Спосіб виготовлення покритих електродів
Номер патенту: 61708
Опубліковано: 17.11.2003
Автори: Бондарев Сергій Володимирович, Кассов Валерій Дмитрович
Формула / Реферат
Спосіб виготовлення покритих електродів, що включає дозування компонентів покриття, змішування їх з рідким склом, нанесення отриманої обмазувальної маси на поверхню металевого стрижня, термообробку електродів, їх занурення в ємність з гомогенізованою багатокомпонентною композицією, що містить мономери вінільного чи алкільного ряду і перекисний ініціатор, який відрізняється тим, що додатково в ємність з гомогенізованою багатокомпонентною композицією вводять багатофункціональну мономерну сполуку, яка містить два і більше подвійних зв'язків, у кількості 2-10 % від маси багатокомпонентної композиції й отриману суміш нагрівають до температури її полімеризації протягом часу, необхідного для полімеризації 25-29 % загальної кількості мономерів в полімерний стан.
Текст
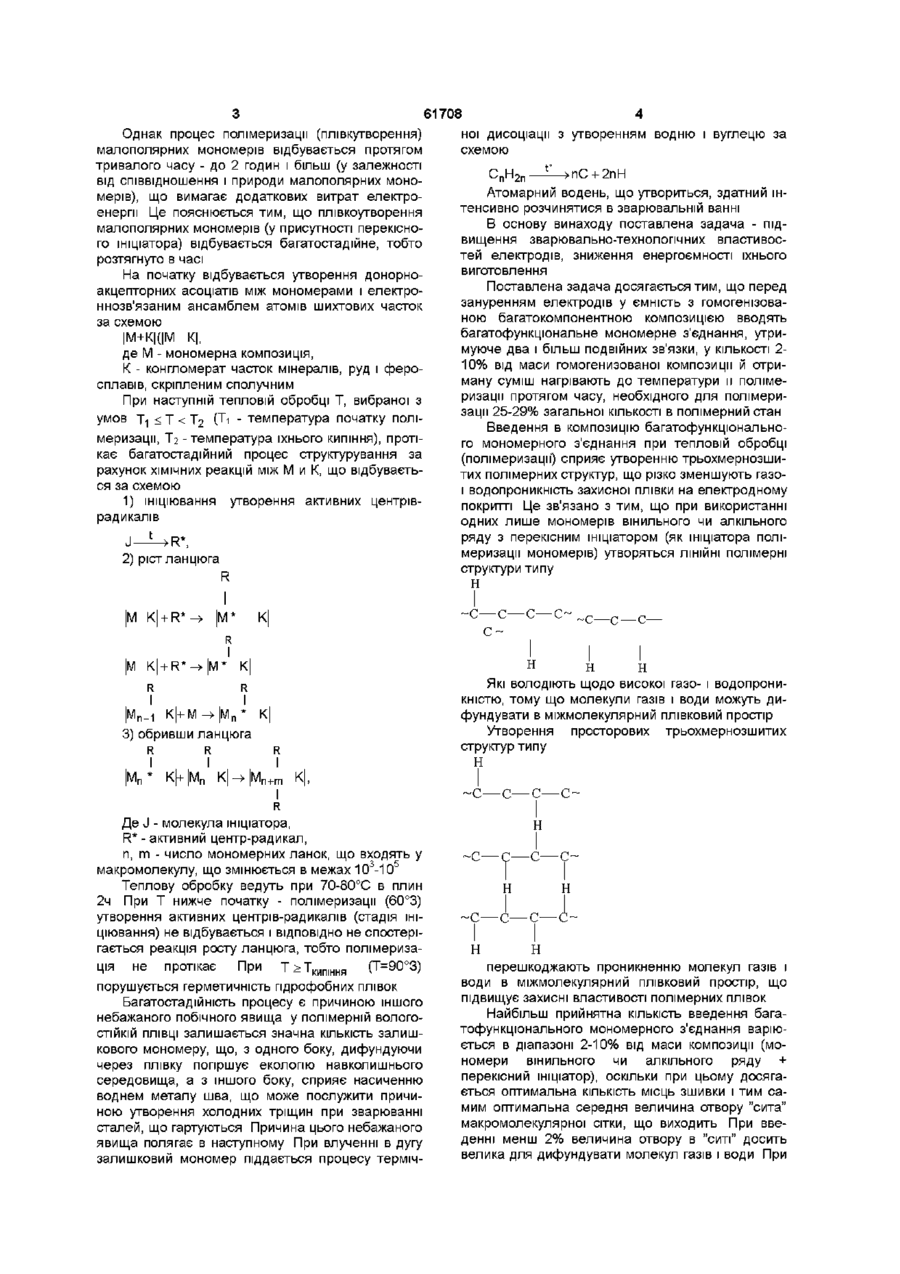
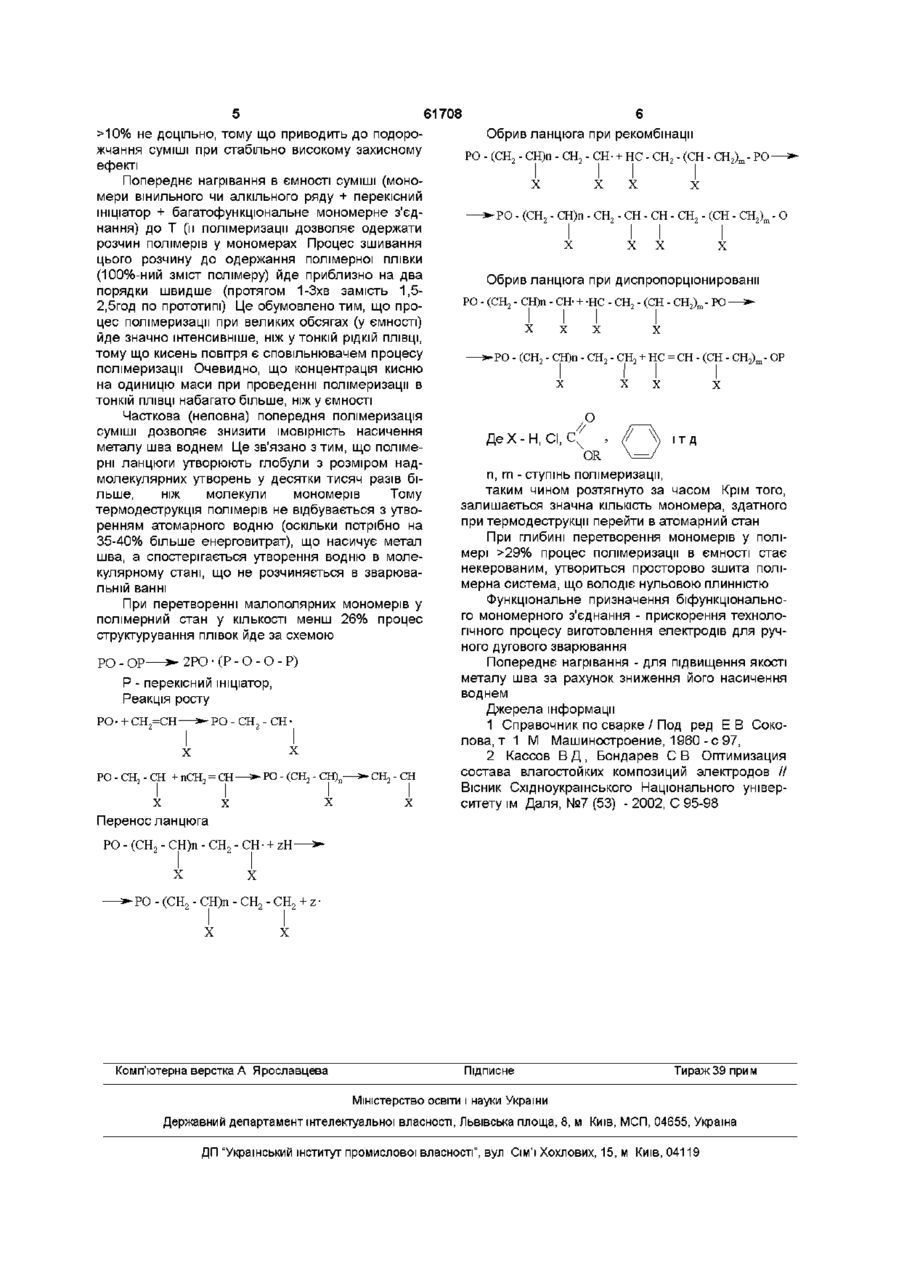
Спосіб виготовлення покритих електродів, що включає дозування компонентів покриття, змішування їх з рідким склом, нанесення отриманої обмазувальної маси на поверхню металевого стрижня, термообробку електродів, їх занурення в ємність з гомогенізованою багатокомпонентною композицією, що містить мономери ВІНІЛЬНОГО чи алкільного ряду і перекисний ініціатор, відрізняється тим, що додатково в ємність з гомогенізованою багатокомпонентною композицією вводять багатофункціональну мономерну сполуку, яка містить два і більше подвійних зв'язків, у КІЛЬКОСТІ 210% від маси багатокомпонентної композиції й отриману суміш нагрівають до температури и полімеризації протягом часу, необхідного для полімеризації 25-29% загальної КІЛЬКОСТІ мономерів в полімерний стан Винахід відноситься до галузі техніки, а саме до виробництва зварювальних матеріалів, конкретно покритих електродів для ручного дугового зварювання Відомий спосіб виготовлення покритих електродів, при якому роблять