Спосіб відновлення деталей
Номер патенту: 35312
Опубліковано: 10.09.2008
Автори: Воробйов Володимир Вікторович, Малінов Леонід Соломонович, Малінов Володимир Леонідович, Жуков Сергій Васильович, Мак-Мак Олександр Сергійович
Формула / Реферат
1. Спосіб відновлення деталей, при якому здійснюють дугове наплавлення основним електродним дротом аустенітного класу з подачею низьколегованої додаткової присадки, який відрізняється тим, що низьколеговану додаткову присадку подають без підігріву в головну частину зварювальної ванни в кількості 50-60 % від маси основного електродного дроту, за який вводять хромонікелевий дріт, який додатково містить молібден, ванадій та ніобій.
2. Спосіб відновлення деталей за п. 1, який відрізняється тим, що дугове наплавлення здійснюють під флюсом.
3. Спосіб відновлення деталей за п. 1, який відрізняється тим, що після дугового наплавлення виконують відпуск деталей протягом 3 г в інтервалі температур 550-600 °С.
Текст
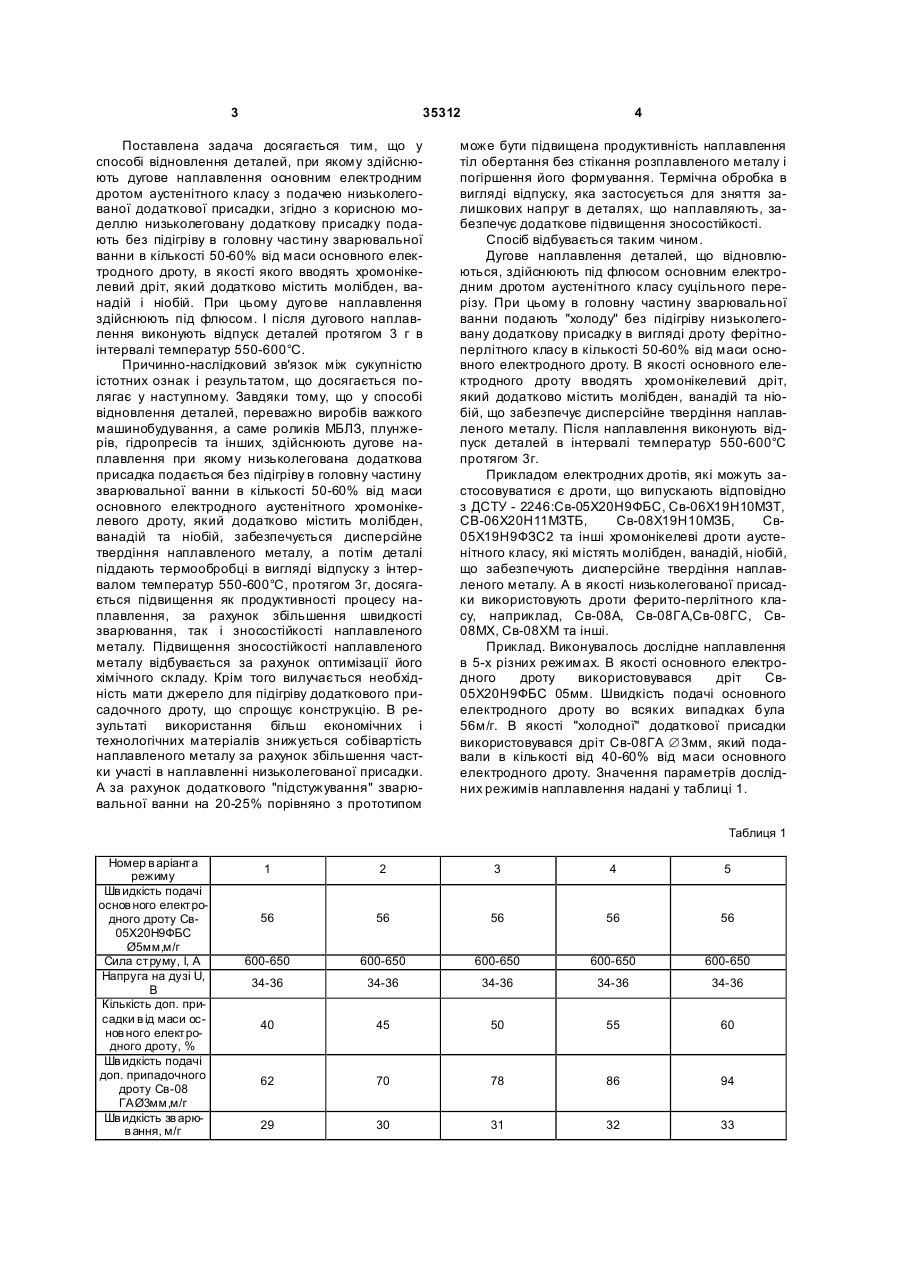
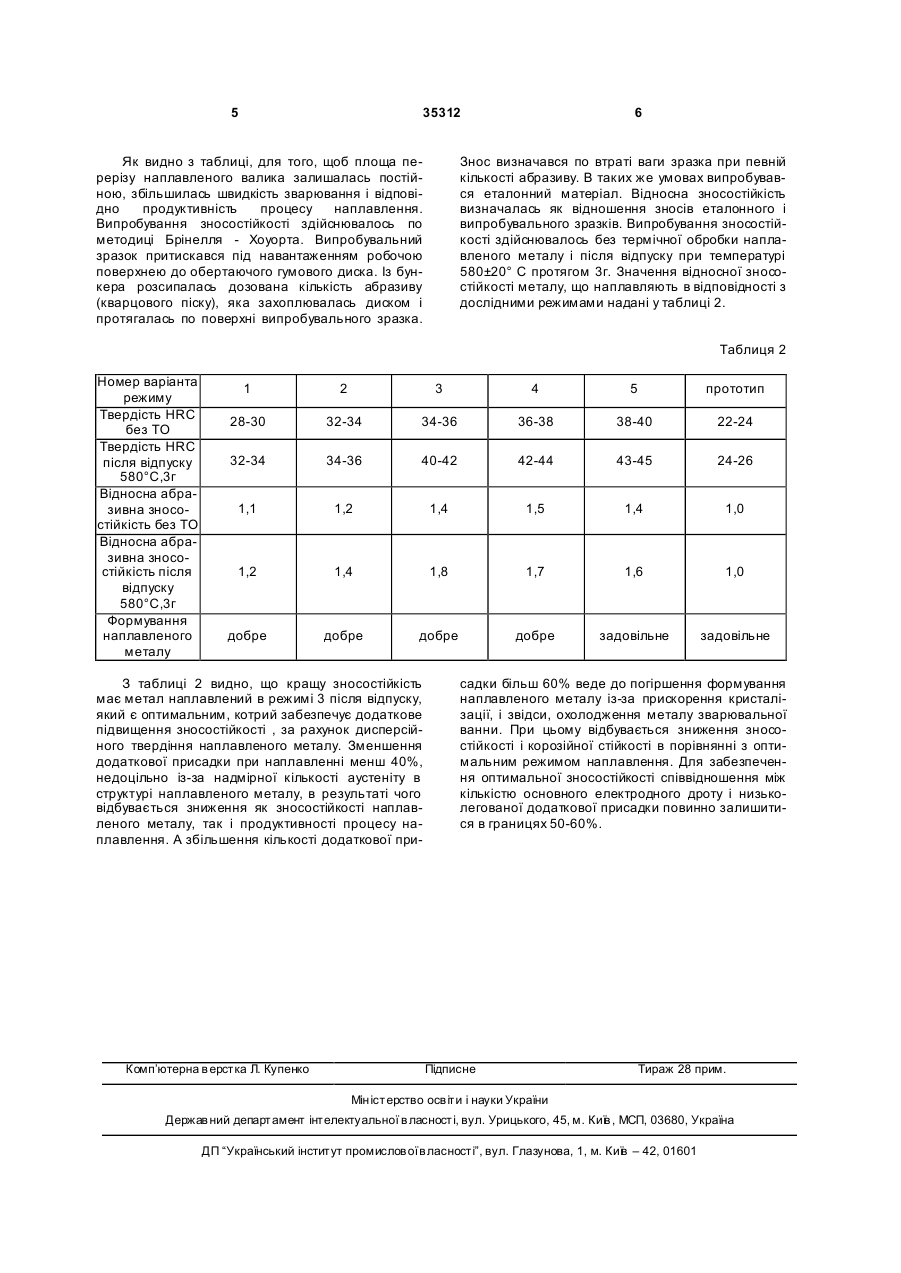
1. Спосіб відновлення деталей, при якому здійснюють дугове наплавлення основним електродним дротом аустенітного класу з подачею ни 3 35312 Поставлена задача досягається тим, що у способі відновлення деталей, при якому здійснюють дугове наплавлення основним електродним дротом аустенітного класу з подачею низьколегованої додаткової присадки, згідно з корисною моделлю низьколеговану додаткову присадку подають без підігріву в головну частину зварювальної ванни в кількості 50-60% від маси основного електродного дроту, в якості якого вводять хромонікелевий дріт, який додатково містить молібден, ванадій і ніобій. При цьому дуго ве наплавлення здійснюють під флюсом. І після дугового наплавлення виконують відпуск деталей протягом 3 г в інтервалі температур 550-600°С. Причинно-наслідковий зв'язок між сукупністю істотних ознак і результатом, що досягається полягає у наступному. Завдяки тому, що у способі відновлення деталей, переважно виробів важкого машинобудування, а саме роликів МБЛЗ, плунжерів, гідропресів та інших, здійснюють дугове наплавлення при якому низьколегована додаткова присадка подається без підігріву в головну частину зварювальної ванни в кількості 50-60% від маси основного електродного аустенітного хромонікелевого дроту, який додатково містить молібден, ванадій та ніобій, забезпечується дисперсійне твердіння наплавленого металу, а потім деталі піддають термообробці в вигляді відпуску з інтервалом температур 550-600°С, протягом 3г, досягається підвищення як продуктивності процесу наплавлення, за рахунок збільшення швидкості зварювання, так і зносостійкості