Лапшин Сергій Павлович
Спосіб обробки деталей
Номер патенту: 19216
Опубліковано: 15.12.2006
Автори: Старостін Дмитро Анатолійович, Проволоцький Олександр Євдокимович, Ласкін Віктор Михайлович, Негруб Світлана Леонідівна, Лапшин Сергій Павлович
Мітки: обробки, спосіб, деталей
Формула / Реферат:
Спосіб обробки деталей, який включає електроерозійне формоутворення поверхонь з подальшою абразивною обробкою, який відрізняється тим, що як абразивну обробку використовують процесс доведення поверхні еластичним полімерабразивними кругами, що складаються з полімерабразивних волокон, причому зернистість абразивних часток у волокнах вибирається у межах 10...40 від середнього арифметичного профілю шорсткості поверхні після електроерозійної...
Спосіб зміцнення токопровідних деталей

Номер патенту: 6403
Опубліковано: 29.12.1994
Автори: Проволоцький Олександр Євдокимович, Тісновський Леонід Рахмилович, Лиходєй Олександр Кирилович, Лапшин Сергій Павлович, Дудник Михайло Іванович, Пєтухов Ігор Павловіч, Бондаренко Леонід Іванович
Мітки: зміцнення, деталей, токопровідних, спосіб
Формула / Реферат:
(57) Способ упрочнения токопроводящих деталей, согласно которому осуществляют многократное элеткроэрозионное нанесение металлических покрытий на обрабатываемую поверхность, а в промежутках между циклами нанесения слоев производят абразивную обработку, отличающийся тем, что на обрабатываемую поверхность наносят слой никеля толщиной 15-40 мкм, затем осуществляют продувку абразивом с внедрением абразивных частиц на величину 0,06-0,08 от...
