Спосіб відновлення вушок траків гусениці
Номер патенту: 64218
Опубліковано: 25.10.2011
Автори: Єранкін Олександр Никифорович, Сенько Анатолій Іванович, Бондаренко Григорій Павлович, Кучерявий Віктор Микитович, Зелінський Валентин Мар'янович
Формула / Реферат
Спосіб відновлення вушок трака гусениці, що включає встановлення у вушко формуючого пристрою, стержень якого має діаметр, рівний діаметру отвору незношеної поверхні вушок, проплавлення вушок на всю товщину в місці зносу і компенсацію зносу за рахунок розплавлення присадочного металу, який відрізняється тим, що проплавлення вушок та компенсацію зносу здійснюють шляхом утворення зварювальної ванни під шаром флюсу зовні горизонтально розташованого вушка зносом вверх з використанням електричної дуги та електродного дроту.
Текст
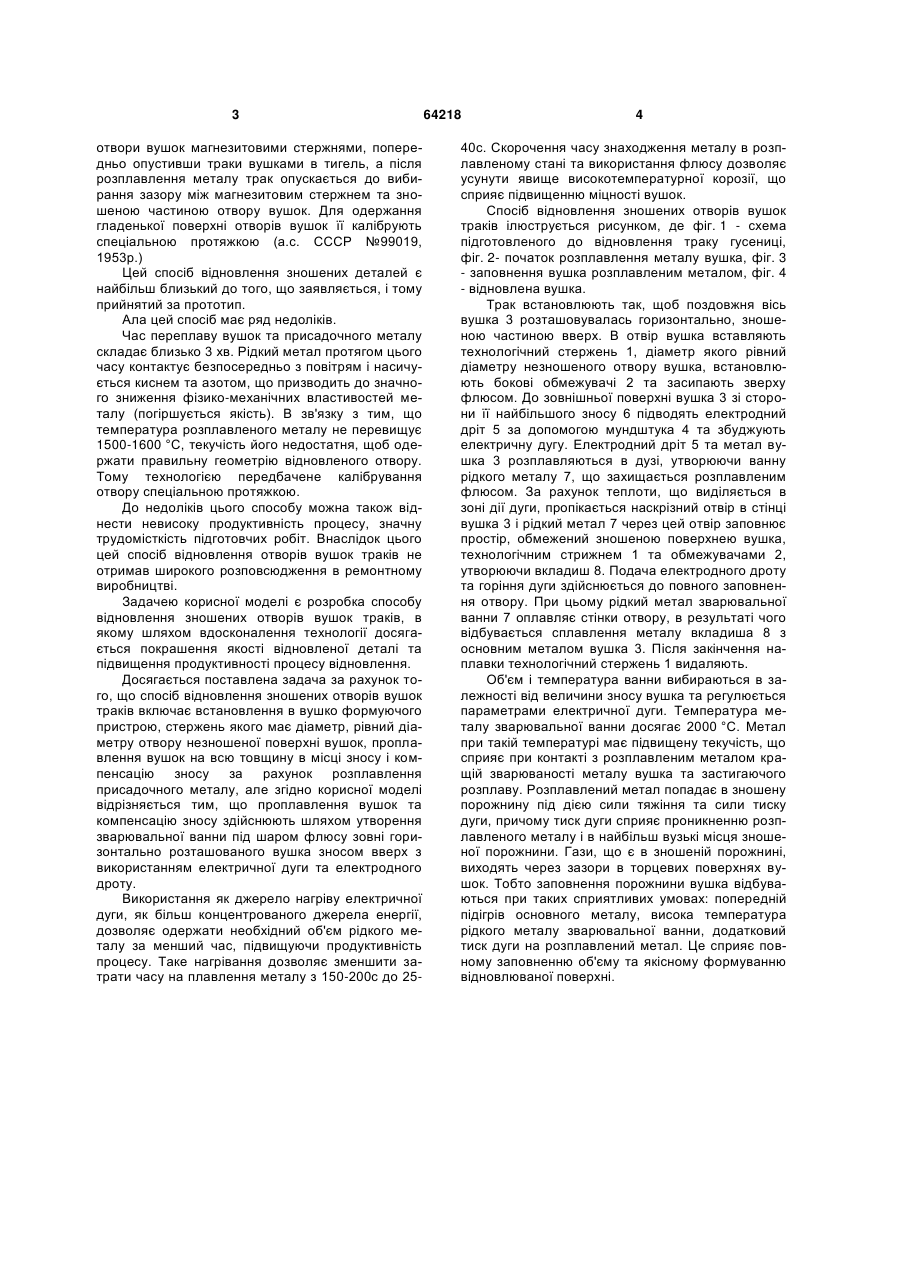
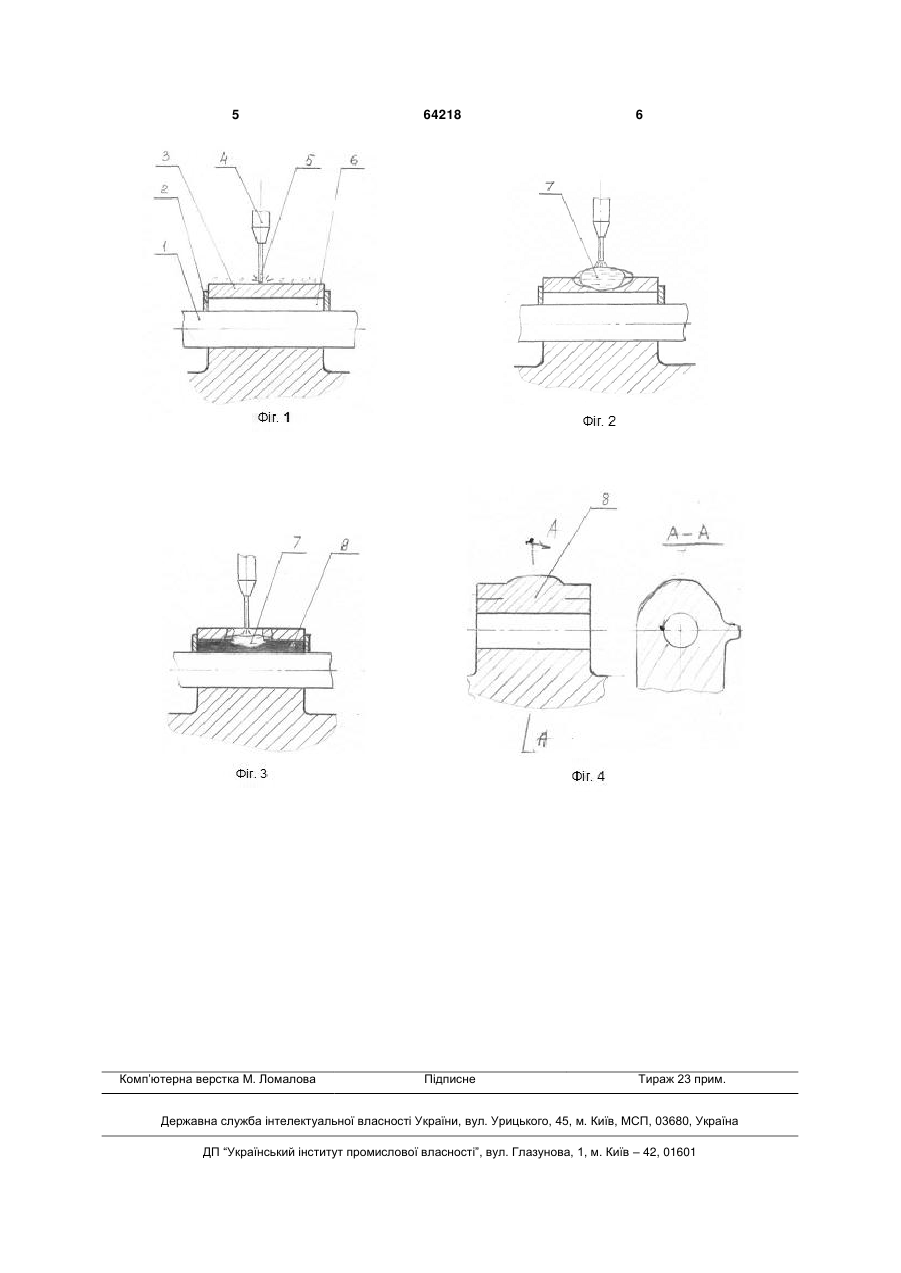
Спосіб відновлення вушок трака гусениці, що включає встановлення у вушко формуючого при 3 отвори вушок магнезитовими стержнями, попередньо опустивши траки вушками в тигель, а після розплавлення металу трак опускається до вибирання зазору між магнезитовим стержнем та зношеною частиною отвору вушок. Для одержання гладенької поверхні отворів вушок її калібрують спеціальною протяжкою (а.с. СССР №99019, 1953р.) Цей спосіб відновлення зношених деталей є найбільш близький до того, що заявляється, і тому прийнятий за прототип. Ала цей спосіб має ряд недоліків. Час переплаву вушок та присадочного металу складає близько 3 хв. Рідкий метал протягом цього часу контактує безпосередньо з повітрям і насичується киснем та азотом, що призводить до значного зниження фізико-механічних властивостей металу (погіршується якість). В зв'язку з тим, що температура розплавленого металу не перевищує 1500-1600 °C, текучість його недостатня, щоб одержати правильну геометрію відновленого отвору. Тому технологією передбачене калібрування отвору спеціальною протяжкою. До недоліків цього