наплавленого металу. Підвищення зносостійкості наплавленого металу відбувається за рахунок оптимізації його хімічного складу. Крім того вилучається необхідність мати джерело для підігріву додаткового присадочного дроту, що спрощує конструкцію. В результаті використання більш економічних і технологічних матеріалів знижується собівартість наплавленого металу за рахунок збільшення частки участі в наплавленні низьколегованої присадки. А за рахунок додаткового "підстужування" зварювальної ванни на 20-25% порівняно з прототипом 4 може бути підвищена продуктивність наплавлення тіл обертання без стікання розплавленого металу і погіршення його формування. Термічна обробка в вигляді відпуску, яка застосується для зняття залишкових напруг в деталях, що наплавляють, забезпечує додаткове підвищення зносостійкості. Спосіб відбувається таким чином. Дугове наплавлення деталей, що відновлюються, здійснюють під флюсом основним електродним дротом аустенітного класу суцільного перерізу. При цьому в головну частину зварювальної ванни подають "холоду" без підігріву низьколеговану додаткову присадку в вигляді дроту ферітноперлітного класу в кількості 50-60% від маси основного електродного дроту. В якості основного електродного дроту вводять хромонікелевий дріт, який додатково містить молібден, ванадій та ніобій, що забезпечує дисперсійне твердіння наплавленого металу. Після наплавлення виконують відпуск деталей в інтервалі температур 550-600°С протягом 3г. Прикладом електродних дротів, які можуть застосовуватися є дроти, що випускають відповідно з ДСТУ - 2246:Св-05Х20Н9ФБС, Св-06Х19Н10МЗТ, СВ-06Х20Н11МЗТБ, Св-08Х19Н10МЗБ, Св05Х19Н9ФЗС2 та інші хромонікелеві дроти аустенітного класу, які містять молібден, ванадій, ніобій, що забезпечують дисперсійне твердіння наплавленого металу. А в якості низьколегованої присадки використовують дроти ферито-перлітного класу, наприклад, Св-08А, Св-08ГА,Св-08ГС, Св08МХ, Св-08ХМ та інші. Приклад. Виконувалось дослідне наплавлення в 5-х різних режимах. В якості основного електродного дроту використовувався дріт Св05Х20Н9ФБС 05мм. Швидкість подачі основного електродного дроту во всяких випадках була 56м/г. В якості "холодної" додаткової присадки використовувався дріт Св-08ГА Æ3мм, який подавали в кількості від 40-60% від маси основного електродного дроту. Значення параметрів дослідних режимів наплавлення надані у таблиці 1. Таблиця 1 Номер в аріанта режиму Шв идкість подачі основ ного електродного дроту Св05Х20Н9ФБС Ø5мм,м/г Сила струму, І, А Напруга на дузі U, B Кількість доп. присадки в ід маси основ ного електродного дроту, % Шв идкість подачі доп. припадочного дроту