дозування компонентів покриття, змішуванні їх з рідким склом, нанесення отриманої обмазувальної маси на поверхню металевого стрижня і термообробку отриманих електродів [1] Однак покриті електроди, виготовлені по цьому способі, необхідно надійно упаковувати, зберігати в спеціальних приміщеннях, а перед зварюванням піддавати додатковій енергоємній операції - технологічної прокалки протягом тривалого часу Це зв'язано з тим, що при збереженні і транспортуванні вони інтенсивно адсорбують вологу з навколишньої атмосфери, що різко підвищує їхню чутливість до утворення зварювальних дефектів, зокрема, пор Наприклад, електроди з карбонатнофлюоритовим покриттям перед зварюванням проколюють при температурі 500°С протягом 3 годин Термін придатності таких електродів при збереженні в приміщенні з температурою не нижче 17°С і відносної вологості повітря менш 50% складає три доби Однак навіть такі ретельні міри не завжди ефективні Практика застосування електродів (УОНИ 13-45А, 48Н-1, 48Н-2) показує, що підвищення температури навколишнього середовища (у ЛІТНІЙ період) з 14 до 25°С, незважаючи на збіль шення температури прокалки і часу витримки (550°С, витримка 6ч), зміст вільного водню в металі шва підвищується в 2-3 рази (у порівнянні з зимовим періодом) Крім того, для багатьох електродів гарантованою умовою досягнення паспортної якості зварювального шва є регламентована межа припустимої абсолютної вологості навколишньої атмосфери при зварюванні Це звужує практичний інтервал використання покритих електродів (особливо в монтажних умовах) Відомий також спосіб виготовлення покритих електродів [2], при якому роблять дозування компонентів покриття, змішуванні їхній з рідким склом, нанесення отриманої обмазувальної маси на поверхню металевого стрижня, термообробку отриманих електродів, їхнє занурення на у ємність з гомогенізованою багатокомпонентною композицією, що містить малополярні мономери вшильного чи алкільного ряду і перекісний ініціатор, з наступною термообробкою нанесених