способу можна також віднести невисоку продуктивність процесу, значну трудомісткість підготовчих робіт. Внаслідок цього цей спосіб відновлення отворів вушок траків не отримав широкого розповсюдження в ремонтному виробництві. Задачею корисної моделі є розробка способу відновлення зношених отворів вушок траків, в якому шляхом вдосконалення технології досягається покрашення якості відновленої деталі та підвищення продуктивності процесу відновлення. Досягається поставлена задача за рахунок того, що спосіб відновлення зношених отворів вушок траків включає встановлення в вушко формуючого пристрою, стержень якого має діаметр, рівний діаметру отвору незношеної поверхні вушок, проплавлення вушок на всю товщину в місці зносу і компенсацію зносу за рахунок розплавлення присадочного металу, але згідно корисної моделі відрізняється тим, що проплавлення вушок та компенсацію зносу здійснюють шляхом утворення зварювальної ванни під шаром флюсу зовні горизонтально розташованого вушка зносом вверх з використанням електричної дуги та електродного дроту. Використання як джерело нагріву електричної дуги, як більш концентрованого джерела енергії, дозволяє одержати необхідний об'єм рідкого металу за менший час, підвищуючи продуктивність процесу. Таке нагрівання дозволяє зменшити затрати часу на плавлення металу з 150-200с до 25 64218 4 40с. Скорочення часу знаходження металу в розплавленому стані та використання флюсу дозволяє усунути явище високотемпературної корозії, що сприяє підвищенню міцності вушок. Спосіб відновлення зношених отворів вушок траків ілюструється рисунком, де фіг. 1 - схема підготовленого до відновлення траку гусениці, фіг. 2- початок розплавлення металу вушка, фіг. 3 - заповнення вушка розплавленим металом, фіг. 4 - відновлена вушка. Трак встановлюють так, щоб поздовжня вісь вушка 3 розташовувалась горизонтально, зношеною частиною вверх. В отвір вушка вставляють технологічний стержень 1, діаметр якого рівний