Установка для обробки деталей у псевдозрідженому абразиві
Номер патенту: 61726
Опубліковано: 25.07.2011
Автори: Мігунов Віталій Михайлович, Качан Олексій Якович, Куковякин Михайло Михайлович
Формула / Реферат
Установка для обробки деталей у псевдозрідженому абразиві, що містить робочу камеру, бункер для зберігання абразиву, трубопровід для перекачування абразиву, вікно для зливу абразиву з керованим клапаном, яка відрізняється тим, що вона додатково містить допоміжну камеру з відбивачем абразиву, причому бункер для зберігання абразиву розташований у нижній частині установки й оснащений додатковими газорозподільними ґратами, повітряною камерою з колектором подачі стисненого повітря, розташованою під цими ґратами, причому забірна частина трубопроводу для перекачування абразиву виконана з можливістю регулювання зазору по висоті й розташована над додатковими газорозподільними ґратами, а його вихідний отвір розташований під відбивачем абразиву, причому бункер з'єднаний з допоміжною камерою за допомогою вентиляційного патрубка з керованим клапаном, а робоча камера оснащена системою сопел, розташованих усередині псевдозрідженого абразиву, з можливістю налагоджувальних переміщень.
Текст
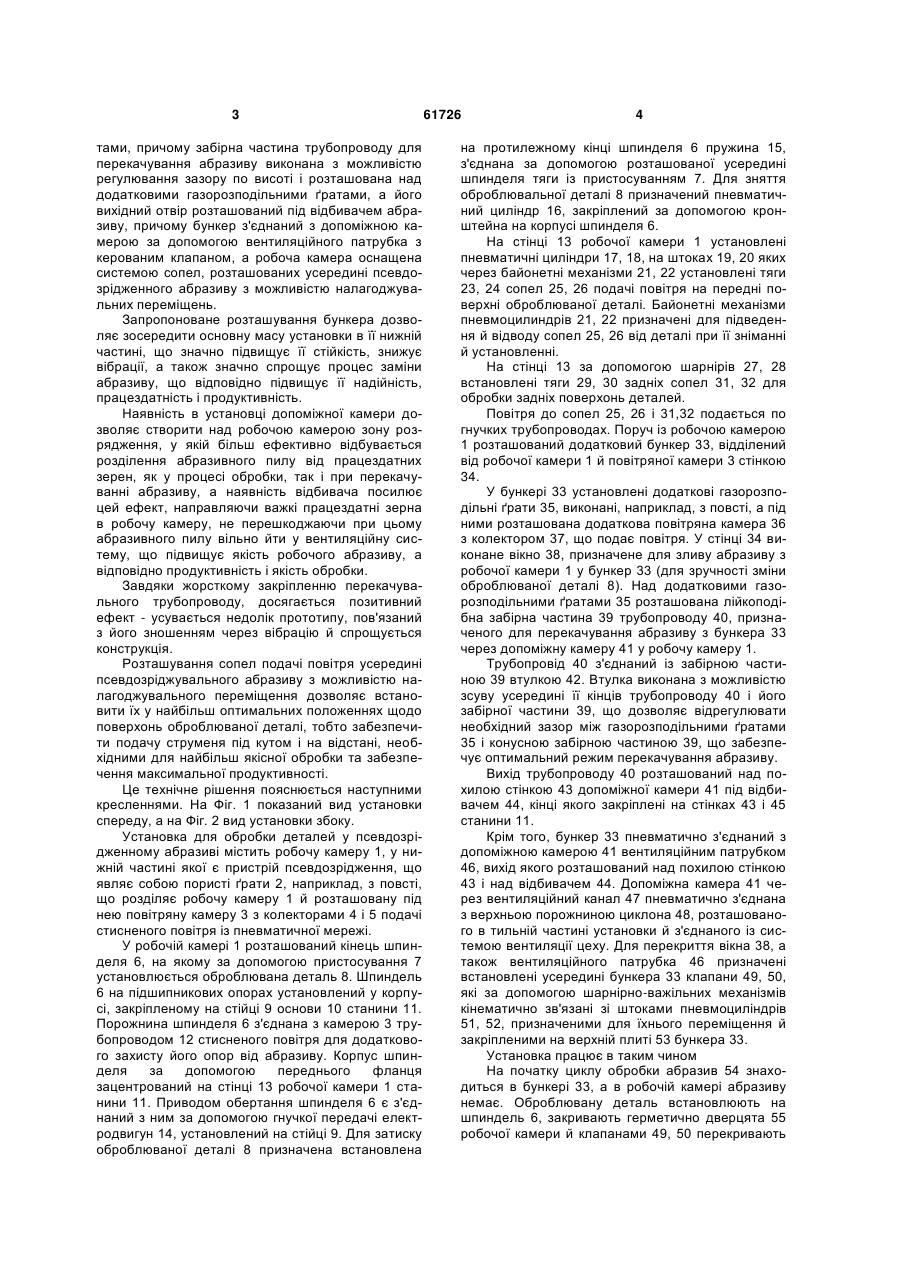
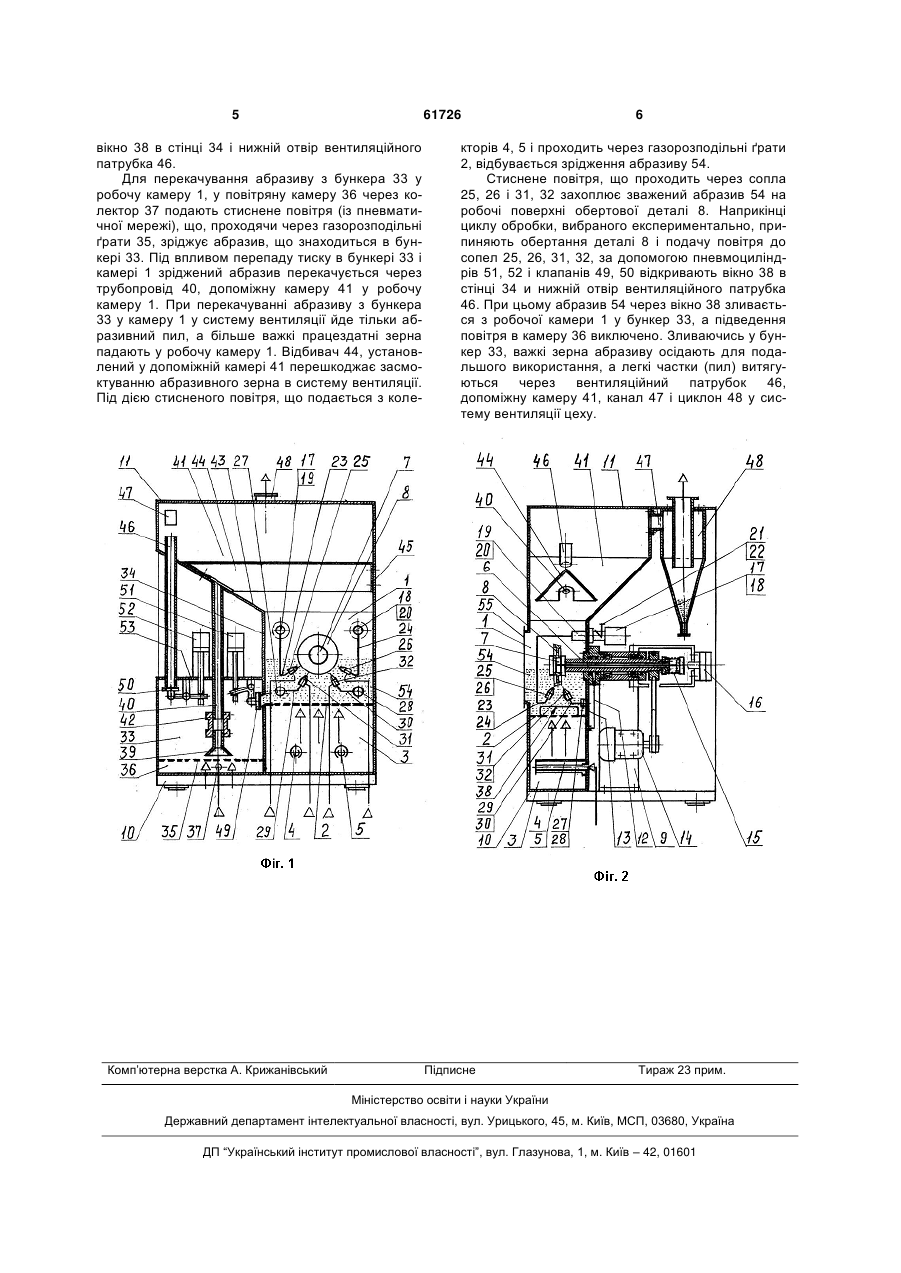
Установка для обробки деталей у псевдозрідженому абразиві, що містить робочу камеру, бункер для зберігання абразиву, трубопровід для перекачування абразиву, вікно для зливу абразиву з керованим клапаном, яка відрізняється тим, що вона додатково містить допоміжну камеру з відбивачем абразиву, причому бункер для зберігання 3 тами, причому забірна частина трубопроводу для перекачування абразиву виконана з можливістю регулювання зазору по висоті і розташована над додатковими газорозподільними ґратами, а його вихідний отвір розташований під відбивачем абразиву, причому бункер з'єднаний з допоміжною камерою за допомогою вентиляційного патрубка з керованим клапаном, а робоча камера оснащена системою сопел, розташованих усередині псевдозрідженного абразиву з можливістю налагоджувальних переміщень. Запропоноване розташування бункера дозволяє зосередити основну масу установки в її нижній частині, що значно підвищує її стійкість, знижує вібрації, а також значно спрощує процес заміни абразиву, що відповідно підвищує її надійність, працездатність і продуктивність. Наявність в установці допоміжної камери дозволяє створити над робочою камерою зону розрядження, у якій більш ефективно відбувається розділення абразивного пилу від працездатних зерен, як у процесі обробки, так і при перекачуванні абразиву, а наявність відбивача