронзові дротики, розміщені похило до осі вала, знову приходять у зіткнення з валом і забезпечують кращий контакт і найвищий тепловідвод від зони тертя до зовнішньої втулки При підвищенні температури руйнується і поверхня вала При перевищенні локальної температури в зоні тертя понад 200°С усі конструкційні сталі, із яких виготовляють вали, відпускаються, поверхня розм'якшується, утрачає СТІЙКІСТЬ ДО зносу при терті Навіть якщо поверхня вала хромована, при температурі 250°С у зносостійкому хромі відбуваються структурні перетворення, пов'язані з переходом гексагональної структури в об'ємноцентровану кубічну, яка має багаторазово меншу ЗНОСОСТІЙКІСТЬ, тому потрібно запобігати підвищення температури Розміщення мідного або бронзового дроту наскрізь в сальниковій набивці перпендикулярно до вала суттєво знижує температуру в зоні тертя, запобігає прискореному зносу вала і набивки, створює умови у зоні тертя для беззносового тертя, обумовленого переносом МІДІ або бронзи на вал Авторами дійсного винаходу встановлено, що при роботі насосів із сальниковими ущільненнями, які містять мідний або бронзовий дрот, у зоні тертя між валом і набивкою створюється сервовидна плівка із суміші пластично деформованих часток МІДІ і матеріалу набивки, при цьому як поверхня вала, так і поверхня ущільнення, що прилягає до вала, покриваються тонким прошарком МІДІ ТОВЩИНОЮ 1-2 мкм Має місце умова виборчого переносу МІДІ як на поверхню вала так і на поверхню сальникової набивки Молекули усередині сервовидної плівки переміщуються за принципом дифузійно-вакансійного механізму з малою витратою енергії, що призводить до різкого зниження тертя і зносу У процесі виготовлення сальникової набивки, зокрема, при и прошивці дротом, наявність анти Комп'ютерна верстка М Клюкш фрикційного покриття 3 на поверхні мідного або бронзового дроту забезпечує невеликий коефіцієнт тертя (< 0,15) між сталевими деталями швейної машини та дротом Наслідком цього є виключення обривів дроту при прошивці набивки на існуючих швейних машинах, підвищення швидкості прошивки і збільшення продуктивності праці, що в цілому знижує собівартість сальникової набивки, прошитої мідним або бронзовим дротом Антифрикційні покриття на мідному і бронзовому дроті мають коефіцієнт тертя по сталі на повітрі без мастила для свинцю - 0,05-ь0,08, для олова - 0,08-ь0,14, для ІНДІЮ - 0,04-ь0,07 Перелічені антифрикційні металопокриття на мідний або бронзовий дріт наносять гальванічним або ХІМІЧНИМ способом товщиною 0,1-ь0,8мкм Антифрикційне конверсійне покриття з фосфатів просочених маслом або парафіном, яке має коефіцієнт тертя 0,03-ь0,05( при товщині плівки 0,4-ь0,7 мкм), отримують гальванічним фосфатуванням Антифрикційне покриття на мідному і бронзовому дроті з твердих мастильних матеріалів таких як графіт, дисульфід молібдену, нітрид бору амодифікацм (білий графіт), при товщині 0,1-ь0,3 мкм, має коефіцієнт тертя 0,03-ь0,04, яке отримують методом натирання Антифрикційне покриття з свинцю і олова при натирані їх графітом або дисульфідом молібдену ще більше знижують коефіцієнт тертя до 0,02, що ще більше прискорює процес прошивки сальникової набивки мідним або бронзовим дротом Випробування по прошивці сальникової набивки мідним або бронзовим дротом на електричних промислових швейних машинах показали, що можливо успішно і швидко прошивати набивку мідним або бронзовим дротом, який містить на поверхні антифрикційне покриття з вище переліченими антифрикційними матеріалами Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюGasket filling
Автори англійськоюBaranov Oleksandr Opanasovych, Havrylenko Mykhailo Ivanovych, Fedchun Oleksandr Yuriiovych, Krushev Viktor Andriiovych
Назва патенту російськоюСальниковая набивка
Автори російськоюБаранов Александр Афанасьевич, Гавриленко Михаил Иванович, Федчун Александр Юрьевич, Крушев Виктор Андреевич
МПК / Мітки
МПК: F16J 15/18
Мітки: набивка, сальникова
Код посилання
<a href="https://ua.patents.su/3-59886-salnikova-nabivka.html" target="_blank" rel="follow" title="База патентів України">Сальникова набивка</a>
Сальникова набивка
Номер патенту: 50952
Опубліковано: 15.11.2002
Автори: Грущенко Вадим Володимірович, Лисовський Леонід Васильович, Федчун Олександр Юрійович, Шилов Володимир Іларіонович, Баранов Олександр Опанасович, Копнин Виктор Олександрович
МПК: F16J 15/18
Мітки: сальникова, набивка
Формула / Реферат:
Сальникова набивка, що складається з каркаса, який виконаний у вигляді сплетених у джгут ниток (стрічок) ущільнюючого матеріалу з класу тетрафторетилену, азбесту, поліаміду, графіту, шовку, також каркас містить просочення з антифрикційних матеріалів з класу мінеральних і силіконових мастил, парафіну, стеарину, порошків графіту, металу, яка відрізняються тим, що набивка містить мідний або бронзовий дріт у кількості 0,2-10% від всього об’єму...
