Пристрій для поверхнево-зміцнювальної обробки циліндричних деталей
Номер патенту: 64343
Опубліковано: 10.11.2011
Автори: Титов Вячеслав Андрійович, Лавріненков Антон Дмитрович

Формула / Реферат
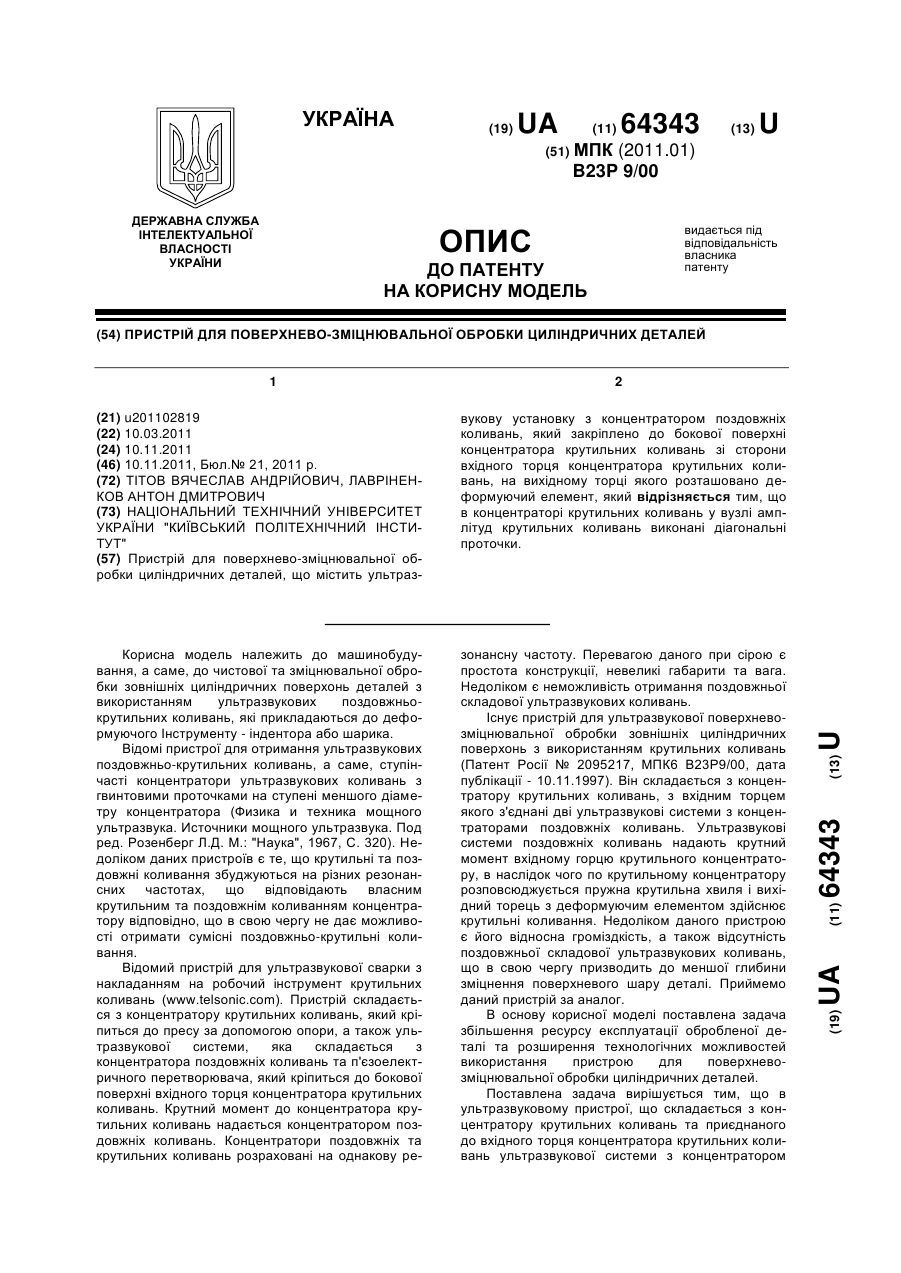
Пристрій для поверхнево-зміцнювальної обробки циліндричних деталей, що містить ультразвукову установку з концентратором поздовжніх коливань, який закріплено до бокової поверхні концентратора крутильних коливань зі сторони вхідного торця концентратора крутильних коливань, на вихідному торці якого розташовано деформуючий елемент, який відрізняється тим, що в концентраторі крутильних коливань у вузлі амплітуд крутильних коливань виконані діагональні проточки.
