Спосіб виготовлення гофрованих профілів
Формула / Реферат
1. Спосіб виготовлення гофрованих профілів, що включає послідовне підгинання поздовжнім прокачуванням елементів профілю вихідної заготівки по переходам калібрами верхніх і нижчих валків профілезгинальної машини, що формують, при якому спочатку формують проміжний профіль, який потім доводять до заданої форми і розмірів, який відрізняється тим, що на початку кожного переходу на вихідну заготівку впливають у вертикальному направленні калібрами одного з валків, що формують, за допомогою гідроприводу.
2. Спосіб виготовлення гофрованих профілів за пунктом 1, який відрізняється тим, що підгинання елементів профілю вихідної заготівки по переходах до заданої форми і розмірів виконують калібрами двох валків профілезгинальної машини однієї робочої кліті, що формують.
3. Спосіб виготовлення гофрованих профілів за пунктами 1 і 2, який відрізняється тим, що на початку кожного переходу на вихідну заготівку впливають у вертикальному направленні калібрами одного з валкі з, що формують, за допомогою гідроприводу як в прямому, так і у зворотному направленні руху вихідної заготівки.
4. Спосіб виготовлення гофрованих профілів за пунктами 1, 2 або 3, який відрізняється тим, що поздовжнім прокачуванням елементів профілю вихідної заготівки по переходам виконують одночасно приводами верхніх і нижчих валків, що формують.
Текст
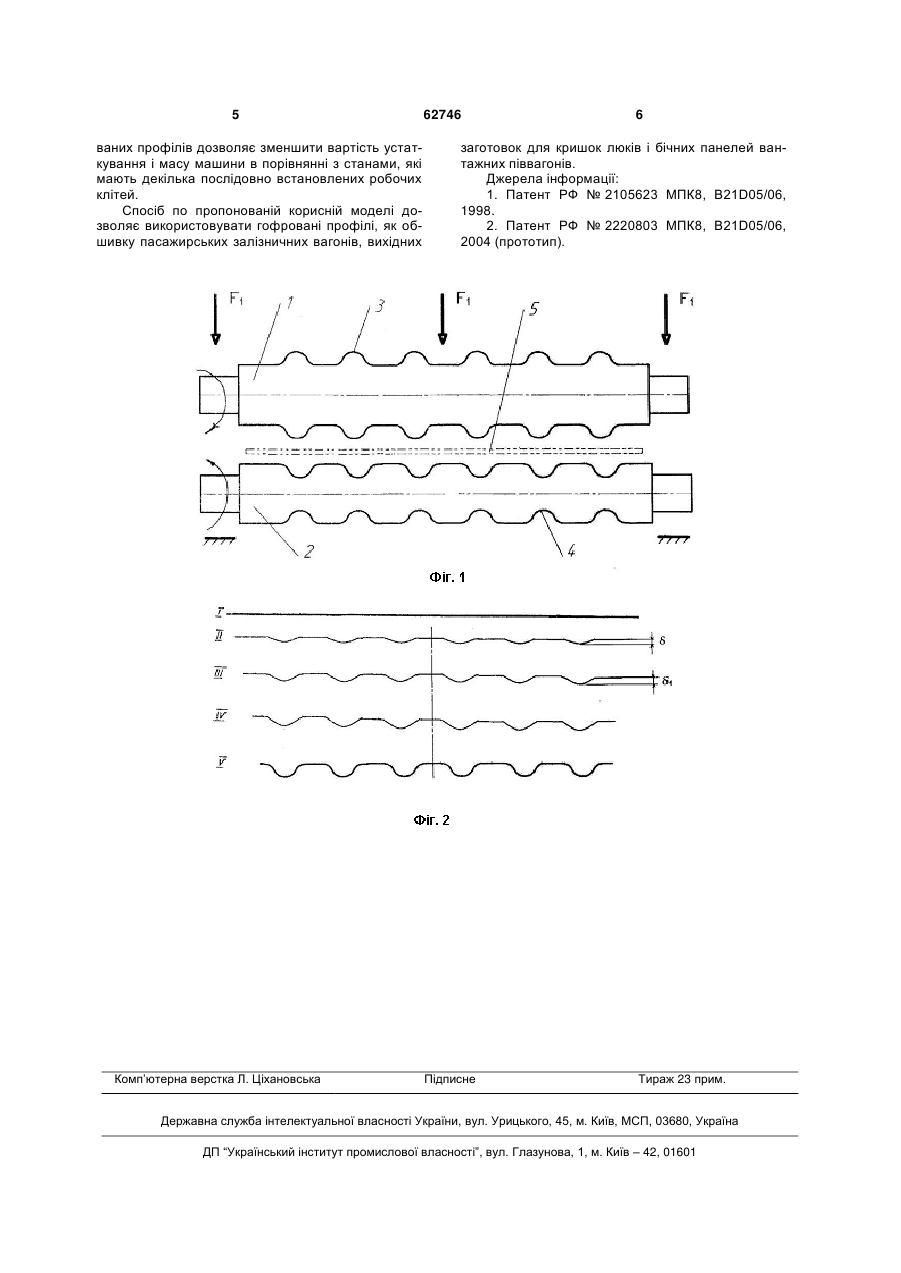
1. Спосіб виготовлення гофрованих профілів, що включає послідовне підгинання поздовжнім прокачуванням елементів профілю вихідної заготівки по переходам калібрами верхніх і нижчих валків профілезгинальної машини, що формують, при якому спочатку формують проміжний профіль, який потім доводять до заданої форми і розмірів, який відрізняється тим, що на початку кожного переходу на вихідну заготівку впливають у вертикальному направленні калібрами одного з валків, що формують, за допомогою гідроприводу. 3 трудовитрат, металоємності профілезгинального стану і настановної потужності приводу останнього. Технічною задачею пропонованої корисної моделі є створення способу виготовлення гофрованих профілів, що дозволяє спрощувати конструкції профілезгинальної машини і її енергоємність. Технічний результат, який може бути досягнутий від використання корисної моделі, полягає: - у зниженні трудовитрат; - спрощенні конструкції; - зменшенні габаритів і металоємності профілезгинальної машини; - зниженні настановної потужності. Поставлена технічна задача вирішується таким чином. Аналогічно відомому, спосіб виготовлення гофрованих профілів, що заявляється, включає послідовне підгинання поздовжнім прокачуванням елементів профілю вихідної заготівки. Підгинання профілю виконується по переходах калібрами верхніх і нижчих валків профілезгинальної машини, що формують. При цьому спочатку формується проміжний профіль, який потім доводять до заданої форми і розмірів. Але на відміну від прототипу, в способі виготовлення гофрованих профілів, що заявляється, на початку кожного переходу на вихідну заготівку впливають у вертикальному направленні калібрами одного з валків, що формують, за допомогою гідроприводу. Перераховані вище істотні ознаки корисної моделі, відмінні від прототипу, необхідні і достатні у всіх випадках, на які поширюється правова охорона корисної моделі. Використання у відомому способі виготовлення гофрованих профілів пропонованих істотних ознак корисної моделі дозволяє понизити настановну потужність профілезгинальної машини. Пропонується підгинання елементів профілю вихідної заготівки по переходам до заданої форми виконувати калібрами двох валків профілезгинальної машини однієї робочої кліті, що формують. Це дозволяє зменшити габарити і металоємність профілезгинальної машини. Пропонується також поздовжнім прокачуванням елементів профілю вихідної заготівки по переходам виконувати одночасно приводами верхніх і нижчих