Спосіб електроерозійного зміцнення повехні деталі
Номер патенту: 3445
Опубліковано: 27.12.1994
Автори: Проволоцький Олександр Євдокимович, Бондаренко Леонід Іванович, Гришин Володимир Сергійович, Оленович Іван Федорович, Лапшин Сергій Павлович, Гавріш Анатолій Павлович
МПК: B23H 9/00
Мітки: спосіб, деталі, електроерозійного, повехні, зміцнення
Формула / Реферат:
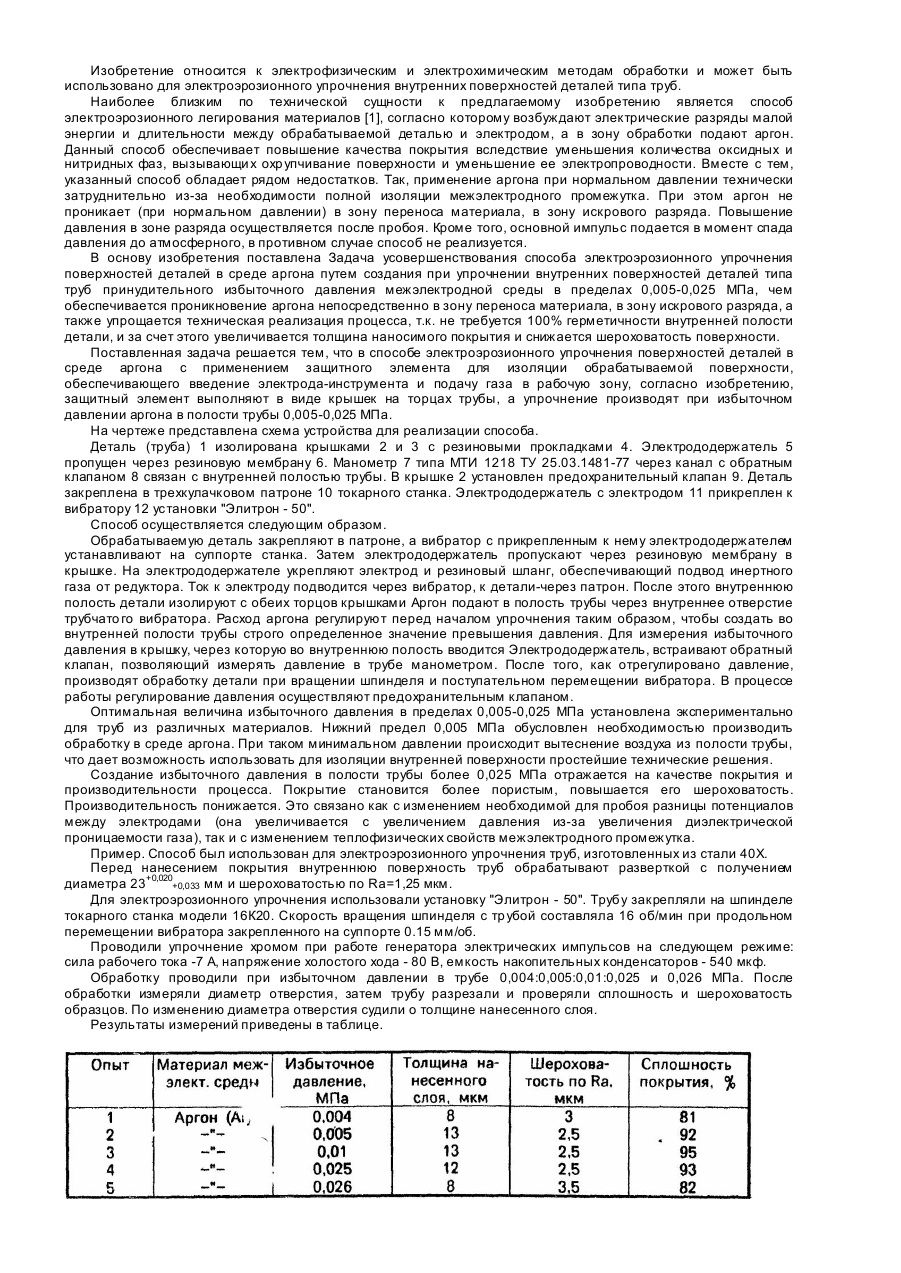
Способ электроэрозионного упрочнения поверхностей деталей в среде аргона, при котором обрабатываемую поверхность закрывают защитным элементом, обеспечивающим введение электрода-инструмента и подачу газа в рабочую зону, отличающийся тем, что защитный элемент выполняют в виде крышек на торцах трубы, а упрочнение производят при избыточном давлении аргона в полости трубы 0,005-0,025 МПа.
Абразивна маса для струйно-абразивної обробки
Номер патенту: 2995
Опубліковано: 26.12.1994
Автори: Полінський Олександр Маркович, Назаров Сергій Андрійович, Проволоцький Олександр Євдокимович, Гришин Володимир Сергійович, Лапшин Сергій Павлович, Дмитренко Володимир Никифорович
МПК: B24C 1/00
Мітки: абразивна, струйно-абразивної, обробки, маса
Формула / Реферат:
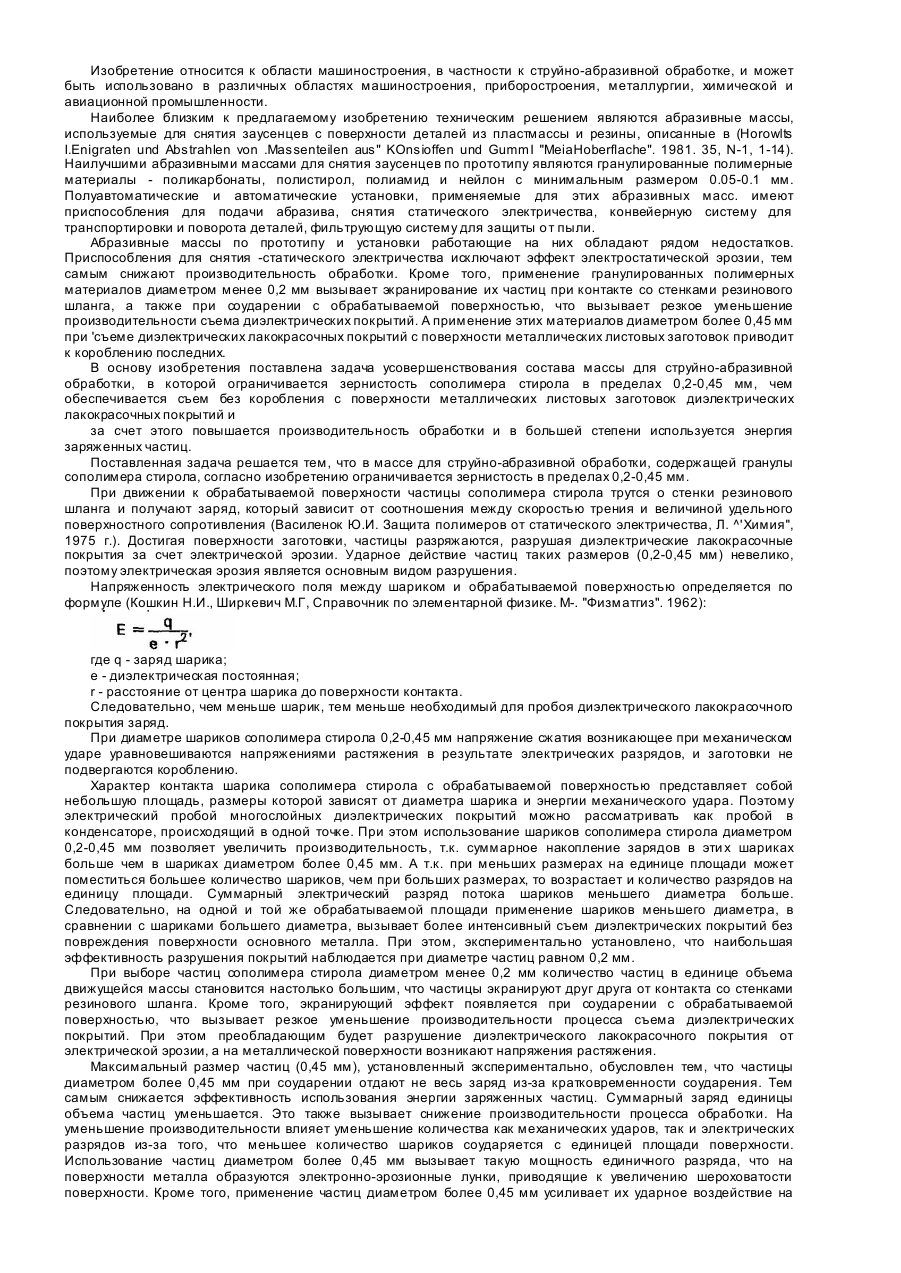
Абразивная масса для струйно-абразивной обработки, включающая в качестве агента сополимеры стирола, отличающаяся тем, что зернистость сополимеров стирола принимают равной 0,2-0,45 мм.
Електрод-інструмент для електрообробки

