Абразивна маса
Номер патенту: 61024
Опубліковано: 15.09.2005
Автори: Пантелійчук Леонід Вікторович, Янченко Анатолій Володимирович, Стрижаков Володимир Леонідович, Фоменко Володимир Михайлович, Чалий Валерій Тихонович, Шило Анатолій Юхимович
Формула / Реферат
1. Спосіб виготовлення будівельних виробів, що включає підготовку компонентів: заповнювача і в'яжучого, формування виробів та витримка до використання, який відрізняється тим, що карбонатний заповнювач попередньо активізується помелом спільно з портландцементом в шаровому млині до визначеної м'якості мливу, при наступному співвідношенні компонентів, мас. %.
Портландцемент
8,0...12,0
Вапняк
88,0...92,0
2. Спосіб за п.1, який відрізняється тим, що в шаровий млин додається додатково барвник.
Текст
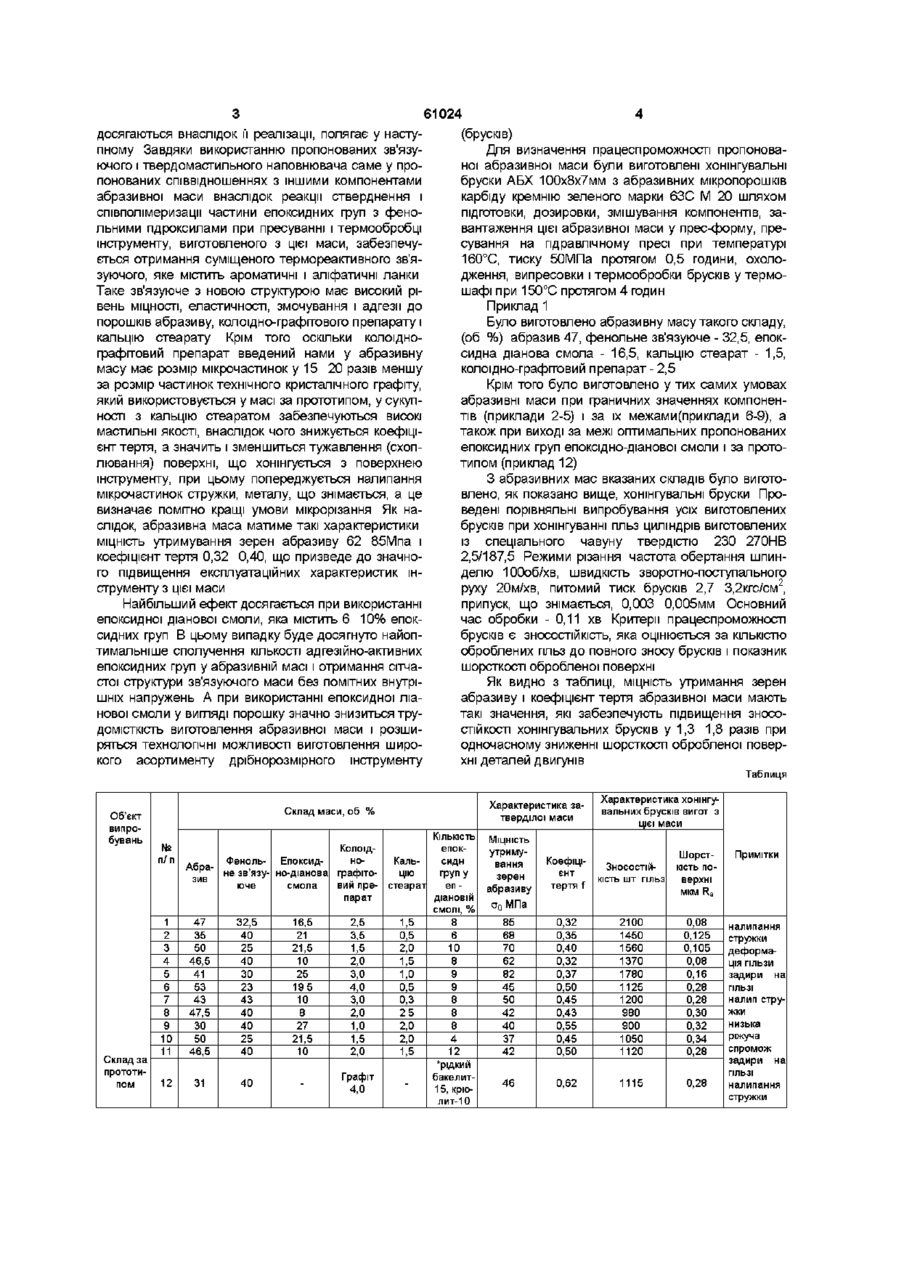
1 Абразивна маса, що містить абразив, порошкоподібне фенольне зв'язуюче, твердо мастильний наповнювач і графітовмісний матеріал, яка відрізняється тим, що зв'язуюче додатково містить епоксид ну діанову смолу, як твердомастильнии наповнювач використовують кальцію стеарат, а як графітовмісний матеріал - колоїдно-графітовий препарат при наступному співвідношенні компонентів, об % абразив 35-50 фенольне зв'язуюче 25-40 епоксидна діанова смола 10-25 кальцію стеарат 0,5-2,0 колоїд но-графітовий препарат 1,5-3,5 2 Абразивна маса за п 1, яка відрізняється тим, що епоксидна діанова смола містить 6 - 10 % епоксидних груп 3 Абразивна маса за п 1, яка відрізняється тим, що вона містить епоксидну діанову смолу у вигляді порошку Винахід відноситься до складів абразивних мас для виготовлення абразивного інструменту, переважно хонінгувального, призначеного для чистової (кінцевої) обробки блоків циліндрів, гільз і втулок двигунів внутрішнього згоряння і дизельних Найбільш близькою за технічною суттю до винаходу є абразивна маса (див Ас СРСР №870103, МПКЗ В24ДЗ/34, Опубл Бюл №37, 0710 81р), що містить абразив, як зв'язуюче - порошкоподібне фенольне зв'язуюче і як твердомастильнии наповнювач - графітовмісний матеріал, причому як зв'язуюче використано порошкоподібне фенольне зв'язуюче (пульвербакелит) і рідкий бакелит, і як твердомастильнии наповнювач - графіт і крюлит при наступному співвідношенні компонентів, об % абразив 28,9 31,9 пульвербакелит 39,3 41,8 рідкий бакелит 14,6 15,5 кріоліт 5,3 10,9 графіт 3,7 8,5 Основним недоліком цієї абразивної маси є низька МІЦНІСТЬ утримування зерен абразиву, що не перевищує 42 46МПа і зависокий коефіцієнт тертя 0,6 0,8 при динамічному контактуванні з чавуном, внаслідок таких технічних