діаметру незношеного отвору вушка, встановлюють бокові обмежувачі 2 та засипають зверху флюсом. До зовнішньої поверхні вушка 3 зі сторони її найбільшого зносу 6 підводять електродний дріт 5 за допомогою мундштука 4 та збуджують електричну дугу. Електродний дріт 5 та метал вушка 3 розплавляються в дузі, утворюючи ванну рідкого металу 7, що захищається розплавленим флюсом. За рахунок теплоти, що виділяється в зоні дії дуги, пропікається наскрізний отвір в стінці вушка 3 і рідкий метал 7 через цей отвір заповнює простір, обмежений зношеною поверхнею вушка, технологічним стрижнем 1 та обмежувачами 2, утворюючи вкладиш 8. Подача електродного дроту та горіння дуги здійснюється до повного заповнення отвору. При цьому рідкий метал зварювальної ванни 7 оплавляє стінки отвору, в результаті чого відбувається сплавлення металу вкладиша 8 з основним металом вушка 3. Після закінчення наплавки технологічний стержень 1 видаляють. Об'єм і температура ванни вибираються в залежності від величини зносу вушка та регулюється параметрами електричної дуги. Температура металу зварювальної ванни досягає 2000 °C. Метал при такій температурі має підвищену текучість, що сприяє при контакті з розплавленим металом кращій зварюваності металу вушка та застигаючого розплаву. Розплавлений метал попадає в зношену порожнину під дією сили тяжіння та сили тиску дуги, причому тиск дуги сприяє проникненню розплавленого металу і в найбільш вузькі місця зношеної порожнини. Гази, що є в зношеній порожнині, виходять через зазори в торцевих поверхнях вушок. Тобто заповнення порожнини вушка відбуваються при таких сприятливих умовах: попередній підігрів основного металу, висока температура рідкого металу зварювальної ванни, додатковий тиск дуги на розплавлений метал. Це сприяє повному заповненню об'єму та якісному формуванню відновлюваної поверхні. 5 Комп’ютерна верстка М. Ломалова 64218 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of truck ears