Текст
Пристрій для поверхнево-зміцнювальної обробки циліндричних деталей, що містить ультраз 3 поздовжніх коливань, згідно корисної моделі новим є те, що у вузлі амплітуд крутильних коливань крутильного концентратору виконані діагональні проточки. Виконання діагональних проточок в концентраторі крутильних коливань у вузлі амплітуд крутильних коливань, на відміну від крутильного концентратора в найближчому аналозі, і забезпечує створення поздовжніх та крутильних коливань вихідного торця крутильного концентратора на одній резонансній частоті, що в свою чергу інтенсифікує процес ультразвукового вигладжування деталей циліндричної форми, так як дає змогу збільшити глибину зміцнення поверхневого шару, зменшити шорсткість поверхні, а отже і збільшити ресурс експлуатації обробленої деталі. Також наявність поздовжньо-крутильних коливань деформуючого інструменту дозволяє зменшити необхідне статичне зусилля притискання деформуючого інструменту до поверхні деталі, що в свою чергу розширює технологічні можливості використання пристрою. На фіг. 1 зображено загальний вид заявленого пристрою, на фіг. 2 - вид збоку. Пристрій складається з концентратору крутильних коливань 1(фіг. 1), який закріплено фланцем у вузлі амплітуд крутильних коливань, що розташований зі сторони вхідного торця крутильного концентратору, в опорі 2 та притискається кришкою 3. Пристрій розміщується на супорті токарного верстата та закріплений за допомогою гвинтів, які встановлюються в отвори на кутниках 4 та 5. У вузлі амплітуд крутильних коливань, що розташований зі сторони вихідного торця крутильного концентратора, зроблені діагональні проточки. До бокової поверхні крутильного концентратору зі сторони вхідного торця, закріплено концентратор поздовжніх коливань 6 ультразвукової системи 7. Ультразвукова система 7 з концентратором поздовжніх коливань 6 закріплена у вузлі амплітуд поздовжніх коливань в стійці 8(фіг. 2), яка закріплена гвинтами на плиті 9. До плити 9 також закріплена планка 10 та кутники 4 та 5, на яких розміщу 64343 4 ється опора 2. На вихідному торці крутильного концентратору на ексцентриситеті від його вісі закріплено