характеристик хонінгувальні бруски виготовлені з цієї маси мають низьку ЗНОСОСТІЙКІСТЬ, а поверхні оброблені ними мають високу шорсткість поверхні деталей з чавуну (Ra=0,28 0,34), що знижує ефективність хонінгуван ня удвигунобудуванні В основу винаходу покладено завдання такого удосконалення абразивної маси, при якому за рахунок вибору пропонованих зв'язуючого і наповнювача, а також КІЛЬКІСНОГО складу компонентів забезпечується такий рівень МІЦНОСТІ утримування зерен абразиву і коефіцієнту тертя, саме які визначать підвищення ЗНОСОСТІЙКОСТІ, виготовлених з цієї маси хонінгувальних брусків і якості обробки - зниження шорсткості оброблюваної поверхні виробів Означене завдання вирішується завдяки тому, що у абразивній масі, що містить абразив, як зв'язуюче - порошкоподібне фенольне зв'язуюче і як твердомастильнии наповнювач - графітовмісний матеріал, згідно винаходу зв'язуюче додатково містить епоксидну діанову смолу, як твердомастильнии наповнювач взято кальцію стеарат, а як графітовмісний матеріал використано колоїд но-графітовий препарат при наступному співвідношенні компонентів (об %) абразив 35 50 фенольне зв'язуюче 25 40 епоксидна діанова смола 10 25 кальцію стеарат 0,5 2,0 колоїд но-графітовий препарат 1,5 3,5, при цьому оптимальним є, коли епоксидна діанова смола містить 6 10% епоксидних груп і її використовують у вигляді порошку Причинно-наслідковий зв'язок між сукупність ознак, що заявляється і технічними ефектами, які о (О 61024 досягаються внаслідок її реалізації, полягає у наступному Завдяки використанню пропонованих зв'язуючого і тверд ом астильного наповнювача саме у пропонованих співвідношеннях з іншими компонентами абразивної маси внаслідок реакції стверднення і співполімеризації частини епоксидних груп з фенольними гідроксилами при пресуванні і термообробці інструменту, виготовленого з цієї маси, забезпечується отримання суміщеного термореактивного зв'язуючого, яке містить ароматичні і аліфатичні ланки Таке зв'язуюче з новою структурою має високий рівень МІЦНОСТІ, еластичності, змочування і адгезії до порошків абразиву, колоідно-графітового препарату і кальцію стеарату Крім того оскільки колоіднографітовий препарат введений нами у абразивну масу має розмір мікрочастинок у 15 20 разів меншу за розмір частинок технічного кристалічного графіту, який використовується у масі за прототипом, у сукупності з кальцію стеаратом забезпечуються високі мастильні якості, внаслідок чого знижується коефіцієнт тертя, а значить і зменшиться тужавлення (схоплювання) поверхні, що хонінгується