Роликова муфта
Номер патенту: 63729
Опубліковано: 15.01.2004
Автори: Карташов Анатолій Андрійович, Бобух Всеволод Іванович, Клєвцов Олег Михайлович, Бобух Іван Олексійович, Шелудченко Олександр Степанович, Гончаренко Анжела Федорівна

Формула / Реферат
Роликова муфта, що включає головку й обойму з півциліндричними пазами, в яких установлені бочкоподібні ролики, контактні сферичні кільця, за допомогою яких сполучені між собою головка й обойма, а також кришку, яка відрізняється тим, що обойма виконана складеною, містить роликовий корпус і центруючу втулку, які зв'язані між собою шліцьовим і фланцевим болтовими з'єднаннями, принаймні одне з контактних сферичних кілець встановлене у центруючій втулці.
Текст
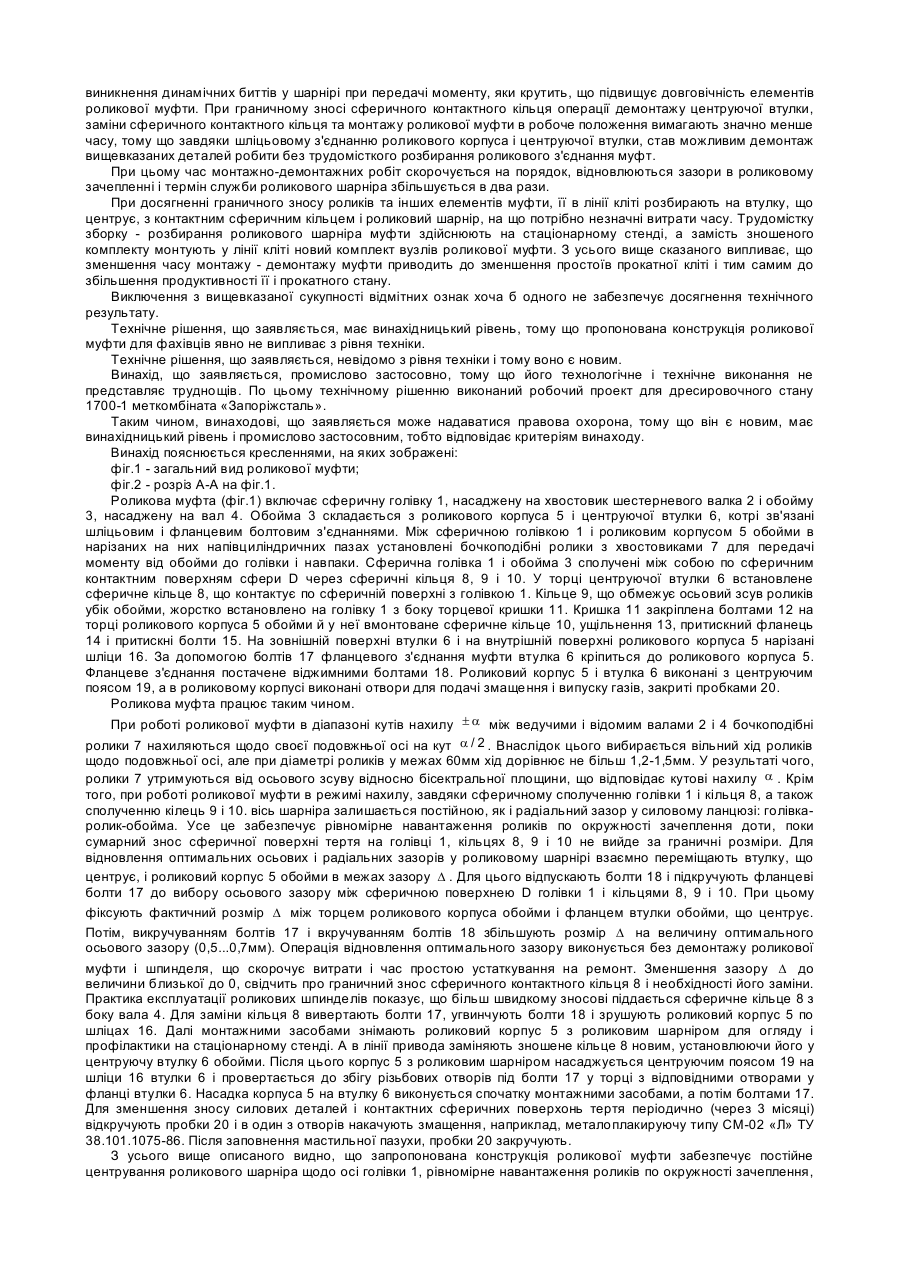
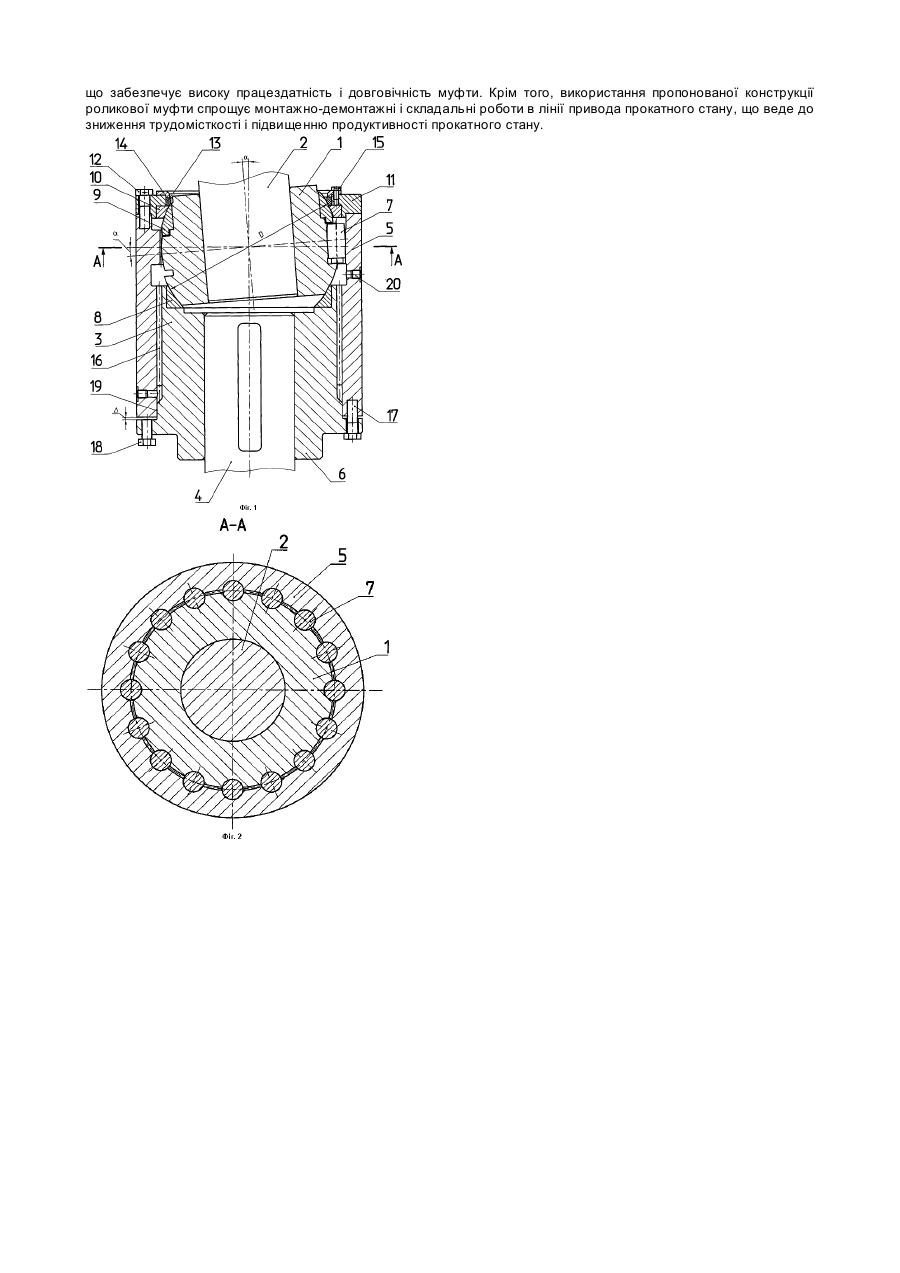
Винахід відноситься до приводів прокатних станів, а саме до універсальних шпинделів, які служать для передачі моментів, що крутять, і може бути використаний як шарніри шпинделів у лініях прокатних клітей. Відомо технічне рішення (SU СРСР №1605364, В21В35/14), відповідно якого роликова муфта, використана, як шарнір шпинделя прокатного стану, складається з головки та обойми, між якими в напівциліндричних пазах встановлені бочкоподібні ролики, які служать для передачі моменту, що крутить. Для отримання вдовж осі роликів у напівциліндричних пазах на торці голівки з боку обойми закріплена обмежувальна пластина, що утворює кільцевий бурт, який за допомогою точкового осьового упора контактує з розділовою перегородкою обойми. З протилежної сторони голівки розташована кільцева проточка, на величину якої може переміщатися ролик в осьовому напрямку. Недоліки відомої роликової муфти: - наявність крапкового осьового упора, який піддається інтенсивному зносу при роботі муфти, що приводить до осьового взаємного переміщення роликової голівки щодо напівциліндричних пазів обойми. Цей недолік приводить, у свою чергу, до більш швидкого зносу передавальних елементів; - наявність кільцевої проточки приводить до можливості осьового переміщення бочкообразних роликів, що обумовлює нерівномірність їх навантаження та інтенсивний знос напівциліндричних пазів, а також самих роликів; - необхідність проводити складально-розбірні операції в лінії привода прокатного стану, що в свою чергу, знижує якість проведених робіт і збільшує час простою кліти при монтажі - демонтажі муфти, що приводить до зниження продуктивності стану; - складність монтажно-демонтажних робіт у лінії привода прокатного стану. За прототип обрана роликова муфта (патент України №21908, В21В35/14), що використовується, як шарнір прокатного стану. Муфта складається зі сферичної головки з напівциліндричними пазами і кільцевою проточкою для