посилює цей ефект, направляючи важкі працездатні зерна в робочу камеру, не перешкоджаючи при цьому абразивного пилу вільно йти у вентиляційну систему, що підвищує якість робочого абразиву, а відповідно продуктивність і якість обробки. Завдяки жорсткому закріпленню перекачувального трубопроводу, досягається позитивний ефект - усувається недолік прототипу, пов'язаний з його зношенням через вібрацію й спрощується конструкція. Розташування сопел подачі повітря усередині псевдозріджувального абразиву з можливістю налагоджувального переміщення дозволяє встановити їх у найбільш оптимальних положеннях щодо поверхонь оброблюваної деталі, тобто забезпечити подачу струменя під кутом і на відстані, необхідними для найбільш якісної обробки та забезпечення максимальної продуктивності. Це технічне рішення пояснюється наступними кресленнями. На Фіг. 1 показаний вид установки спереду, а на Фіг. 2 вид установки збоку. Установка для обробки деталей у псевдозрідженному абразиві містить робочу камеру 1, у нижній частині якої є пристрій псевдозрідження, що являє собою пористі ґрати 2, наприклад, з повсті, що розділяє робочу камеру 1 й розташовану під нею повітряну камеру 3 з колекторами 4 і 5 подачі стисненого повітря із пневматичної мережі. У робочій камері 1 розташований кінець шпинделя 6, на якому за допомогою пристосування 7 установлюється оброблювана деталь 8. Шпиндель 6 на підшипникових опорах установлений у корпусі, закріпленому на стійці 9 основи 10 станини 11. Порожнина шпинделя 6 з'єднана з камерою 3 трубопроводом 12 стисненого повітря для додаткового захисту його опор від абразиву. Корпус шпинделя за допомогою переднього фланця зацентрований на стінці 13 робочої камери 1 станини 11. Приводом обертання шпинделя 6 є з'єднаний з ним за допомогою гнучкої передачі електродвигун 14, установлений на стійці 9. Для затиску оброблюваної деталі 8 призначена встановлена 61726 4 на протилежному кінці шпинделя 6 пружина 15, з'єднана за допомогою розташованої усередині шпинделя тяги із пристосуванням 7. Для зняття оброблювальної деталі 8 призначений пневматичний циліндр 16, закріплений за допомогою кронштейна на корпусі шпинделя 6. На стінці 13 робочої камери 1 установлені пневматичні циліндри 17, 18, на штоках 19, 20 яких через байонетні механізми 21, 22 установлені тяги 23, 24 сопел 25, 26 подачі повітря на передні поверхні оброблюваної деталі. Байонетні механізми пневмоцилиндрів 21, 22 призначені для підведення й відводу сопел 25, 26 від деталі при її зніманні й установленні. На стінці 13 за допомогою шарнірів 27, 28 встановлені тяги 29, 30 задніх сопел 31, 32 для обробки задніх поверхонь