деформуючий інструмент 11 (фіг. 1) – індентор або шарик. Працює пристрій наступним чином. Довжини крутильного концентратору та ультразвукової системи поздовжніх коливань розраховано на однакову резонансну частоту. Ультразвуковими поздовжніми коливаннями від концентратора поздовжніх коливань 6 ультразвукової системи 7 прикладається крутний момент до концентратора крутильних коливань 1 зі сторони вхідного торця концентратору, в результаті чого в крутильному концентраторі 1 розповсюджується пружна крутильна хвиля. Діагональні проточки у вузлі амплітуди крутильних коливань забезпечують створення поздовжніх коливань на такій самій частоті, як і частота крутильних коливань. В результаті, вихідний торець з деформуючим інструментом 11 здійснює поздовжньо-крутильні коливання на однаковій частоті, які характеризуються амплітудою поздовжніх коливань та кутом кручення. Величина кута кручення та амплітуда поздовжніх коливань залежить від крутного моменту, величини ексцентриситету, кількості та геометрії діагональних проточок. В результаті того, що в крутильному концентраторі у вузлі амплітуд крутильних коливань зроблені діагональні проточки, деформуючий інструмент - індентор або шарик, здійснює поздовжньокрутильні коливання, що дає змогу отримати більшу глибину зміцнення поверхневого шару деталі, більше зменшення шорсткості поверхні, що в свою чергу дає можливість отримати більш якісний кінцевий виріб, збільшити опір втомним навантаженням, а отже підвищити ресурс експлуатації обробленої деталі. За рахунок поздовжньої складової ультразвукових коливань відбувається зменшення необхідного статичного зусилля притискання деформуючого інструменту до поверхні деталі, що розширює технологічні можливості використання пристрою, а саме, дозволяє обробляти тонкостінні деталі. 5 Комп’ютерна верстка І. Скворцова 64343 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for surface-hardening treatment of cylindrical parts
Автори англійськоюTitov Viacheslav Andriiovych, Lavrinenkov Anton Dmytrovych
Назва патенту російськоюУстройство для поверхностно-упрочняющей обработки цилиндрических деталей