виходу інструмента, а також обойми з напівциліндричними пазами. У напівциліндричних пазах розташовуються бочкоподібні ролики з хвостовиками, довжина яких дорівнює ширині кільцевої проточки. Голівка й обойма сполучаються між собою по сферичним контактним поверхням, за допомогою сферичних контактних кілець, одне з яких встановлене в кришці, та утворює одночасно мастильну пазуху роликової муфти, а друге розміщено в обоймі. У прототипі усунуті деякі недоліки, властиві попередній конструкції роликового шарніра: - завдяки тому, що ролики зроблені із хвостовиками та розміщені в кільцевій проточці голівки, а довжина хвостовиків дорівнює ширині проточки, виключається осьове переміщення роликів у напівпазах голівки, що приводить до рівномірного зносу пазів голівки і роликів при роботі муфти у важких режимах, і відповідно, підвищенню періоду її служби; - завдяки тому, що обойма і головка сполучені між собою по сферичним контактним поверхням, забезпечується їхнє взаємне центрування, що також зменшує знос роликів, завдяки зменшення радіальних зазорів, тому що положення осі шарніра залишається постійним. Така конструкція роликової муфти підвищує її працездатність і довговічність. Однак у такій конструкції роликової муфти відсутні засоби для підведення змащення в роликові пазухи. Це провокує істотний недолік - контактні поверхні сферичних кілець, як поверхні тертя, швидко зношуються. А така конструкція не має можливість швидкої заміни сферичних контактних кілець в обоймі, а також відновлення оптимальних зазорів на поверхні тертя в лінії привода прокатного стану. Демонтажні і складальні роботи мають велику трудомісткість і велику тривалість операцій по розбиранню роликової муфти. Тому що, спочатку необхідно зняти кришку, перемістити обойму щодо голівки так, щоб торець обойми сумістився с площиною осі. Потім накладають на ролики утримуючий допоміжний пояс і переміщують обойму за межі голівки. Після цього замінюють сферичні контактні кільця, а на голівці виконують трудомістку і тривалу в часі операцію заміни роликів поштучно в лінії привода прокатного стану. Це веде до збільшення тривалості ремонту роликової муфти і простою лінії привода і всього прокатного стану в цілому, що знижує його продуктивність. В основу винаходу поставлена задача збільшення продуктивності клітей прокатних станів. Ця задача вирішується за рахунок технічного результату, що складається в скороченні часу і трудомісткості монтажно-демонтажних робіт роликових муфт приводу клітей прокатних станів. Для досягнення вищевказаного результату в роликовій муфті, що включає головку й обойму з напівциліндричними пазами, у яких установлені бочкоподібні ролики, контактні сферичні кільця, за допомогою яких сполучені