електродів при температурі полімеризації малополярних мономерів Покриті електроди, виготовлені в такий спосіб, за рахунок утворення після термообробки (полімеризації) тонкої вологостійкої плівки, захищені від капілярного підсмоктування вологи з атмосфери незалежно від умов і тривалості збереження електродів Тим самим відпадає необхідність в енергоємній технологічній прокалці електродів перед зварюванням 00 о (О 61708 Однак процес полімеризації (плівкутворення) ної дисоціації з утворенням водню і вуглецю за малополярних мономерів відбувається протягом схемою тривалого часу - до 2 годин і більш (у залежності СпН2гі *° >пС + 2пН від співвідношення і природи малополярних моноАтомарний водень, що утвориться, здатний інмерів), що вимагає додаткових витрат електротенсивно розчинятися в зварювальній ванні енергії Це пояснюється тим, що плівкоутворення В основу винаходу поставлена задача - підмалополярних мономерів (у присутності перекісновищення зварювально-технологічних властивосго ініціатора) відбувається багатостадійне, тобто тей електродів, зниження енергоємності їхнього розтягнуто в часі виготовлення На початку відбувається утворення донорноПоставлена задача досягається тим, що перед акцепторних асоціатів між мономерами і електрозануренням електродів у ємність з гомогенізованнозв'язаним ансамблем атомів шихтових часток ною багатокомпонентною композицією вводять за схемою багатофункціональне мономерне з'єднання, утри|М+К|(|М К|, муюче два і більш подвійних зв'язки, у КІЛЬКОСТІ 2де М - мономерна композиція, 10% від маси гомогенизованої композиції й отриК - конгломерат часток мінералів, руд і фероману суміш нагрівають до температури и полімесплавів, скріпленим сполучним ризації протягом часу, необхідного для полімериПри наступній тепловій обробці Т, вибраної з зації 25-29% загальної КІЛЬКОСТІ В полімерний стан умов Т-| < Т М п + т -с—с—с н н Які ВОЛОДІЮТЬ ЩОДО високої газо- і водопроникністю, тому що молекули газів і води можуть дифундувати в міжмолекулярний плівковий