Автори російськоюТитов Вячеслав Андреевич, Лавриненков Антон Дмитриевич
МПК / Мітки
МПК: B23P 9/00
Мітки: пристрій, деталей, поверхнево-зміцнювальної, циліндричних, обробки
Код посилання
<a href="https://ua.patents.su/3-64343-pristrijj-dlya-poverkhnevo-zmicnyuvalno-obrobki-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для поверхнево-зміцнювальної обробки циліндричних деталей</a>
Пристрій для токарної обробки тонкостінних циліндричних деталей
Номер патенту: 61992
Опубліковано: 15.12.2003
Автори: Вожжов Андрій Анатолійович, Кравчук Владислав Віталійович, Бохонський Олександр Іванович, Пашков Євген Валентинович
МПК: B23B 1/00
Мітки: обробки, циліндричних, токарної, деталей, пристрій, тонкостінних
Формула / Реферат:
Пристрій для токарної обробки тонкостінних циліндричних деталей, що містить корпус у вигляді чаші, статор з багатофазними обмотками, радіальну та осьові аеростатичні опори, який відрізняється тим, що внутрішня поверхня корпусу утворює замкнену радіальну аеростатичну опору, статором є його донна частина, в якій розміщено концентрично кільцеві осердя з полюсними наконечниками у вигляді співвісних зубців, розташованих радіально відносно осі...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Мельник Олена Олексіївна, Макаров Артем Сергійович, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Острик Деніс Вікторович
МПК: G11B 5/127
Мітки: високолегованих, сплавів, отворів, обробки, циліндричних, основі, спосіб, нікелю, фінішної, деталей, поверхонь, магнітно-абразивної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Пристрій для безцентрової обробки циліндричних деталей
Номер патенту: 61435
Опубліковано: 25.07.2011
Автори: Тарасюк Анатолій Петрович, Самчук Володимир Володимирович, Сичов Юрій Іванович, Лях Бенгард Григорович
МПК: B23B 5/12
Мітки: обробки, циліндричних, безцентрової, деталей, пристрій
Формула / Реферат:
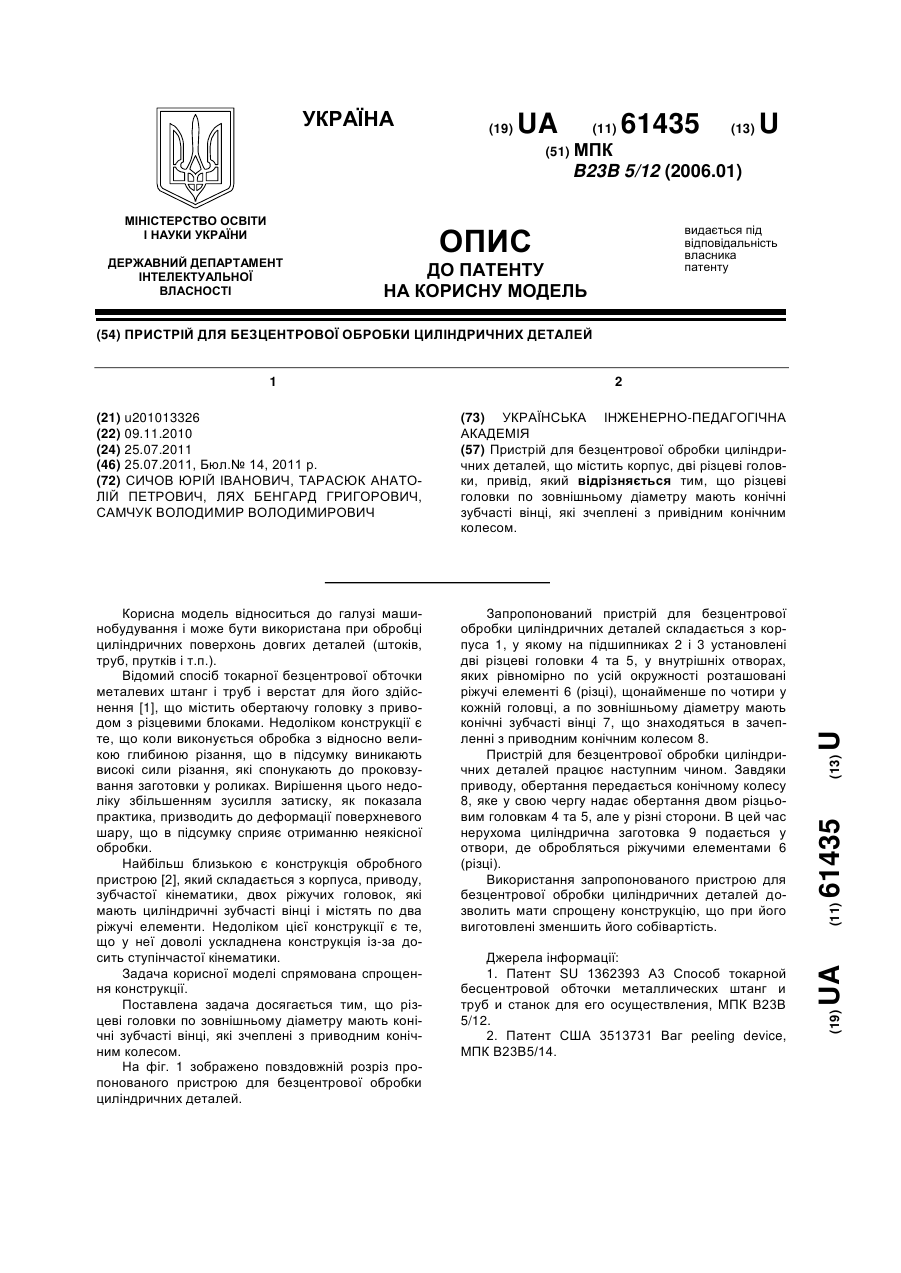
Пристрій для безцентрової обробки циліндричних деталей, що містить корпус, дві різцеві головки, привід, який відрізняється тим, що різцеві головки по зовнішньому діаметру мають конічні зубчасті вінці, які зчеплені з привідним конічним колесом.