між собою голівка та обойма, а також кришку, відповідно до винаходу, обойма виконана складеною, що містить роликовий корпус і центруючи втулку, які зв'язані між собою шліцьовим й фланцевим болтовим з'єднаннями, при чому хоча б одне з контактних сферичних кілець встановлено у центруючий втулці. У результаті порівняльного аналізу пропонованої роликової муфти з прототипом установлено, що вони мають наступні загальні ознаки: - сферичну голівку з напівциліндричними пазами; - обойму з напівциліндричними пазами; - бочкоподібні ролики з хвостовиками; кришку; контактні сферичні кільця, за допомогою яких сполучені між собою голівка й обойма; а також відмітні ознаки: - обойма виконана складеною, містить роликовий корпус і центруючи втулку; - роликовий корпус і центруючи втулка, які зв'язані між собою шліцьовим і фланцевим болтовим з'єднаннями; - хоча б одне з контактних сферичних кілець встановлено у центруючій втулці. Таким чином, запропонована роликова муфта має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, що обойма виконана складеною із роликового корпуса і центруючої втулки, які зв'язані між собою шліцьовим і фланцевим болтовим з'єднаннями, та хоча б одне з контактних сферичних кілець встановлено у центруючій втулці, стало можливим при поточному зносі сферичних кілець взаємно перемістити на величину цього зносу Δ роликовий корпус щодо центруючої втулки, тобто компенсувати цей знос і тим самим виключити виникнення динамічних биттів у шарнірі при передачі моменту, яки крутить, що підвищує довговічність елементів роликової муфти. При граничному зносі сферичного контактного кільця операції демонтажу центруючої втулки, заміни сферичного контактного кільця та монтажу роликової муфти в робоче положення вимагають значно менше часу, тому що завдяки шліцьовому з'єднанню роликового корпуса і центруючої втулки, став можливим демонтаж вищевказаних деталей робити без трудомісткого розбирання роликового з'єднання муфт. При цьому час монтажно-демонтажних робіт скорочується на порядок, відновлюються зазори в роликовому зачепленні і термін служби роликового шарніра збільшується в два рази. При досягненні граничного зносу роликів та інших елементів муфти, її в лінії кліті розбирають на втулку, що центрує, з контактним сферичним кільцем і роликовий шарнір, на що потрібно незначні витрати часу. Трудомістку зборку - розбирання роликового шарніра муфти здійснюють на стаціонарному стенді, а замість зношеного комплекту монтують у лінії кліті новий комплект вузлів роликової муфти. З усього вище сказаного випливає, що зменшення часу монтажу - демонтажу муфти приводить до зменшення простоїв прокатної кліті і тим самим до збільшення продуктивності її і прокатного стану. Виключення