валків, що формують. На початку кожного переходу на вихідну заготівку пропонується впливати у вертикальному направленні калібрами одного з валків, що формують, як в прямому так і у зворотному направленні руху вихідної заготівки, що дозволяє значно спростити конструкцію і понизити трудовитрати. Корисна модель пояснюється кресленнями, де: - на фіг.1 схематично показані основні елементи профілезгинальної машини для формоутворення гофрованого профілю за способом, що заявляється; - на фіг.2 - схема формоутворення гофрованого профілю за способом, що заявляється. За способом, що заявляється, профілезгинальна машина для виробництва гофрованих профі 62746 4 лів містить верхній 1 і нижчий 2 приводні валки з калібрами 3 і 4, відповідно, між якими встановлюється вихідна заготівка 5. Спосіб здійснюється таким чином. Після закінчення налаштування профілезгинальної машини укладається призначена для деформації вихідна заготівка 5, причому передній край листа заготівки поєднується з площиною осей верхнього 1 і нижчого 2 приводних валків з калібрами 3 і 4. На першому переході включається гідропривід і верхній приводний валок 1 з калібрами 3 переміщається у вертикальному напрямі на розрахункову відстань . В результаті цього калібрами 3 і 4 із зусиллям F1 здійснюється попереднє формування гофрів на крайній ділянці листа вихідної заготівки 5. Після формування крайньої ділянки включається привід і по всій ширині поздовжнім прокачуванням виробляється послідовне підгинання елементів профілю вихідної заготівки 5. Як варіант, підгинання елементів профілю може бути виконано одночасно приводами верхнього 1 і нижчого 2 валків, що формують. Зупинка виробляється у момент поєднання заднього кінця вихідної заготівки 5 з площиною осей верхнього 1 і нижчого 2 приводних валків. Далі включаються гідропривід і після закінчення формування кінцевих ділянок гофрів на розрахункову відстань 1 на другому переході виробляється поздовжнім прокачуванням, аналогічно описаному вище формування гофрів по всій довжині у зворотному направленні. Формування гофрів вихідної заготівки 5 по переходах здійснюється до моменту досягнення необхідної форми і глибини гофрів. Безперечно, в частині мінімізації числа переходів, є механічні властивості і товщина вихідної заготівки 5, а також величина стоншування елементів профілю, що допускається, в процесі формування. Пропонований спосіб виготовлення гофрованих профілів дозволяє формування листів вихідної заготівки 5 в технологічних переходах пропускати через одну пару спільно працюючих валків 1 і 2. Позитивний ефект, що досягається пропонованою корисною моделлю, в порівнянні з відомим технічним рішенням полягає в підвищенні продуктивності і спрощенні конструкції. Підвищення продуктивності досягається шляхом зниження трудовитрат на виробництво готової продукції за рахунок скорочення числа переходів і виключення операцій перевалок приводних валків між переходами. Крім того, можливість виконання операції формування початку гофрів при нерухомої вихідної заготівки 5 також дозволяє інтенсифікувати процес за рахунок збільшення разових деформацій гофрів (поліпшення умов захвату в початковій стадії переміщення вихідної заготівки 5). Зниження металоємності рухливих елементів профілезгинальної машини забезпечує зменшення динамічних навантажень в приводі і зрештою дозволяє понизити настановну потужність останньою. Використання тільки однієї робочої кліті профілезгинальної машини для виробництва гофро 5 ваних профілів дозволяє зменшити вартість устаткування і масу машини в порівнянні з станами, які мають декілька послідовно встановлених робочих клітей. Спосіб по пропонованій корисній моделі дозволяє використовувати гофровані профілі, як обшивку пасажирських залізничних вагонів, вихідних Комп’ютерна верстка Л. Ціхановська 62746 6 заготовок для кришок люків і бічних панелей вантажних піввагонів. Джерела інформації: 1. Патент РФ № 2105623 МПК8, В21D05/06, 1998. 2. Патент РФ № 2220803 МПК8, В21D05/06, 2004 (прототип). Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing corrugated profiles