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів
Номер патенту: 40050
Опубліковано: 25.03.2009
Автори: Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: G11B 5/127
Мітки: циліндричних, деталей, спосіб, нікелевих, сплавів, обробки, надтонкої, абразивної, поверхонь
Формула / Реферат:
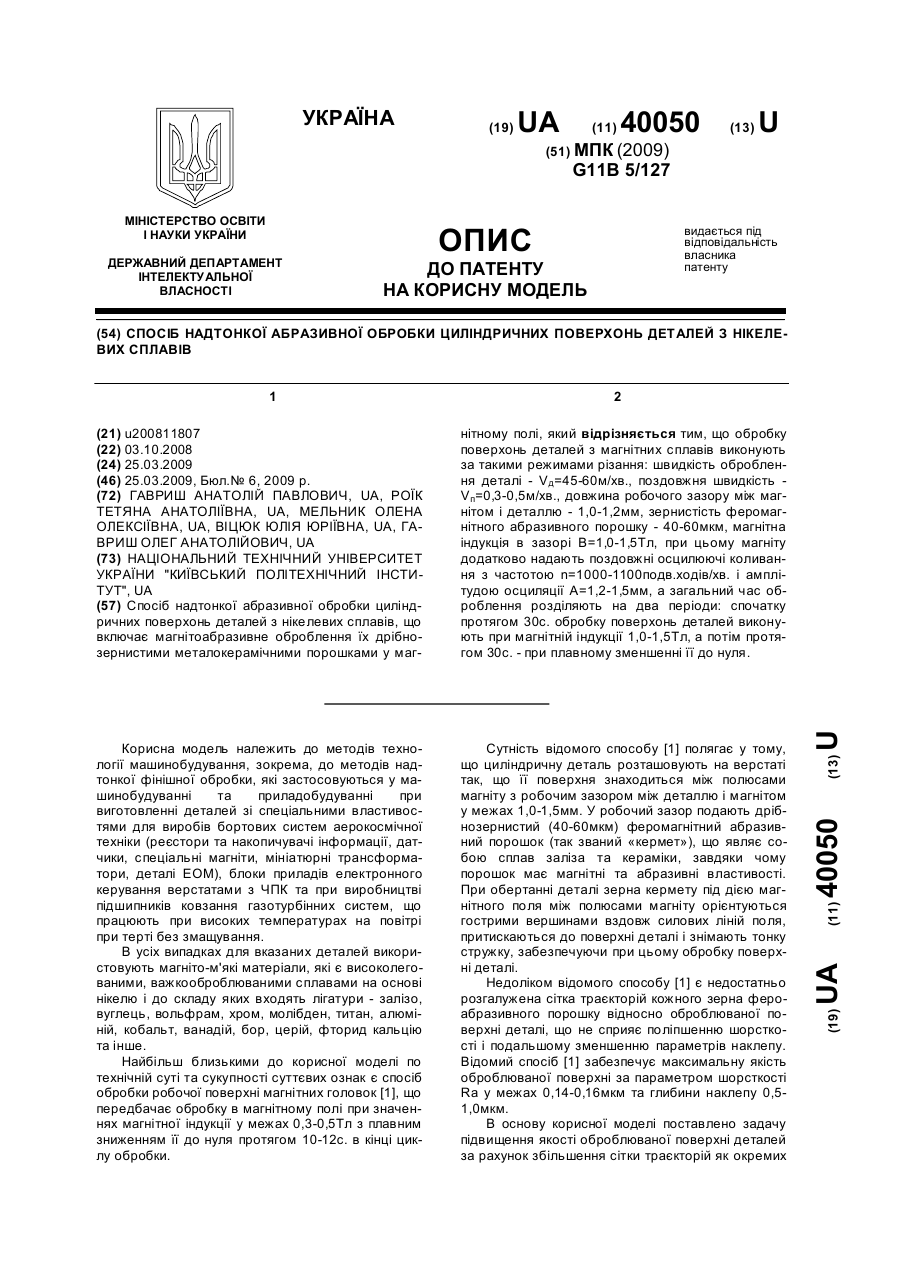
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі - Vд=45-60 м/хв., поздовжня швидкість - Vп=0,3-0,5 м/хв., довжина робочого зазору між магнітом і...