з вищевказаної сукупності відмітних ознак хоча б одного не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція роликової муфти для фахівців явно не випливає з рівня техніки. Технічне рішення, що заявляється, невідомо з рівня техніки і тому воно є новим. Винахід, що заявляється, промислово застосовно, тому що його технологічне і технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний робочий проект для дресировочного стану 1700-1 меткомбіната «Запоріжсталь». Таким чином, винаходові, що заявляється може надаватися правова охорона, тому що він є новим, має винахідницький рівень і промислово застосовним, тобто відповідає критеріям винаходу. Винахід пояснюється кресленнями, на яких зображені: фіг.1 - загальний вид роликової муфти; фіг.2 - розріз А-А на фіг.1. Роликова муфта (фіг.1) включає сферичну голівку 1, насаджену на хвостовик шестерневого валка 2 і обойму 3, насаджену на вал 4. Обойма 3 складається з роликового корпуса 5 і центруючої втулки 6, котрі зв'язані шліцьовим і фланцевим болтовим з'єднаннями. Між сферичною голівкою 1 і роликовим корпусом 5 обойми в нарізаних на них напівциліндричних пазах установлені бочкоподібні ролики з хвостовиками 7 для передачі моменту від обойми до голівки і навпаки. Сферична голівка 1 і обойма 3 сполучені між собою по сферичним контактним поверхням сфери D через сферичні кільця 8, 9 і 10. У торці центруючої втулки 6 встановлене сферичне кільце 8, що контактує по сферичній поверхні з голівкою 1. Кільце 9, що обмежує осьовий зсув роликів убік обойми, жорстко встановлено на голівку 1 з боку торцевої кришки 11. Кришка 11 закріплена болтами 12 на торці роликового корпуса 5 обойми й у неї вмонтоване сферичне кільце 10, ущільнення 13, притискний фланець 14 і притискні болти 15. На зовнішній поверхні втулки 6 і на внутрішній поверхні роликового корпуса 5 нарізані шліци 16. За допомогою болтів 17 фланцевого з'єднання муфти втулка 6 кріпиться до роликового корпуса 5. Фланцеве з'єднання постачене віджимними болтами 18. Роликовий корпус 5 і втулка 6 виконані з центруючим поясом 19, а в роликовому корпусі виконані отвори для подачі змащення і випуску газів, закриті пробками 20. Роликова муфта працює таким чином. При роботі роликової муфти в діапазоні кутів нахилу ± a між ведучими і відомим валами 2 і 4 бочкоподібні ролики 7 нахиляються щодо своєї подовжньої осі на кут a / 2 . Внаслідок цього вибирається вільний хід роликів щодо подовжньої осі, але при діаметрі роликів у межах 60мм хід дорівнює не більш 1,2-1,5мм. У результаті чого, ролики 7 утримуються від осьового зсуву відносно бісектральної площини, що відповідає кутові нахилу a . Крім того, при роботі роликової муфти в режимі нахилу, завдяки сферичному сполученню голівки 