деталей. Повітря до сопел 25, 26 і 31,32 подається по гнучких трубопроводах. Поруч із робочою камерою 1 розташований додатковий бункер 33, відділений від робочої камери 1 й повітряної камери 3 стінкою 34. У бункері 33 установлені додаткові газорозподільні ґрати 35, виконані, наприклад, з повсті, а під ними розташована додаткова повітряна камера 36 з колектором 37, що подає повітря. У стінці 34 виконане вікно 38, призначене для зливу абразиву з робочої камери 1 у бункер 33 (для зручності зміни оброблюваної деталі 8). Над додатковими газорозподільними ґратами 35 розташована лійкоподібна забірна частина 39 трубопроводу 40, призначеного для перекачування абразиву з бункера 33 через допоміжну камеру 41 у робочу камеру 1. Трубопровід 40 з'єднаний із забірною частиною 39 втулкою 42. Втулка виконана з можливістю зсуву усередині її кінців трубопроводу 40 і його забірної частини 39, що дозволяє відрегулювати необхідний зазор між газорозподільними ґратами 35 і конусною забірною частиною 39, що забезпечує оптимальний режим перекачування абразиву. Вихід трубопроводу 40 розташований над похилою стінкою 43 допоміжної камери 41 під відбивачем 44, кінці якого закріплені на стінках 43 і 45 станини 11. Крім того, бункер 33 пневматично з'єднаний з допоміжною камерою 41 вентиляційним патрубком 46, вихід якого розташований над похилою стінкою 43 і над відбивачем 44. Допоміжна камера 41 через вентиляційний канал 47 пневматично з'єднана з верхньою порожниною циклона 48, розташованого в тильній частині установки й з'єднаного із системою вентиляції цеху. Для перекриття вікна 38, а також вентиляційного патрубка 46 призначені встановлені усередині бункера 33 клапани 49, 50, які за допомогою шарнірно-важільних механізмів кінематично зв'язані зі штоками пневмоциліндрів 51, 52, призначеними для їхнього переміщення й закріпленими на верхній плиті 53 бункера 33. Установка працює в таким чином На початку циклу обробки абразив 54 знаходиться в бункері 33, а в робочій камері абразиву немає. Оброблювану деталь встановлюють на шпиндель 6, закривають герметично дверцята 55 робочої камери й клапанами 49, 50 перекривають 5 61726 вікно 38 в стінці 34 і нижній отвір вентиляційного патрубка 46. Для перекачування абразиву з бункера 33 у робочу камеру 1, у повітряну камеру 36 через колектор 37 подають стиснене повітря (із пневматичної мережі), що, проходячи через газорозподільні ґрати 35, зріджує абразив, що знаходиться в бункері 33. Під впливом перепаду тиску в бункері 33 і камері 1 зріджений абразив перекачується через трубопровід 40, допоміжну камеру 41 у робочу камеру 1. При перекачуванні абразиву з бункера 