Автори англійськоюKucheriavyi Viktor Mykytovych, Bondarenko Hryhorii Pavlovych, Yerankin Oleksandr Nykyforovych, Senko Anatolii Ivanovych, Zelinskyi Valentyn Marianovych
Назва патенту російськоюСпособ восстановления ушек трака гусеницы
Автори російськоюКудрявый Виктор Никитич, Бондаренко Григорий Павлович, Еранкин Александр Никифорович, Сенько Анатолий Иванович, Зелинский Валентин Марьянович
МПК / Мітки
МПК: B22D 19/10
Мітки: спосіб, вушок, траків, відновлення, гусениці
Код посилання
<a href="https://ua.patents.su/3-64218-sposib-vidnovlennya-vushok-trakiv-gusenici.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення вушок траків гусениці</a>
Трак гусениці з гумометалевим шарніром
Номер патенту: 34044
Опубліковано: 15.02.2001
Автори: Калоєв Олександр Зелім-Ханович, Холоднюк Василь Павлович
МПК: B62D 55/20
Мітки: гусениці, гумометалевим, шарніром, трак
Формула / Реферат:
1. Трак гусениці з гумометалевим шарніром, що містить пліцю з парною кількістю вушок з одного боку і непарною - з іншого, гумометалеві втулки з внутрішнім розтвором, запресовані у вушка, і сполучний елемент, виконаний із зовнішньою поверхнею, аналогічної внутрішньої поверхні згаданої втулки, який відрізняється тим, що гумометалева втулка виконана з внутрішнім отвором некруглої форми, що протидіє провертанню сполучного елемента щодо згаданої...
Ланка трака гусениці
Номер патенту: 1962
Опубліковано: 15.08.2003
Автори: Борисюк Михайло Михайлович, Магерамов Лютфалій Курбан-Алієвич, Бусяк Юрій Митрофанович, Жадан Володимир Андрійович
МПК: B62D 55/20, B62D 55/18
Формула / Реферат:
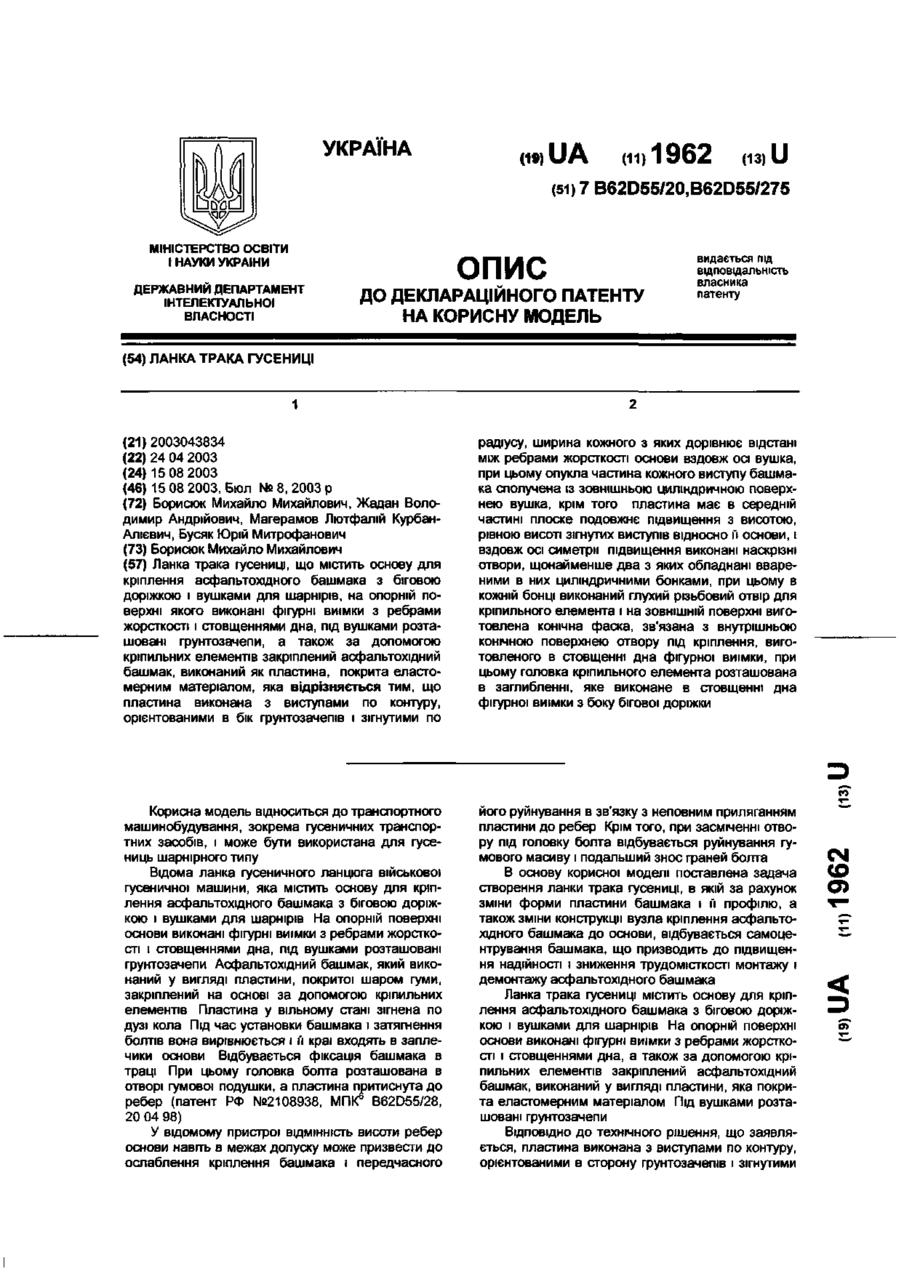
Ланка трака гусениці, що містить основу для кріплення асфальтохідного башмака з біговою доріжкою і вушками для шарнірів, на опорній поверхні якого виконані фігурні виїмки з ребрами жорсткості і стовщеннями дна, під вушками розташовані грунтозачепи, а також за допомогою кріпильних елементів закріплений асфальтохідний башмак, виконаний як пластина, покрита еластомерним матеріалом, яка відрізняється тим, що пластина виконана з виступами по...