1 і кільця 8, а також сполученню кілець 9 і 10. вісь шарніра залишається постійною, як і радіальний зазор у силовому ланцюзі: голівкаролик-обойма. Усе це забезпечує рівномірне навантаження роликів по окружності зачеплення доти, поки сумарний знос сферичної поверхні тертя на голівці 1, кільцях 8, 9 і 10 не вийде за граничні розміри. Для відновлення оптимальних осьових і радіальних зазорів у роликовому шарнірі взаємно переміщають втулку, що центрує, і роликовий корпус 5 обойми в межах зазору D . Для цього відпускають болти 18 і підкручують фланцеві болти 17 до вибору осьового зазору між сферичною поверхнею D голівки 1 і кільцями 8, 9 і 10. При цьому фіксують фактичний розмір D між торцем роликового корпуса обойми і фланцем втулки обойми, що центрує. Потім, викручуванням болтів 17 і вкручуванням болтів 18 збільшують розмір D на величину оптимального осьового зазору (0,5...0,7мм). Операція відновлення оптимального зазору виконується без демонтажу роликової муфти і шпинделя, що скорочує витрати і час простою устаткування на ремонт. Зменшення зазору D до величини близької до 0, свідчить про граничний знос сферичного контактного кільця 8 і необхідності його заміни. Практика експлуатації роликових шпинделів показує, що більш швидкому зносові піддається сферичне кільце 8 з боку вала 4. Для заміни кільця 8 вивертають болти 17, угвинчують болти 18 і зрушують роликовий корпус 5 по шліцах 16. Далі монтажними засобами знімають роликовий корпус 5 з роликовим шарніром для огляду і профілактики на стаціонарному стенді. А в лінії привода заміняють зношене кільце 8 новим, установлюючи його у центруючу втулку 6 обойми. Після цього корпус 5 з роликовим шарніром насаджується центруючим поясом 19 на шліци 16 втулки 6 і провертається до збігу різьбових отворів під болти 17 у торці з відповідними отворами у фланці втулки 6. Насадка корпуса 5 на втулку 6 виконується спочатку монтажними засобами, а потім болтами 17. Для зменшення зносу силових деталей і контактних сферичних поверхонь тертя періодично (через 3 місяці) відкручують пробки 20 і в один з отворів накачують змащення, наприклад, металоплакируючу типу СМ-02 «Л» ТУ 38.101.1075-86. Після заповнення мастильної пазухи, пробки 20 закручують. З усього вище описаного видно, що запропонована конструкція роликової муфти забезпечує постійне центрування роликового шарніра щодо осі голівки 1, рівномірне навантаження роликів по окружності зачеплення, що забезпечує високу працездатність і довговічність муфти. Крім того, використання пропонованої конструкції роликової муфти спрощує монтажно-демонтажні і складальні роботи в лінії привода прокатного стану, що веде до зниження трудомісткості і підвищенню продуктивності прокатного стану.