33 у камеру 1 у систему вентиляції йде тільки абразивний пил, а більше важкі працездатні зерна падають у робочу камеру 1. Відбивач 44, установлений у допоміжній камері 41 перешкоджає засмоктуванню абразивного зерна в систему вентиляції. Під дією стисненого повітря, що подається з коле Комп’ютерна верстка А. Крижанівський 6 кторів 4, 5 і проходить через газорозподільні ґрати 2, відбувається зрідження абразиву 54. Стиснене повітря, що проходить через сопла 25, 26 і 31, 32 захоплює зважений абразив 54 на робочі поверхні обертової деталі 8. Наприкінці циклу обробки, вибраного експериментально, припиняють обертання деталі 8 і подачу повітря до сопел 25, 26, 31, 32, за допомогою пневмоциліндрів 51, 52 і клапанів 49, 50 відкривають вікно 38 в стінці 34 и нижній отвір вентиляційного патрубка 46. При цьому абразив 54 через вікно 38 зливається з робочої камери 1 у бункер 33, а підведення повітря в камеру 36 виключено. Зливаючись у бункер 33, важкі зерна абразиву осідають для подальшого використання, а легкі частки (пил) витягуються через вентиляційний патрубок 46, допоміжну камеру 41, канал 47 і циклон 48 у систему вентиляції цеху. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit for machining parts in fluidized abrasive
Автори англійськоюKachan Oleksii Yakovych, Mihunov Vitalii Mykhailovych, Kukoviakin Mykhailo Mykhailovych
Назва патенту російськоюУстановка для обработки деталей в псевдоожиженном абразиве
Автори російськоюКачан Алексей Яковлевич, Мигунов Виталий Михайлович, Куковякин Михаил Михайлович
МПК / Мітки
МПК: B24B 31/00
Мітки: обробки, абразиві, деталей, псевдозрідженому, установка
Код посилання
<a href="https://ua.patents.su/3-61726-ustanovka-dlya-obrobki-detalejj-u-psevdozridzhenomu-abrazivi.html" target="_blank" rel="follow" title="База патентів України">Установка для обробки деталей у псевдозрідженому абразиві</a>
Вібраційна установка для об’ємної обробки деталей
Номер патенту: 50216
Опубліковано: 15.10.2002
Автори: Фасатуров Станіслав Степанович, Буря Олександр Іванович, Рула Ірина Василівна, Кобець Анатолій Степанович
МПК: B24B 31/06
Мітки: деталей, обробки, об'ємної, вібраційна, установка
Формула / Реферат:
Вібраційна установка для об’ємної обробки деталей, що містить пружно встановлену робочу камеру, яка отримує коливання від прикріпленого до неї інерційного вібратора, яка відрізняється тим, що на внутрішній частині кришки робочої камери є еластична пневмо- або гідрокамера змінного об’єму, порожнина якої з’єднана гнучким шлангом з пристроєм, що регулює постачання чи відбирання з неї повітря або рідини змінюючи її об’єм, таким чином забезпечуючи...
