Установка для електролітно-плазмової обробки пустотілих деталей
Номер патенту: 57030
Опубліковано: 10.02.2011
Автори: Псьол Володимир Анатолійович, Левандовський Олег Павлович, Демчук Олександр Миколайович, Коцюба Віктор Юрійович, Пшеничний Вадим Миколайович

Формула / Реферат
1. Установка для електролітно-плазмової обробки, що містить ванну з електролітом, станину, по якій переміщається каретка з тримачем деталі, і джерело живлення, яка відрізняється тим, що вона додатково містить центральний електрод, який встановлений у ванні співвісно з оброблюваною деталлю і знаходиться з ванною під одним знаком потенціалу електричного поля, а по периметру зовнішньої поверхні ванни, у верхній її частині, встановлений радіатор охолоджування, при цьому на дні ванни, посередині, встановлений нагрівальний елемент, навколо якого по периметру ванни встановлений пристрій для барботування електроліту.
2. Установка за п. 1, яка відрізняється тим, що зовнішня поверхня центрального електрода виконана еквідистантно внутрішній поверхні деталі із зазором не менше 10 мм, а по висоті центральний електрод виконаний таким, що виступає над дзеркалом електроліту не менше 10-15 мм.
3. Установка за п. 1, яка відрізняється тим, що центральний електрод оснащений механізмом налаштування вертикального положення.
Текст
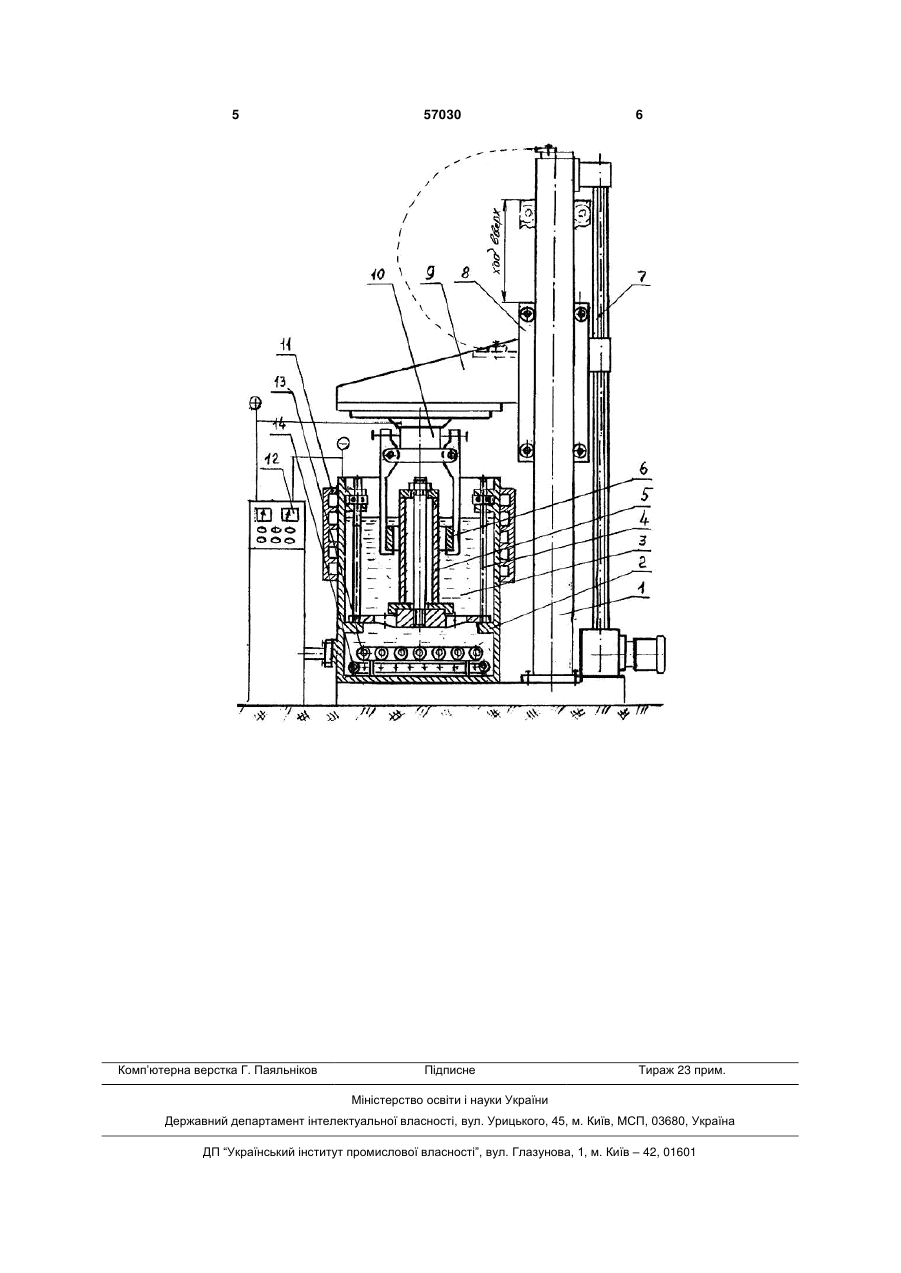
1. Установка для електролітно-плазмової обробки, що містить ванну з електролітом, станину, по якій переміщається каретка з тримачем деталі, і джерело живлення, яка відрізняється тим, що вона додатково містить центральний електрод, який встановлений у ванні співвісно з оброблюва 3 навколо якого по периметру ванни встановлена трубчаста рамка з отворами, через які подають повітря для барботування електроліту. При цьому зовнішня поверхня центрального електрода виконана еквідистантно внутрішній поверхні деталі. Зазор між електродом та внутрішньою поверхнею деталі не менш 10мм. По висоті електрод виконаний таким, що виступає над дзеркалом електроліту не менш 10-15мм. Центральний електрод оснащений механізмом настроювання вертикального положення. На кресленні показаний загальний вид установки за допомогою якої здійснюється електролітноплазмова обробка внутрішніх поверхонь пустотілих деталей. Установка складається зі станини 1, на якій установлена ванна 2 з електролітом 3. З ванною 2 жорстко з'єднаний механізм 4 настроювання вертикального положення додаткового центрального електрода 5. Електрод 5 по висоті виступає над дзеркалом електроліту 3 не менш чим на 10 - 15 мм, що полегшує настроювання обробки деталі 6. За допомогою привода 7 по вертикальній колоні станини 1 переміщається каретка 8 із тримачем 9, на якому розташоване пристосування 10 для кріплення деталі 6. У верхній частині ванни 2, по її зовнішньому периметру встановлений радіатор охолодження 11, який включають при підвищенні температури електроліту понад 90°С. Подача технологічного струму здійснюється від випрямляча 12. На дні ванни 2 установлений нагрівальний елемент 13, що сприяє швидкому нагріванню електроліту 3 до робочої температури. По внутрішньому периметру ванни 2, на дні, установлений пристрій для барботування, що сприяє інтенсивному розчиненню солі в електроліті 3, як при його готуванні, так і для вирівнювання температури в ванні при нагріванні або охолодженні електроліту. 