простір Утворення просторових трьохмернозшитих структур типу R ->мп * к 3) обривши ланцюга R R мп * к -ь М -с—с К Де J - молекула ініціатора, R* - активний центр-радикал, n, m - число мономерних ланок, що входять у макромолекулу, що змінюється в межах 103-105 Теплову обробку ведуть при 70-80°С в плин 2ч При Т нижче початку - полімеризації (60°3) утворення активних центрів-радикалів (стадія ініціювання) не відбувається і ВІДПОВІДНО не спостерігається реакція росту ланцюга, тобто полімеризація не протікає При Т>Т К И П І Н Н Я (Т=90°3) порушується герметичність гідрофобних плівок Багатостадійність процесу є причиною іншого небажаного побічного явища у полімерній ВОЛОГОСТІЙКІЙ ПЛІВЦІ залишається значна КІЛЬКІСТЬ залиш кового мономеру, що, з одного боку, дифундуючи через плівку погіршує екологію навколишнього середовища, а з іншого боку, сприяє насиченню воднем металу шва, що може послужити причиною утворення холодних тріщин при зварюванні сталей, що гартуються Причина цього небажаного явища полягає в наступному При влученні в дугу залишковий мономер піддається процесу терміч н ~с—с—с—сн -с—с—с—сн н -с—с—с—с~ Н Н перешкоджають проникненню молекул газів і води в міжмолекулярний плівковий простір, що підвищує захисні властивості полімерних плівок Найбільш прийнятна КІЛЬКІСТЬ введення багатофункціонального мономерного з'єднання варіюється в діапазоні 2-10% від маси композиції (мономери вшильного чи алкільного ряду + перекісний ініціатор), оскільки при цьому досягається оптимальна КІЛЬКІСТЬ МІСЦЬ ЗШИВКИ І ТИМ са мим оптимальна середня величина отвору "сита" макромолекулярної сітки, що виходить При введенні менш 2% величина отвору в "ситі" досить велика для дифундувати молекул газів і води При 61708 >10% не доцільно, тому що приводить до подорожчання суміші при стабільно високому захисному ефекті Попереднє нагрівання в ємності суміші (мономери вшильного чи алкільного ряду + перекісний ініціатор + багатофункціональне мономерне з'єднання) до Т (м полімеризації дозволяє