з поверхнею інструменту, при цьому поперед жується налипання мікрочастинок стружки, металу, що знімається, а це визначає помггно кращі умови мікрорізання Як наслідок, абразивна маса матиме такі характеристики МІЦНІСТЬ утримування зерен абразиву 62 85Мпа і коефіцієнт тертя 0,32 0,40, що призведе до значного підвищення експлуатаційних характеристик інструменту з цієї маси Найбільший ефект досягається при використанні епоксидної діанової смоли, яка містить 6 10% епоксидних груп В цьому випадку буде досягнуто найоптимальніше сполучення КІЛЬКОСТІ адгезійно-активних епоксидних груп у абразивній масі і отримання сітчастої структури зв'язуючого маси без помітних внутрішніх напружень А при використанні епоксидної ліанової смоли у вигляді порошку значно знизиться трудомісткість виготовлення абразивної маси і розширяться технологічні можливості виготовлення широкого асортименту дрібнорозмірного інструменту (брусків) Для визначення працеспроможності пропонованої абразивної маси були виготовлені хонінгувальні бруски АБХ 100х8х7мм з абразивних мікропорошків карбіду кремнію зеленого марки 63С М 20 шляхом підготовки, дозировки, змішування компонентів, завантаження цієї абразивної маси у прес-форму, пресування на гідравлічному пресі при температурі 160°С, тиску 50МПа протягом 0,5 години, охолодження, випресовки і термообробки брусків у термошафі при 150°С протягом 4 годин Приклад 1 Було виготовлено абразивну масу такого складу, (об %) абразив 47, фенольне зв'язуюче - 32,5, епоксидна діанова смола - 16,5, кальцію стеарат - 1,5, колоїдно-графітовий препарат - 2,5 Крім того було виготовлено у тих самих умовах абразивні маси при граничних значеннях компонентів (приклади 2-5) і за їх межами(приклади 6-9), а також при виході за межі оптимальних пропонованих епоксидних груп епоксідно-діанової смоли і за прототипом (приклад 12) З абразивних мас вказаних складів було виготовлено, як показано вище, хонінгувальні бруски Проведені порівняльні випробування усіх виготовлених брусків при хонінгуванні гільз циліндрів виготовлених із спеціального чавуну твердістю 230 270НВ 2,5/187,5 Режими різання частота обертання шпинделю 100об/хв, швидкість зворотно-поступального руху 20м/хв, питомий тиск брусків 2,7 3,2кгс/см2, припуск, що знімається, 0,003 0,005мм Основний час обробки - 0,11 хв Критерії працеспроможності брусків є ЗНОСОСТІЙКІСТЬ, яка оцінюється за КІЛЬКІСТЮ оброблених гільз до повного зносу брусків і показник шорсткості обробленої поверхні Як видно з таблиці, МІЦНІСТЬ утримання зерен абразиву і коефіцієнт тертя