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Голі-Оглу Володимир Семенович, Шебаніц Едуард Миколайович, Щетинін Сергій Вікторович, Кирильченко Петро Миколайович, Бойко Володимир Семенович, Климанчук Владислав Владиславович
МПК: B23K 9/04
Мітки: циліндричних, спосіб, відновлення, зміцнення, деталей
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення деталей
Номер патенту: 35312
Опубліковано: 10.09.2008
Автори: Мак-Мак Олександр Сергійович, Малінов Леонід Соломонович, Жуков Сергій Васильович, Воробйов Володимир Вікторович, Малінов Володимир Леонідович
МПК: B23K 9/04
Мітки: відновлення, спосіб, деталей
Формула / Реферат:
1. Спосіб відновлення деталей, при якому здійснюють дугове наплавлення основним електродним дротом аустенітного класу з подачею низьколегованої додаткової присадки, який відрізняється тим, що низьколеговану додаткову присадку подають без підігріву в головну частину зварювальної ванни в кількості 50-60 % від маси основного електродного дроту, за який вводять хромонікелевий дріт, який додатково містить молібден, ванадій та...
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту
Номер патенту: 46677
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: зношеного, колеса, спосіб, гребеня, рейкового, відновлення, транспорту, профілю
Формула / Реферат:
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні гребеня колеса шляхом наплавлення на неї металу і видалення металу з всієї поверхні кочення колеса до одержання заданого розміру профілю кочення, який відрізняється тим, що перед наплавленням металу на зношену поверхню гребеня колеса видаляють метал з поверхні кочення обода колеса до основи гребеня...
Попередній патент: Високооктанова кисневмісна добавка до автомобільних бензинів
Наступний патент: Спосіб утилізації двоокису вуглецю
Випадковий патент: Рознімне з'єднання