Спосіб обробки циліндричних деталей поверхневим пластичним деформуванням
Номер патенту: 46500
Опубліковано: 25.12.2009
Автори: Ярошенко Тетяна Василівна, Поліщук Петро Михайлович, Сивак Іван Онуфрійович
МПК: B24B 39/00
Мітки: циліндричних, спосіб, деформуванням, поверхневим, пластичним, обробки, деталей
Формула / Реферат:
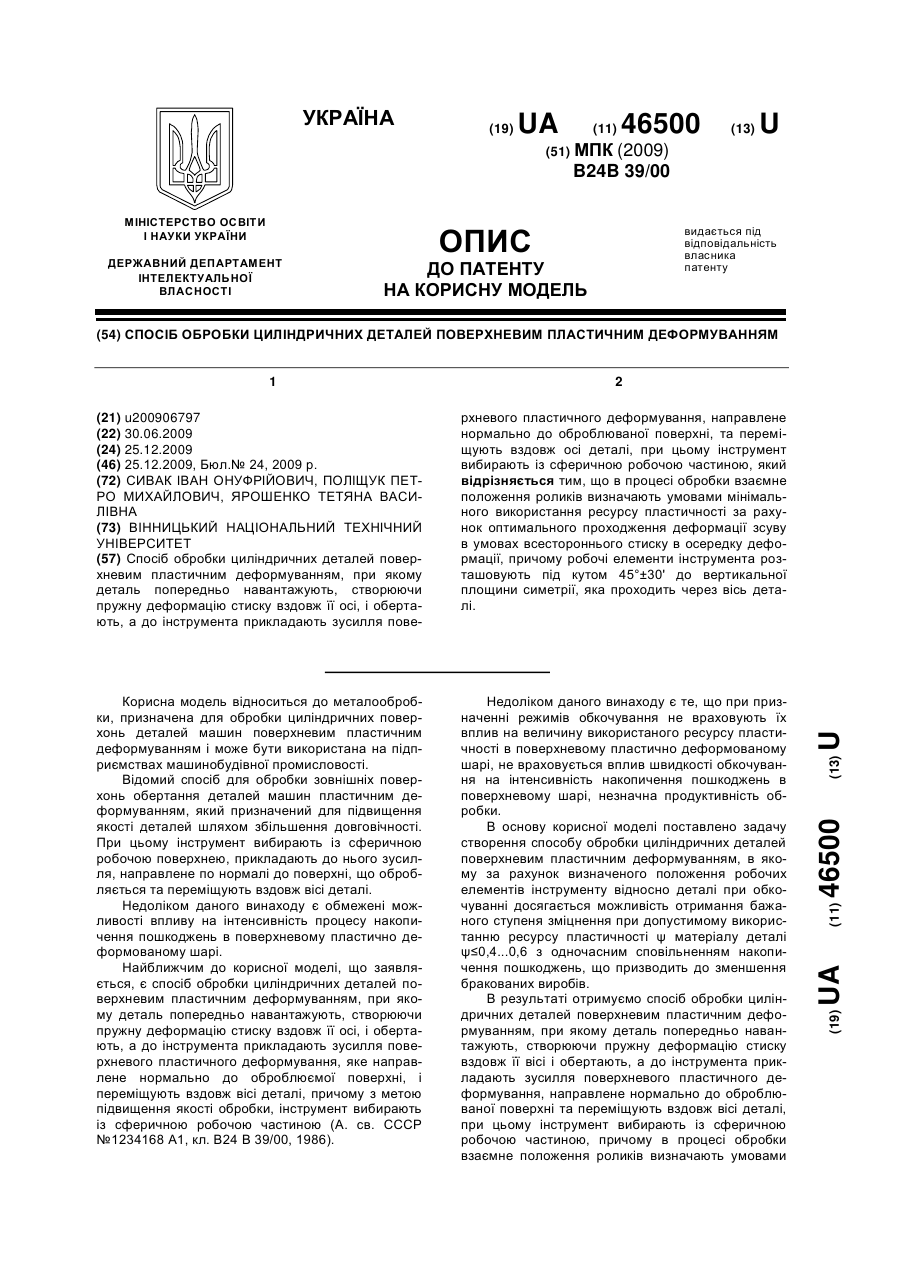
Спосіб обробки циліндричних деталей поверхневим пластичним деформуванням, при якому деталь попередньо навантажують, створюючи пружну деформацію стиску вздовж її осі, і обертають, а до інструмента прикладають зусилля поверхневого пластичного деформування, направлене нормально до оброблюваної поверхні, та переміщують вздовж осі деталі, при цьому інструмент вибирають із сферичною робочою частиною, який відрізняється тим, що в процесі обробки...
Попередній патент: Спосіб корекції ендотеліальної дисфункції при легеневій артеріальній гіпертензії у хворих на системний червоний вовчак
Наступний патент: Спосіб виготовлення газотермічних покриттів металевих деталей
Випадковий патент: Грузовий контейнер