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll-type coupler
Автори англійськоюBobukh Ivan Oleksiiovych, Bobukh Vsevolod Ivanovych, Honcharenko Anzhela Fedorivna, Kartashov Anatolii Andriiovych, Klevtsov Oleh Mykhailovych, Klievtsov Oleh Mykhailovych, Sheludchenko Oleksandr Stepanovych
Назва патенту російськоюРоликовая муфта
Автори російськоюБобух Иван Алексеевич, Бобух Всеволод Иванович, Гончаренко Анжела Федоровна, Карташов Анатолий Андреевич, Клевцов Олег Михайлович, Шелудченко Александр Степанович
МПК / Мітки
МПК: B21B 35/14
Код посилання
<a href="https://ua.patents.su/3-63729-rolikova-mufta.html" target="_blank" rel="follow" title="База патентів України">Роликова муфта</a>
Роликова муфта
Номер патенту: 21908
Опубліковано: 30.04.1998
Автори: Воронін Сергій Миколайович, Коновалов Олексій Дмитрович, Бобух Іван Олексійович, Гуров Володимир Миколайович, Плахтін Володимир Дмитрович, Шаров Олександр Федорович
МПК: B21B 35/14
Формула / Реферат:
Роликовая муфта, включающая головку с кольцевой проточкой для выхода инструмента при нарезании полуцилиндрических пазов и обойму, между которыми в полуцилиндрических пазах установлены бочкообразные ролики, отличающаяся тем, что головка и обойма сопряжены между собой по сферическим контактным поверхностям, а ролики выполнены с хвостовиками, размещенными в указанной проточке, при этом длина хвостовиков равна ширине кольцевой проточки.
Роликова муфта вільного ходу

Номер патенту: 40635
Опубліковано: 15.08.2001
Автор: Шебанов Володимир Олександрович
МПК: F16D 41/00
Мітки: ходу, вільного, роликова, муфта
Формула / Реферат:
1. Роликовая муфта свободного хода, содержащая обойму, звездочку и расположенные между ними ролики, отличающаяся тем, что ролики выполнены сплошными, а в теле звездочки в местах заклинивания роликов устроены камеры, заполненные под давлением несжимаемой жидкостью.2.Роликовая муфта по п.1. отличающаяся тем, что камеры расположены вдоль рабочих поверхностей звездочки и занимают симметричное положение относительно линии...
Зубчасто-роликова муфта
Номер патенту: 12747
Опубліковано: 28.02.1997
Автори: Фурманський Євген Ілліч, Зема Віктор Євгенович, Бобух Іван Олексійович, Комаров Олександр Миколайович
МПК: F16D 3/18
Мітки: зубчасто-роликова, муфта
Текст:
...а при взаимодействии с торцевыми поверхностями, выполненными в полумуфте, обеспечить удержание ролика в нейтральном среднем положении при работе шарнира. Ограничивающие бурты, выполненные в полумуфте, ограничивают подвижность ролика и препятствуют разрушению фиксаторов при больших углах перекоса, а также в аварийных условиях. С > О 12747 На фиг.1 показан осевой разрез полумуфты; на фиг.2 - вил А, на котором вторая полумуфта...