Св-08 ГАØ3мм,м/г Шв идкість зв арюв ання, м/г 1 2 3 4 5 56 56 56 56 56 600-650 600-650 600-650 600-650 600-650 34-36 34-36 34-36 34-36 34-36 40 45 50 55 60 62 70 78 86 94 29 30 31 32 33 5 35312 Як видно з таблиці, для того, щоб площа перерізу наплавленого валика залишалась постійною, збільшилась швидкість зварювання і відповідно продуктивність процесу наплавлення. Випробування зносостійкості здійснювалось по методиці Брінелля - Хоуорта. Випробувальний зразок притискався під навантаженням робочою поверхнею до обертаючого гумового диска. Із бункера розсипалась дозована кількість абразиву (кварцового піску), яка захоплювалась диском і протягалась по поверхні випробувального зразка. 6 Знос визначався по втраті ваги зразка при певній кількості абразиву. В таких же умовах випробувався еталонний матеріал. Відносна зносостійкість визначалась як відношення зносів еталонного і випробувального зразків. Випробування зносостійкості здійснювалось без термічної обробки наплавленого металу і після відпуску при температурі 580±20° С протягом 3г. Значення відносної зносостійкості металу, що наплавляють в відповідності з дослідними режимами надані у таблиці 2. Таблиця 2 Номер варіанта режиму Твердість HRC без ТО Твердість HRC після відпуску 580°С,3г Відносна абразивна зносостійкість без ТО Відносна абразивна зносостійкість після відпуску 580°С,3г Формування наплавленого металу 1 2 3 4 5 прототип 28-30 32-34 34-36 36-38 38-40 22-24 32-34 34-36 40-42 42-44 43-45 24-26 1,1 1,2 1,4 1,5 1,4 1,0 1,2 1,4 1,8 1,7 1,6 1,0 добре добре добре добре задовільне задовільне З таблиці 2 видно, що кращу зносостійкість має метал наплавлений в режимі 3 після відпуску, який є оптимальним, котрий забезпечує додаткове підвищення зносостійкості , за рахунок дисперсійного твердіння наплавленого металу. Зменшення додаткової присадки при наплавленні менш 40%, недоцільно із-за надмірної кількості аустеніту в структурі наплавленого металу, в результаті чого відбувається зниження як зносостійкості наплавленого металу, так і продуктивності процесу наплавлення. А збільшення кількості додаткової при Комп’ютерна в ерстка Л. Купенко садки більш 60% веде до погіршення формування наплавленого металу із-за прискорення кристалізації, і звідси, охолодження металу зварювальної ванни. При цьому відбувається зниження зносостійкості і корозійної стійкості в порівнянні з оптимальним режимом наплавлення. Для забезпечення оптимальної зносостійкості співвідношення між кількістю основного електродного дроту і низьколегованої додаткової присадки повинно залишитися в границях 50-60%. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring components