одержати розчин полімерів у мономерах Процес зшивання цього розчину до одержання полімерної плівки (100%-ний зміст полімеру) йде приблизно на два порядки швидше (протягом 1-Зхв замість 1,52,5год по прототипі) Це обумовлено тим, що процес полімеризації при великих обсягах (у ємності) 6 Обрив ланцюга при рекомбінації РО - (СН2 - СН)п - СН2 - СН- + НС - СН2 - (СН - СН 2 ) т - Р О — э X X полімерний стан у КІЛЬКОСТІ менш 26% процес структурування плівок йде за схемою РО - О Р — * - 2РО • (Р - О - О - Р) Р - перекісний ініціатор, Реакція росту ро • + сн,=сн —»- ро - сн, - сн • X X X - сн2 - сн -РО-(СН 2 -СН) П РО - СН 2 - СН + пСН 2 = СН X X X X X X Обрив ланцюга при диспропорціонированії РО - (СН 2 - СН)п - СН- + -НС - СН 2 - (СН - С Н 2 ) т - РО — * • X X X X *~РО - (СН 2 - СН)п - СН 2 - СН 2 + НС = СН - (СН - С Н 2 ) т - ОР X тонкій ПЛІВЦІ набагато більше, ніж у ємності Часткова (неповна) попередня полімеризація суміші дозволяє знизити імовірність насичення металу шва воднем Це зв'язано з тим, що полімерні ланцюги утворюють глобули з розміром надмолекулярних утворень у десятки тисяч разів більше, ніж молекули мономерів Тому термодеструкція полімерів не відбувається з утворенням атомарного водню (оскільки потрібно на 35-40% більше енерговитрат), що насичує метал шва,а спостерігається утворення водню в молекулярному стані, що не розчиняється в зварювальній ванні При перетворенні малополярних мономерів у X — * - Р О - (СН2 - СН)п - СН2 - СН - СН - СН2 - (СН - СН 2 ) т - О йде значно інтенсивніше, ніж у тонкій рідкій ПЛІВЦІ, тому що кисень повітря є сповільнювачем процесу полімеризації Очевидно, що концентрація кисню на одиницю маси при проведенні полімеризації в X X X X X о ДеХ-Н, СІ, ІТД OR п, m - ступінь полімеризації, таким чином розтягнуто за часом Крім того, залишається значна КІЛЬКІСТЬ мономера, здатного при термодеструкції перейти в атомарний стан При глибині перетворення мономерів у полімері >29% процес полімеризації в ємності стає некерованим, утвориться