Спосіб та установка для термічної обробки в псевдозрідженому шарі
Номер патенту: 81284
Опубліковано: 25.12.2007
Автори: Стокхаузен Вернер, Нюбер Дірк, Штрьодер Міхаель
МПК: C04B 11/028, B01J 8/18, B01J 8/00
Мітки: шарі, спосіб, обробки, установка, псевдозрідженому, термічної
Формула / Реферат:
1. Спосіб термічної обробки дрібнозернистих твердих матеріалів, у якому дрібнозернисті тверді матеріали нагрівають до температури від 50 до 1000 °С в реакторі із псевдозрідженим шаром (1) за допомогою двох потоків газів, який відрізняється тим, що перший газ або газову суміш вводять знизу через розташовану, краще, по центру газопідвідну трубу (3) у змішувальний простір (21) реактора (1), причому газопідвідна труба (3) принаймні частково...
Установка для електролітно-плазмової обробки пустотілих деталей
Номер патенту: 57030
Опубліковано: 10.02.2011
Автори: Пшеничний Вадим Миколайович, Левандовський Олег Павлович, Демчук Олександр Миколайович, Коцюба Віктор Юрійович, Псьол Володимир Анатолійович
МПК: C23F 3/00
Мітки: установка, електролітно-плазмової, пустотілих, деталей, обробки
Формула / Реферат:
1. Установка для електролітно-плазмової обробки, що містить ванну з електролітом, станину, по якій переміщається каретка з тримачем деталі, і джерело живлення, яка відрізняється тим, що вона додатково містить центральний електрод, який встановлений у ванні співвісно з оброблюваною деталлю і знаходиться з ванною під одним знаком потенціалу електричного поля, а по периметру зовнішньої поверхні ванни, у верхній її частині, встановлений радіатор...
Вібраційна установка для обробки деталей
Номер патенту: 40983
Опубліковано: 27.04.2009
Автори: Веселовська Наталія Ростиславівна, Добранюк Юрій Володимирович, Іскович-Лотоцький Ростислав Дмитрович
МПК: B24B 31/00
Мітки: обробки, вібраційна, установка, деталей
Формула / Реферат:
Вібраційна установка для обробки деталей, яка складається із каркаса, встановленого на амортизаторах, що мають нелінійну характеристику жорсткості, електромеханічного приводу, розташованого на каркасі, гнучкої муфти, стаціонарно незбалансованого вала інерційного вібратора, представленого двома однаковими за конструкцією модулями, вали яких з'єднані між собою пальчиковою муфтою, дебалансних вантажів, попарно розташованих на кінцях валів та...
Вібраційна установка для обробки деталей
Номер патенту: 52897
Опубліковано: 15.01.2003
Автори: Міцик Андрій Володимирович, Міцик Володимир Якович, Івін Микола Валентинович, Савін Владислав Валерійович
МПК: B24B 31/00
Мітки: установка, вібраційна, обробки, деталей
Формула / Реферат:
1. Вібраційна установка для обробки деталей у резервуарі з коливними по одному закону охоплюючою та охоплюваною робочими поверхнями, яка відрізняється тим, що охоплююча поверхня резервуара виконана у вигляді двох циліндрів, розрізаних по утворюючим і зістикованих у його нижній горизонтальній площині по лінії розрізу, а у верхній горизонтальній площині резервуара розміщений завантажувальний люк, який має прямокутну форму.2. Вібраційна...
Попередній патент: Спосіб виробництва зефіру “насолода”
Наступний патент: Спосіб ремонту футерівки конвертера
Випадковий патент: Устаткування для сушіння і просочування рулонного матеріалу