Муфта роликова
Номер патенту: 14020
Опубліковано: 25.04.1997
Автори: Урін Юрій Леонідович, Данилов Леонід Іванович, Алексєєнко Георгій Якович, Новацький Едмунд Романович, Камишан Петро Трохимович
МПК: F16D 3/18
Формула / Реферат:
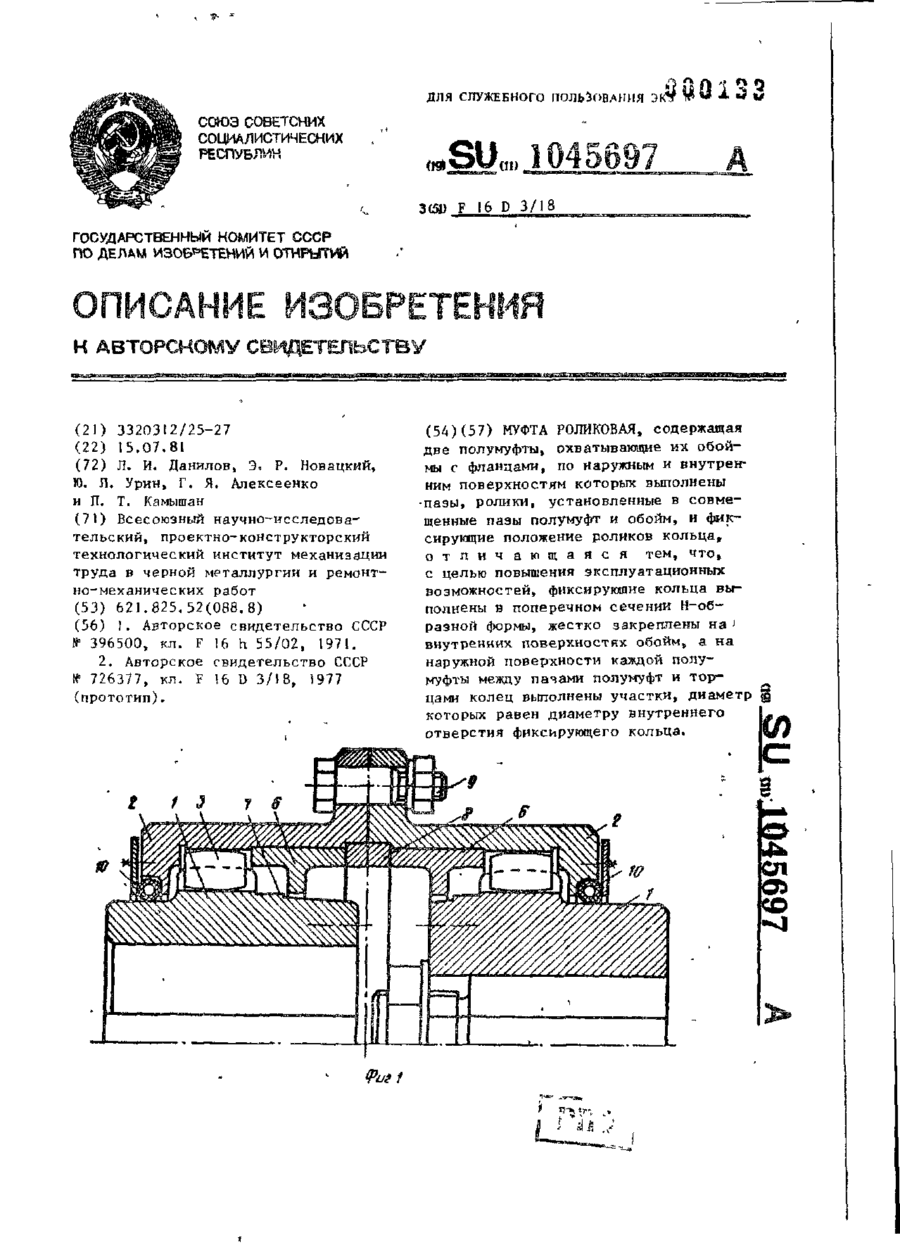
Муфта роликовая, содержащая две полумуфты, охватывающие их обоймы с фланцами, по наружным и внутренним поверхностям которых выполнены пазы, ролики, установленные в совмещенные пазы, полумуфт и обойм, и фиксирующие положение роликов кольца, отличающаяся тем, что, с целью повышения эксплуатационных возможностей, фиксирующие кольца выполнены в поперечном сечении Н-образной формы, жестко закреплены на внутренних поверхностях обойм, а на...
Ввідна роликова коробка
Номер патенту: 34394
Опубліковано: 15.02.2001
Автори: Дарда Юрій Антонович, Варюхін Віктор Миколайович, Алексеев Володимир Павлович, Петрусенко Леонід Олександрович, Ковтуненко Володимир Євгенович, Чумаков Миколай Петрович, Бабенко Михайло Антонович
МПК: B21B 39/14
Мітки: ввідна, роликова, коробка
Формула / Реферат:
Роликовий вузол ввідної роликової коробки, що містить ролик на підшипниках кочення, між якими розміщене дистанційне кільце, який відрізняється тим, що дистанційне кільце встановлене з натягом, що дорівнює 0,0010,003 діаметра отвору ролика.
Попередній патент: Вузол модуляції імпульсного стабілізатора
Наступний патент: Бурове шарошкове долото
Випадковий патент: Спосіб морфометричного дослідження панкреатодуоденального органокомплексу в перинатальному періоді онтогенезу