57030 4 Установка для електролітно-плазмової обробки працює таким чином. Після досягнення робочої температури (60-90°С) електроліту 3 від нагрівального елемента 13 включають напругу технологічного струму на випрямлячі 12. На деталь 6 подають позитивний потенціал, а на ванну 2, електроліт 3 і центральний електрод 5 - негативний. Потім включають привод 7 для переміщення каретки 8 із тримачем 9, пристосування 10 для кріплення деталі 6. Деталь 6 занурюють співвісно центральному електроду 5. При цьому виникає електричне поле між внутрішньою поверхнею деталі 6 і зовнішньою поверхнею центрального електрода 5. Між зовнішньою поверхнею деталі 6 і стінками ванни 2 утворюється електричне поле. Таким чином утворюється парогазовий шар зовні й зсередини деталі 6, що приводить до вирівнювання градієнта температури й тиску по всій поверхні деталі 6 і, отже, до стійкого процесу електролітноплазмової обробки. Поверхня центрального електрода 5 виконана еквідистантно внутрішньої поверхні деталі 6, що сприяє створенню однакової напруженості у всіх точках електричного поля, а отже, і рівномірній обробці по всій внутрішній поверхні деталі 6. Зазор між центральним електродом 5 і внутрішньою поверхнею деталі 6 повинен бути не менш ніж 10мм, тому що при зменшенні його, при зриві процесу, відбувається руйнування парагазової оболонки й виникає коротке замикання з руйнуванням поверхні деталі 6. Установку ефективно використовують, наприклад, при знятті ґрата після виконання просічок під лопатки на напрямних апаратах ГТД, обоймах або після лазерного прошивання сітчастих фільтрів і т.п. В якості електроліту використовують слабкі розчини нейтральних солей. Оптимальна температура електроліту - 80-90°С. 5 Комп’ютерна верстка Г. Паяльніков 57030 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for electrolyte-plasma processing of hollow articles
Автори англійськоюKotsiuba Viktor Yuriiovych, Demchuk Oleksandr Mykolaiovych, Levandovskyi Oleh Pavlovych, Pshenychnyi Vadym Mykolaiovych, Psiol Volodymyr Anatoliiovych
Назва патенту російськоюУстановка для электролитно-плазменной обработки полых деталей
Автори російськоюКоцюба Виктор Юрьевич, Демчук Александр Николаевич, Левандовский Олег Павлович, Пшеничный Вадим Николаевич, Псел Владимир Анатольевич
МПК / Мітки
МПК: C23F 3/00
Мітки: пустотілих, електролітно-плазмової, установка, деталей, обробки
Код посилання
<a href="https://ua.patents.su/3-57030-ustanovka-dlya-elektrolitno-plazmovo-obrobki-pustotilikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Установка для електролітно-плазмової обробки пустотілих деталей</a>
Спосіб електролітно-плазмової розмірної обробки пустотілих деталей
Номер патенту: 46969
Опубліковано: 11.01.2010
Автори: Сорокін Микола Вікторович, Коцюба Віктор Юрійович, Пшеничний Вадим Миколайович, Сеник Микола Михайлович
МПК: C25F 3/00
Мітки: розмірної, обробки, електролітно-плазмової, пустотілих, деталей, спосіб
Формула / Реферат:
1. Спосіб електролітно-плазмової розмірної обробки пустотілих деталей, який полягає в тому, що до оброблюваної деталі перед зануренням в електроліт прикладають напругу і здійснюють повільне її занурення зі швидкістю, що забезпечує поступове безперервне утворення парогазової оболонки, який відрізняється тим, що усередині пустотілої деталі за допомогою електрода створюють додаткове електричне поле, яке має протилежний знак стосовно...