Автори англійськоюMak-Mak Oleksandr Serhiiovych, Malinov Volodymyr Leonidovych, Vorobiov Volodymyr Viktorovych, Zhukov Serhii Vasyliovych, Malinov Leonid Solomonovych
Назва патенту російськоюСпособ восстановления деталей
Автори російськоюМак-Мак Александр Сергеевич, Малинов Владимир Леонидович, Воробьев Владимир Викторович, Жуков Сергей Васильевич, Малинов Леонид Соломонович
МПК / Мітки
МПК: B23K 9/04
Мітки: деталей, спосіб, відновлення
Код посилання
<a href="https://ua.patents.su/3-35312-sposib-vidnovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей</a>
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович
МПК: B23K 9/04
Мітки: деталей, зміцнення, циліндричних, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Тивончук Петро Опанасович, Роговський Іван Леонідович
МПК: B23K 9/16
Мітки: спосіб, шару, сталевого, наплавленням, відновлення, чавунних, деталей
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб відновлення деталей
Номер патенту: 57267
Опубліковано: 16.06.2003
Автори: Охремчук Марина Олегівна, Гончаренко Микола Володимирович, Коровайченко Юрій Миколайович
МПК: B22D 19/10
Мітки: спосіб, відновлення, деталей
Формула / Реферат:
Спосіб відновлення деталей, що включає наплавлення зношених поверхонь сплавом "сормайт №2", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклічній обробці з використанням 6...8 циклів нагрівання до температури 750...800°С на першому етапі і 2...4 циклів нагрівання до температури 900...1000°С на другому етапі, при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в...
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Куценко Микола Семенович, Куценко Павло Миколайович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: спосіб, спрацюванням, однобічним, деталей, відновлення
Формула / Реферат:
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення деталей
Номер патенту: 50855
Опубліковано: 15.11.2002
Автори: Охремчук Марина Олегівна, Гончаренко Микола Володимирович, Коровайченко Юрій Миколайович
МПК: B23K 9/04
Мітки: спосіб, деталей, відновлення
Формула / Реферат:
Спосіб відновлення деталей, який включає наплавлення зношених поверхонь сплавом "сормайт № 1", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклічній обробці з використанням на першому етапі 2...4 циклів нагрівання до температури 600...650°С і на другому етапі - 2...4 циклів нагрівання до температури 800...850°С , при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в...
Попередній патент: Пристрій для очищення стрічки конвеєра
Наступний патент: Уніфікований кузов автобусів однієї довжини
Випадковий патент: Надвисокочастотний металодіелектричний фільтр