просторово зшита полімерна система, що володіє нульовою плинністю Функціональне призначення біфункцюнального мономерного з'єднання - прискорення технологічного процесу виготовлення електродів для ручного дугового зварювання Попереднє нагрівання - для підвищення якості металу шва за рахунок зниження його насичення воднем Джерела інформації 1 Справочник по сварке / Под ред Е В Соколова, т 1 М Машиностроение, 1960 - с 97, 2 Кассов В Д , Бондарев С В Оптимизация состава влагостойких композиций электродов // Вісник Східноукраїнського Національного університету їм Даля, №7 (53) - 2002, С 95-98 Перенос ланцюга РО - (СН2 - СН)п - СН2 - СН • + zH X > X * - Р О - (СН 2 - СН)п - СН 2 - СН 2 + z • X X Комп'ютерна верстка А Ярославцева Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of coated electrodes
Автори англійськоюKassov Valerii Dmytrovych, Bondariev Serhii Volodymyrovych
Назва патенту російськоюСпособ изготовления покрытых электродов
Автори російськоюКассов Валерий Дмитриевич, Бондарев Сергей Владимирович
МПК / Мітки
МПК: B23K 35/36, B23K 35/02
Мітки: покритих, спосіб, електродів, виготовлення
Код посилання
<a href="https://ua.patents.su/3-61708-sposib-vigotovlennya-pokritikh-elektrodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення покритих електродів</a>
Спосіб виготовлення пари стабільних електродів для потужного акумулятора
Номер патенту: 31394
Опубліковано: 15.12.2000
Автор: Товстюк Корній Денисович
МПК: H01M 4/04
Мітки: електродів, пари, стабільних, акумулятора, виготовлення, потужного, спосіб
Формула / Реферат:
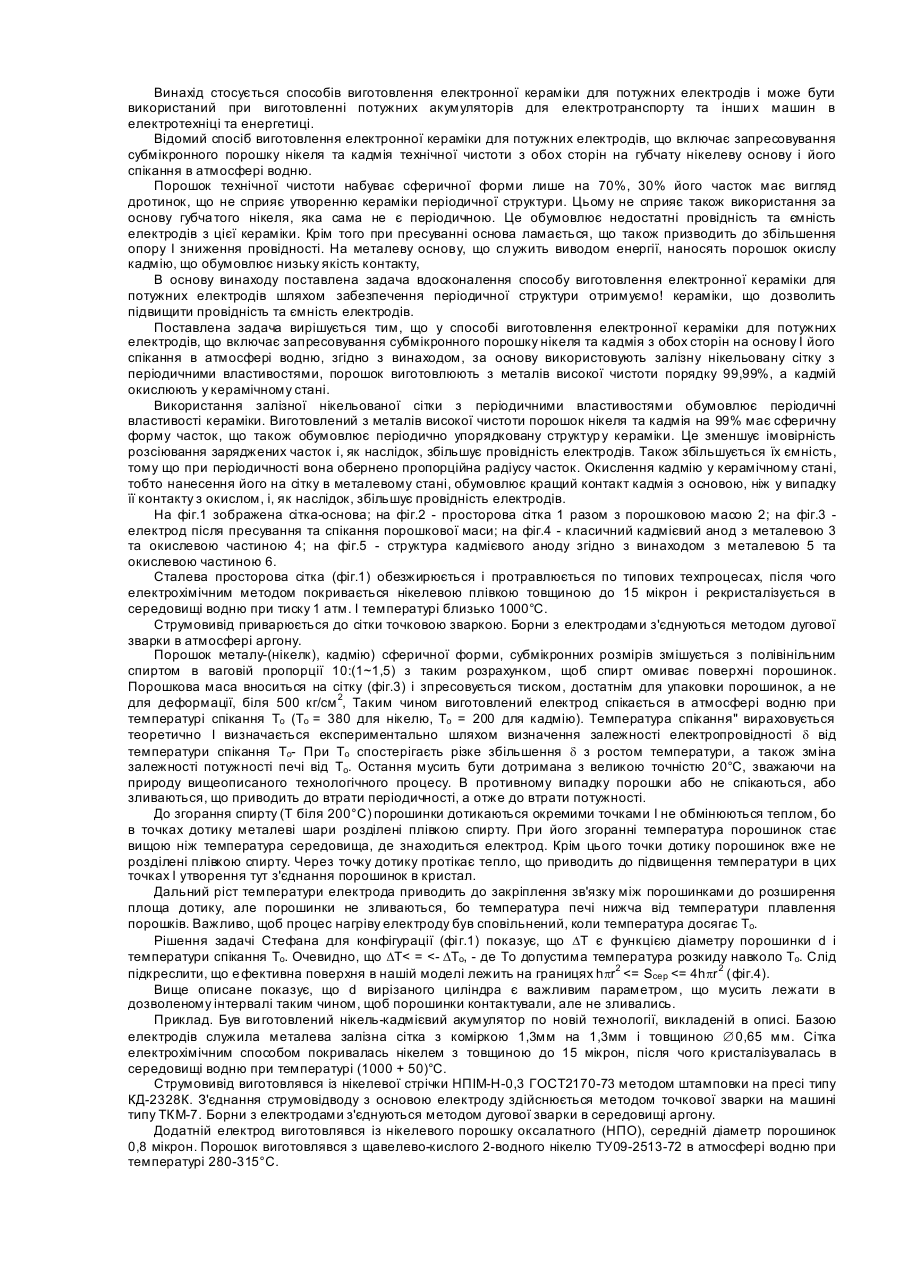
Спосіб виготовлення пари стабільних електродів для потужного акумулятора, що включає запресування субмікронного порошку нікелю та кадмію , що окислений у керамічному стані з обох сторін, на основу (залізну нікельовану сітку) і їх спікання в атмосфері водню, який відрізняється тим, що формування електродів виконується малими струмами силою від 1 до 10А десятьма циклами тривалістю від 1 до 10 годин кожний.