Установка для електролітно-плазмової обробки
Номер патенту: 48203
Опубліковано: 10.03.2010
Автори: Сергієнко Віктор Миколайович, Пшеничний Вадим Миколайович, Коцюба Віктор Юрійович, Докутович Анатолій Миколайович
МПК: C25F 3/00
Мітки: установка, електролітно-плазмової, обробки
Формула / Реферат:
1. Установка для електролітно-плазмової обробки, що містить станину, механізм переміщення виробу, ванну з електролітом, джерело живлення, яка відрізняється тим, що установка забезпечена екрануючою рамкою, яка встановлена еквідистантно кромці оброблюваного виробу.2. Установка по п. 1, яка відрізняється тим, що зазор між виробом і рамкою встановлюють в межах 2-5 мм.
Спосіб електролітно-плазмової розмірної обробки

Номер патенту: 66029
Опубліковано: 15.04.2004
Автори: Пшеничний Вадим Миколайович, Єрофєєв Юрій Михайлович, Великий Віктор Іванович, Пирогов Леонід Олексійович, Перелигін Ігор Миколайович
МПК: C25F 3/00
Мітки: спосіб, електролітно-плазмової, розмірної, обробки
Формула / Реферат:
1. Спосіб електролітно-плазмової розмірної обробки металевих виробів, який полягає в тому, що оброблюваний виріб занурюють в електроліт, прикладають до нього напругу і проводять обробку, який відрізняється тим, що напругу прикладають перед зануренням виробу в електроліт, при цьому занурення виробу ведуть повільно зі швидкістю, яка забезпечує поступове безперервне утворення парогазової оболонки.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб електролітно-плазмової розмірної обробки
Номер патенту: 38495
Опубліковано: 12.01.2009
Автори: Погуца Віктор Денисович, Куковякин Михайло Михайлович, Пшеничний Вадим Миколайович, Левандовський Олег Петрович, Попович Ніна Григоровна, Сергієнко Віктор Миколайович
МПК: C25F 3/00
Мітки: розмірної, обробки, електролітно-плазмової, спосіб
Формула / Реферат:
1. Спосіб електролітно-плазмової розмірної обробки, який полягає в тому, що до оброблюваної деталі перед зануренням в електроліт прикладають напруження і здійснюють повільне її занурення зі швидкістю, що забезпечує поступове безперервне утворення парогазової оболонки, який відрізняється тим, що деталь занурюють в електроліт частково і передають їй обертальний рух.2. Спосіб за п. 1, який відрізняється тим, що при обробці складнофасонних...
Установка для обробки деталей в u-подібному вібруючому контейнері
Номер патенту: 59626
Опубліковано: 15.09.2003
Автори: Яковенко Валерій Володимирович, Калмиков Михайло Олександрович, Лубенська Людмила Михайлівна, Перов Дмитро Леонідович, Ясуник Світлана Миколаївна
МПК: B24B 31/06
Мітки: контейнері, обробки, установка, вібруючому, u-подібному, деталей
Формула / Реферат:
Установка для обробки деталей в U-подібному вібруючому контейнері, в облицюванні якого та в облицюванні центрального стержня розташовані індуктори і на внутрішній твірній поверхні контейнера жорстко встановлені електропровідні стержні, яка відрізняється тим, що установку обладнано рамковими індукторами, два з яких розташовані в облицюванні по двох протилежних сторонах внутрішньої твірної поверхні контейнера, а інші рівновіддалені один від...
Попередній патент: Спліт-кондиціонер
Наступний патент: Спосіб наплавлення тіл обертання
Випадковий патент: Спосіб контролю аварійного режиму роботи фільтра-1 і пристрій для його реалізації "ківш"