Номер патенту: 1955
Опубліковано: 20.12.1994
Автори: Гришин Володимир Сергійович, Литвиненко Вячеслав Тимофійович, Лиходєй Олександр Кирилович, Проволоцький Олександр Євдокимович, Лапшин Сергій Павлович
Мітки: електрод-інструмент, електрообробки
Формула / Реферат:
1. Электрод-инструмент для электрообработки, содержащий несущий элемент, являющийся токоподводом, выполненный в виде гибкой нити с установленными на ней с возможностью осевого перемещения сферическими аттементами и втулками, размещенными между ними, механизм регулирования натяжения, отличающийся тем, что, с целью расширения технологических возможностей при электроэрозионном упрочнении, сферические элементы выполнены в виде чередующихся...
Засіб обробки деталей

Номер патенту: 1949
Опубліковано: 20.12.1994
Автори: Бондаренко Леонід Іванович, Морозенко Вадим Никифорович, Литвиненко Вячеслав Тимофійович, Лиходєй Олександр Кирилович, Лапшин Сергій Павлович, Гришин Володимир Сергійович, Проволоцький Олександр Євдокимович
Мітки: засіб, деталей, обробки
Формула / Реферат:
Способ обработки деталей, включающий электроэрозионное легирование поверхностей и визуальный контроль сплошности покрытия, отличающийся тем, что, с целью повышения износостойкости деталей, перед визуальным контролем производят гидроабразивную обработку детали с внедрением абразивных частиц на величину 0,05—0,1 от максимальной толщины слоя, полученного при легировании, а затем выявляют участки без легируемого слоя и по ним повторно проводят...