Спосіб виготовлення електронної кераміки для потужних електродів
Номер патенту: 19630
Опубліковано: 25.12.1997
Автори: Товстюк Корній Денисович, Мандич Генадій Іванович, Данилевич-Товстюк Корнелія Корніївна, Кочетов Георгій Петрович
МПК: H01M 4/04
Мітки: кераміки, потужних, виготовлення, електродів, електронної, спосіб
Формула / Реферат:
Спосіб виготовлення електронної кераміки для потужних електродів, що включає запресовування субмікронного порошку нікелю та кадмію з обох сторін на основу і його спікання в атмосфері водню, який відрізняється тим, що за основу використовують залізну нікельовану сітку з періодичними властивостями, порошок використовують високої чистоти порядку 99,99%, а кадмій окислюють у керамічному стані.
Спосіб виготовлення електродів для високопотужних акумуляторів
Номер патенту: 20098
Опубліковано: 25.12.1997
Автори: Данилевич-Товстюк Корнелія Корніївна, Товстюк Наталія Корніївна, Товстюк Корній Денисович
МПК: H01M 4/04
Мітки: високопотужних, виготовлення, акумуляторів, спосіб, електродів
Формула / Реферат:
Спосіб виготовлення електродів для високопотужних акумуляторів, що включає нанесення на нікельовану залізу сітку субмікронного нікелевого порошка та подальше спікання в атмосфері інертного газу, який відрізняється тим, що нанесення субмікронного нікелевого порошка здійснюють через фільтруючі елементи на нагріту до 380-400°С сітку; а спікання проводять при імпульсному освітленні лазером, при цьому термін вказаної дії встановлюють в залежності...
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Осипенко Василь Іванович, Поляков Святослав Петрович, Лукашенко Валентина Максимівна, Ступак Денис Олегович
МПК: B23K 35/00
Мітки: металевих, спосіб, виготовлення, електроерозійної, електродів-інструментів, обробки
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Спосіб виготовлення електродів газорозрядних ламп
Номер патенту: 15939
Опубліковано: 30.06.1997
Автори: Кожушко Григорій Мефодійович, Гончаров Володимир Георгійович, Рубановський Михайло Лазорович
МПК: H01J 61/06
Мітки: виготовлення, електродів, газорозрядних, спосіб, ламп
Формула / Реферат:
1. Способ изготовления электродов газоразрядных ламп, включающий спиральную навивку проволоки на вольфрамовый керн, ее фиксацию на вольфрамовом керне и отрезку проволоки, отличающийся тем, что перед спиральной навивкой проволоки ее начало фиксируют контактной точечной сваркой на вольфрамовом керне, после чего осуществляют навивку спирали на вращающийся вольфрамовый керн, а отрезку проволоки после окончания навивки спирали и остановки вращения...