Просочення сальникової набивки

Номер патенту: 50459
Опубліковано: 15.10.2002
Автори: Лисовський Леонід Васильович, Баранов Олександр Опанасович, Краевский Володимир Миколаевич, Егрищин Михайло Егорович, Шилов Володимир Іларіонович
МПК: C09K 3/10
Мітки: набивки, просочення, сальникової
Формула / Реферат:
1. Просочення сальникової набивки, що містить антифрикційні та змащувальні матеріали, яке відрізняється тим, що додатково містить мідний або бронзовий порошок.2. Просочення за п. 1, яке відрізняється тим, що містить мідний або бронзовий порошок у кількості 10-30% за обсягом, який має гранулометричний склад менший ніж 0,1 мм.3. Просочення за пп. 1,2, яке відрізняється тим, що містить мідний порошок марки ПМС-2 або порошок з...
Ущільнення вала відцентрового насоса
Номер патенту: 54797
Опубліковано: 17.03.2003
Автори: Костіков Ігор Павлович, Коваль Володимир Костянтинович, Ікол Юрій Олексійович
МПК: F16J 15/16
Мітки: вала, насоса, відцентрового, ущільнення
Формула / Реферат:
1. Ущільнення вала відцентрового насоса, що містить натискний пристрій, сальникову набивку, вторинні ущільнення, сальникову коробку, виконану у вигляді гільзи, охоплюючої ущільнення, яке відрізняється тим, що на валу з обох боків сальникової набивки під сальниковою коробкою розташовані натискні рухомі циліндричні втулки, які гнучко фіксуються ущільнюючими кільцями в упорах корпусу та фланця натискного пристрою.2. Ущільнення за п. 1,...
Ущільнювальний пристрій
Номер патенту: 47533
Опубліковано: 15.07.2002
Автор: Гайдук Валерій Федорович
МПК: F16J 15/18
Мітки: ущільнювальний, пристрій
Формула / Реферат:
1. Ущільнювальний пристрій, що складається з корпусу і встановленої в корпусі з можливістю переміщення в радіальному та осьовому напрямках сальникової коробки з набивкою, яка охоплює ущільнювану поверхню вала, який відрізняється тим, що пристрій додатково обладнаний консоллю, коренева частина якої з'єднана з корпусом через пружні опори, а вільний кінець консолі з'єднаний з сальниковою коробкою.2. Ущільнювальний пристрій за п. 1, який...