абразивної маси мають такі значення, які забезпечують підвищення ЗНОСОСТІЙКОСТІ хонінгувальних брусків у 1,3 1,8 разів при одночасному зниженні шорсткості обробленої поверхні деталей двигунів Таблиця Об'єкт випробувань Склад за прототипом Характеристика затверділої маси Склад маси, об % № п/п 1 2 3 4 5 6 7 8 9 10 11 12 КІЛЬКІСТЬ Абразив Феноль- Епоксидне зв'язу- но-діанова юче смола 32,5 16,5 21 46,5 40 25 40 ЗО 23 43 40 40 25 40 31 40 47 35 50 46,5 41 53 43 47,5 ЗО 50 21,5 10 25 195 10 8 27 21,5 10 Коло і депокносидн Кальграфітогрупу цію вий пре- стеарат еп парат діановій 2,5 3,5 1,5 2,0 3,0 4,0 3,0 2,0 1,0 1,5 2,0 Графіт 4,0 1,5 0,5 2,0 1,5 1,0 0,5 0,3 25 2,0 2,0 1,5 СМОЛІ, % 8 6 10 8 9 9 8 8 8 4 12 'рідкий бакелит15, крюлит-10 Характеристика хонінгувальних брусків вигот з цієї маси МІЦНІСТЬ утримування зерен абразиву а 0 МПа Коефіцієнт тертя f Шорсткість поверхні мкм Ra Примітки ЗНОСОСТІЙКІСТЬ шт гільз 85 68 70 62 82 45 50 42 40 37 42 0,32 0,35 0,40 0,32 0,37 0,50 0,45 0,43 0,55 0,45 0,50 2100 1450 1560 1370 1780 1125 1200 980 900 1050 1120 0,08 0,125 0,105 0,08 0,16 0,28 0,28 0,30 0,32 0,34 0,28 налипання стружки деформація ГІЛЬЗИ задири на ГІЛЬЗІ 46 0,62 1115 0,28 налип стружки низька ріжуча спромож задири на ГІЛЬЗІ налипання стружки 61024 Комп'ютерна верстка Л Ціхановська Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive mass
Автори англійськоюChalyi Valerii Tykhonovych, Shylo Anatolii Yukhymovych
Назва патенту російськоюАбразивная масса
Автори російськоюЧалый Валерий Тихонович, Шило Анатолий Ефимович
МПК / Мітки
МПК: B24D 3/34, B24D 3/20, B24D 3/14
Код посилання
<a href="https://ua.patents.su/3-61024-abrazivna-masa.html" target="_blank" rel="follow" title="База патентів України">Абразивна маса</a>
Абразивна маса
Номер патенту: 12217
Опубліковано: 25.12.1996
Автори: Бочко Анатолій Васильович, Адамовський Анатолій Андрійович, Хижняк Григорій Іванович, Пивоваров Михайло Спиридонович, Барабан Володимир Петрович, Таланцев Леонід Леонідович, Аранович Анатолій Оскарович, Карюк Геннадій Гаврилович, Руденко Володимир Федорович
МПК: B24D 3/34
Формула / Реферат:
Абразивная масса, содержащая основной сверхтвердый абразивный материал, вторичный абразив, наполнитель и связующее, отличающаяся тем, что, с целью уменьшения расхода основного абразива из шлифпорошка плотных модификаций нитрида бора, в качестве вторичного абразива она содержит гранулы остекловарного микропорошка на основе плотных модификаций нитрида бора при следующем соотношении компонентов, об.%:основной сверхтвердый абразивный...