Автори англійськоюKovalevskyi Valerii Albertovych
Назва патенту російськоюСпособ изготовления гофрированных профилей
Автори російськоюКовалевский Валерий Альбертович
МПК / Мітки
МПК: B21D 5/06
Мітки: профілів, спосіб, виготовлення, гофрованих
Код посилання
<a href="https://ua.patents.su/3-62746-sposib-vigotovlennya-gofrovanikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гофрованих профілів</a>
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 28466
Опубліковано: 10.12.2007
Автор: Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: спосіб, заготовок, гофрованих, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного поперечного перерізу кінематично зв’язаними валками із рівномірно виконаними по колу формувальними зубами, який відрізняється тим, що формування здійснюють двома циліндричними валками, причому на одному із них у процесі роботи змінюють кут нахилу формувальних зубів відносно його осі обертання за допомогою механізму регулювання.
Спосіб виготовлення гнутих гофрованих профілів
Номер патенту: 5364
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: виготовлення, профілів, спосіб, гофрованих, гнутих
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, преимущественно листовых с гофрами трапециевидной формы, включающий формообразование профиля в валках клетей стана по технологическим переходам, по которому заготовке подгибкой ее участков придают форму промежуточного профиля с трапециевидными гофрами и горизонтальными межгофровыми участками, а места контакта валков с внутренней зоной мест изгиба гофров профиля размещают от оси вращения...
Спосіб виготовлення гнутих гофрованих профілів

Номер патенту: 22995
Опубліковано: 05.05.1998
Автори: Докторов Марк Юхимович, Бриков Костянтин Семенович
МПК: B21D 5/08
Мітки: виготовлення, профілів, гнутих, гофрованих, спосіб
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, включающий последовательную подгибку в валках элементов гофров по переходам, отличающийся тем, что подгибку элементов гофров осуществляют при соблюдении следующего условиягде L - межклетьевое расстояние между рабочими клетями, в которых усилия формовки прикладываются через валки в n-ом и n+1-ом переходах; - длина очага деформации за валками после приложения усилия в n-ом...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 56734
Опубліковано: 25.01.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, гофрованих, заготовок, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, при якому спочатку на стрічці наносять U-подібні вм'ятини під кутом до поздовжньої осі стрічки з утворенням гофрованої стрічки, а потім здійснюють формування гвинтової спіралі з наступним розтягуванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування гофрованої стрічки по її ширині за допомогою валків, які утворюють між собою...
Спосіб виготовлення гнутих гофрованих профілів з додатковими гофрами на горизонтальних стінках основних гофрів
Номер патенту: 18542
Опубліковано: 25.12.1997
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: виготовлення, гофрованих, спосіб, гнутих, стінках, гофрами, основних, додатковими, гофрів, профілів, горизонтальних
Формула / Реферат:
1. Способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофров, включающий формообразование путем подгибки их боковых стенок промежуточного профиля с завышенными по ширине горизонтальными стенками основных гофров, уменьшение их ширины за счет временного искривления и последующее выпрямление упомянутых горизонтальных стенок с формообразованием на них дополнительных гофров, отличающийся...
Попередній патент: Спосіб вирощування цукрових буряків
Наступний патент: Спосіб керування технологічним процесом
Випадковий патент: Лакофарбова композиція