Сапун компрессора
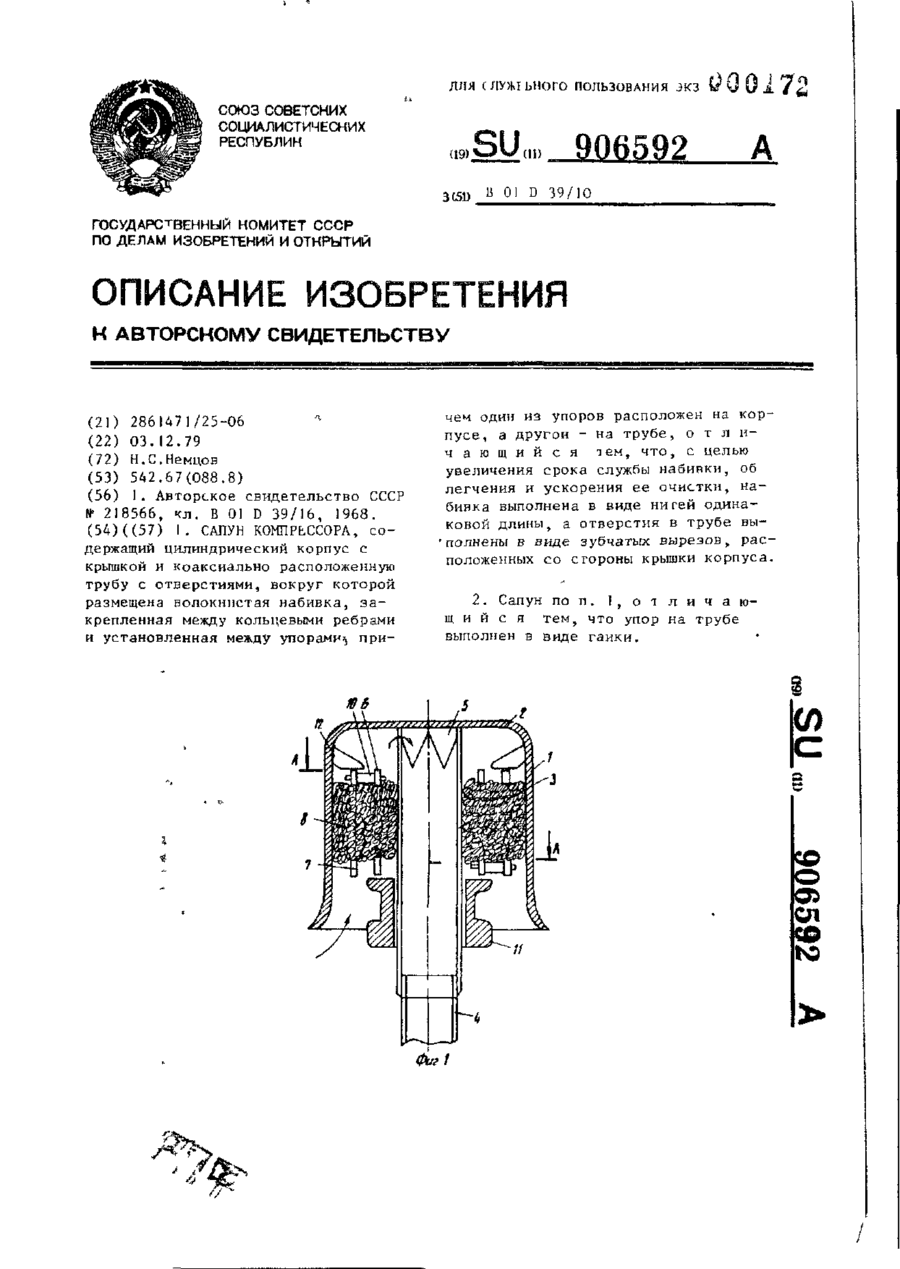
Номер патенту: 14425
Опубліковано: 25.04.1997
Автор: Нємцов Микола Степанович
МПК: B01D 39/10
Мітки: сапун, компрессора
Формула / Реферат:
1. Сапун компрессора, содержащий цилиндрический корпус с крышкой и коаксиально расположенную трубу с отверстиями, вокруг которой размещена волокнистая набивка, закрепленная между кольцевыми ребрами и установленная между упорами, причем один из упоров расположен на корпусе, а другой - на трубе, отличающийся тем, что, с целью увеличения срока службы набивки, облегчения и ускорения ее очистки, набивка выполнена в виде нитей одинаковой длины,...
Попередній патент: Магнітний концентратор рудних суспензій
Наступний патент: Спосіб пошарового зашивання рани промежини
Випадковий патент: Пасова зубчаста передача