Абразивна маса для виготовлення полірувального інструменту
Номер патенту: 26299
Опубліковано: 19.07.1999
Автори: Кудрявцева Ніна Леонтівна, Коровкін Володимир Петрович, Рубльов Микола Дмитрович, Дракін Ігор Володимирович, Рогов Валентин Васильович, Філатов Юрій Данилович, Альтшулер Вадим Маркович
Мітки: полірувального, маса, інструменту, абразивна, виготовлення
Текст:
...покрытие всех абразивных зерен раствором с последующим испарением растворителя обеспечивают равномерное распределение связующего на зернах абразива,, Из полученной массы приготавливают навески на одно изделие (таблетка абразивная полировальная диаметром 10 мм, высотой J мм)и Навески загружают в многоместную пресс-форму, брикетируют таблетки (до упора), распрессовывагот и термообрабатывают таблетки в сушильном шкафу при 12О+2О°С в...
Абразивна маса для виготовлення доводочного інструменту
Номер патенту: 16350
Опубліковано: 29.08.1997
Автори: Сандік Лариса Григорівна, Криворучко Павло Петрович, Денисенко Олена Олександрівна, Бараннік Юрій Петрович, П'яних Неля Леонідівна
МПК: B24D 17/00
Мітки: маса, абразивна, інструменту, доводочного, виготовлення
Формула / Реферат:
Абразивная масса для изготовления доводочного инструмента, содержащая глинозем и шестиводный хлористый магний, отличающаяся тем, что, с целью снижения абразивного износа инструмента, уменьшения расхода абразивных порошков и паст и повышения производительности процесса обработки изделий, масса дополнительно содержит окись неодима при следующем соотношении компонентов, мас.%:Глинозем 97,95-98,62 Шестиводный...
Абразивна маса для струйно-абразивної обробки
Номер патенту: 2995
Опубліковано: 26.12.1994
Автори: Лапшин Сергій Павлович, Гришин Володимир Сергійович, Полінський Олександр Маркович, Назаров Сергій Андрійович, Дмитренко Володимир Никифорович, Проволоцький Олександр Євдокимович
МПК: B24C 1/00
Мітки: абразивна, струйно-абразивної, обробки, маса
Формула / Реферат:
Абразивная масса для струйно-абразивной обработки, включающая в качестве агента сополимеры стирола, отличающаяся тем, что зернистость сополимеров стирола принимают равной 0,2-0,45 мм.
Абразивна паста
Номер патенту: 9291
Опубліковано: 15.09.2005
Автори: Кримовська Світлана Констянтинівна, Невмержицька Галина Федорівна, Дмитрієва Тетяна Володимирівна
МПК: C09G 1/00
Формула / Реферат:
Абразивна паста, що містить мінеральне масло, олеїнову і стеаринову кислоти, гліколь та інші цільові компоненти, яка відрізняється тим, що як гліколь містить поліоксіетиленгліколь з молекулярною масою більше 2000, а як цільові компоненти - масло ріпакове та гідроксид натрію, при співвідношенні компонентів, мас. %: мінеральне масло 8-13 стеаринова кислота 15-30 ...
Попередній патент: Сферичний кривошипно-повзунний механізм (варіанти)
Наступний патент: Спосіб вирощування бройлерів в селянських сімейних господарствах і кліткові ярусні батареї
Випадковий патент: Пристрій вимірювання електропровідності біологічної рідини